番茄藤秸秆高效切割的机理及仿真研究
2017-03-16 10:47:49张西良徐云峰李萍萍
农机化研究 2017年11期
郭 茜,张西良,徐云峰,李萍萍,陈 成
(1.江苏大学 a.机械工程学院;b.农业工程研究院现代农业装备与技术省部共建教育部重点实验室/江苏省重点实验室,江苏 镇江 212013;2.南京林业大学 森林资源与环境学院,南京 210037)
番茄藤秸秆高效切割的机理及仿真研究
郭 茜1a,张西良1a,徐云峰1b,李萍萍2,陈 成1a
(1.江苏大学 a.机械工程学院;b.农业工程研究院现代农业装备与技术省部共建教育部重点实验室/江苏省重点实验室,江苏 镇江 212013;2.南京林业大学 森林资源与环境学院,南京 210037)
番茄是我国重要的蔬菜作物之一,其大面积种植带来了严重的秸秆处理问题。由于番茄藤秸秆根部表皮较厚,有较多的维管束,具有较强的抵抗外载荷的能力,不易切断,其切割方式、切割刀片及切割参数等对切割性能都具有重要影响。通过对番茄藤秸秆专用切割刀片切割力学分析和切割力计算分析研究了番茄藤秸秆高效切割的机理。建立了番茄藤秸秆高效切割模拟模型,运用仿真技术对番茄藤秸秆切割过程进行了有限元分析;对不同结构参数切割刀片进行切割对比试验。结果表明:①切割力随着秸秆横截面积的增加,随着刀片楔角的增加而逐渐增大,随着刀片后角的增加呈下降的趋势;②随着切割速度的增加,刀片切割应力有一定的增大,切割能量损耗加大,仿真分析得到的最大切割应力和理论计算结果在数值上较接近,证明了所推导的刀片切割力计算方法的正确性,验证了秸秆切割模型的合理性;③专用等滑切角(40°)锯齿型刀片与等滑切角平型刀片和普通刀片相比,2 kg的番茄藤切割电能最小,为0.18kW·h,切割时间最短,为2min,切割效率最高,切割后粗细均匀,效果也最好。该研究揭示了采用等滑切角锯齿型刀片对番茄藤秸秆高效切割机理和性能,为研制番茄藤秸秆专用切割机及实现高效切割提供了理论和试验依据。
番茄藤秸秆;切割机理;仿真;切割刀片;切割力
0 引言
番茄是中国重要的蔬菜作物之一,具有健脾开胃、除烦润燥、营养丰富等优点,种植面积已达6万hm2余,其大面积的种植带来了严重的秸秆废弃及焚烧等问题。面对越来越严峻的大气污染和环境保护压力,必须对秸秆资源进行深度开发和综合利用。秸秆资源综合利用的首要环节就是秸秆切割。由于番茄藤秸秆的材料特性不同于一般的秸秆材料,其切割方式、切割刀片及切割参数等对秸秆的切割性能都具有重要影响,研究揭示其高效切割机理对促进秸秆资源综合利用率提高具有重要作用。
近年来,国内外学者对秸秆切割机理及仿真研究都做了一定的探索:刘庆庭等[1-2](2007年)提出了从甘蔗茎秆物理力学特性和材料特点来研究其切割机理,并指出采用计算机仿真技术的有效手段;黄汉东等[3](2011年)利用ANSYS/LS-DYNA对甘蔗切割过程进行了有限元仿真,研究了刀具倾角、切割速度对切割力、切割功耗的影响;王丽娟等[4](2013年)应用SolidWorks建立了玉米秸秆-切割刀片参数化模型,模拟了刀片切割玉米秸秆的过程;刁培松等[5](2011年)运用ANSYS/LS-DYNA软件对转子铣刀切割茎秆进行模态分析,找出了耗能的显著影响因素及转子铣刀作业参数的最佳组合;曹玉等[6],王妍等[7],李景彬等[8]分别对玉米秸秆和棉秆的切割力学性能进行了试验研究;O’Dohgeyrt等[9-10](1991年)分析了割刀参数、受切根数、切割速度等因素对切割过程的影响;McRnadal等[11]对秸秆切割能耗的研究提出,当速度从20m/s提高到60m/s时,比切割能耗下降25%;Kentaro等[12],Hirai等[13],Majibur等[14]对稻秆、麦秆和苎麻的切割性能进行了研究。
从国内外的研究现状来看,秸秆切割的研究对象多是甘蔗、玉米等常见农作物秸秆,而对如番茄藤秸秆这类的藤茎类秸秆的切割研究偏少;此外,大多为试验研究,仿真研究的较少,深入系统的理论研究更少。对藤茎类秸秆的切割过程及机理了解较少,导致切割生产效率低、功耗高。因此,有必要开展番茄藤高效切割的机理研究,为高效、低功耗切割机械的研发提供理论基础和依据。
1 材料和方法
1.1 番茄藤秸秆切割刀片及其力学分析
1.1.1 切割刀片设计
基于对数螺线方程建立的等滑切角刀片刃线方程为
其中,C为刀片安装位置到极点O的距离(mm),是常数;θ为刀片的初始角度(°);K为常数,K=tgτ,τ为刀片滑切角(°)。
1.1.2 切割刀片力学分析
在秸秆切割过程中,刀片对秸秆的作用发生在前刀面、后刀面和刀刃3个部分。刀刃处虽然应力较大,但表面积小,刀刃作用在总作用中所占的比例较小,忽略不计[15]。由于刀片刀刃为等滑切角锯齿型,为简化问题,将秸秆的横截面积近似认为一个圆形,考虑一个刀齿的受力情况(见图1),其切削速度垂直于刀刃方向,秸秆纤维方向亦垂直于刀刃方向,依据力学投影和合成方法计算得到进料口支承位置对秸秆的作用力Fx、Fy。
图1中,ε为进料槽斜角(°);α为刀片后角(°);β为刀片楔角(°);μ为秸秆运动方向;v为刀片运动方向;FaN为正压力(N);Faf为摩擦阻力(N);Fax为
刀片后刀面对秸秆作用力X方向的分力(N);Fay为刀片后刀面对秸秆作用力Y方向的分力(N);Fa为刀片后刀面对秸秆的作用力(N);Frx为刀片前刀面对秸秆X方向的作用力(N);Fry为刀片前刀面对秸秆Y方向的作用力(N);Fr为刀片前刀面对秸秆的作用力合力(N);Fx为进料口支承位置对秸秆的X方向的作用力(N);Fy为进料口支承位置对秸秆的Y方向的作用力(N)。

图1 等滑切角锯齿型专用切割刀片的刀齿受力分析
根据刀齿的受力分析,可以得到
则切断整根秸秆的平均力为
刀片受到的合力为
式中x—秸秆瞬时切削深度(m);
S(x)—秸秆瞬时切削面积(m2);
r—秸秆半径(m);
τ//—秸秆顺纹理剪切强度(N/m2);
fc—附加阻力系数,由试验测定;
α—刀片后角;
β—刀片楔角;
ε—进料槽斜角;
φα—后刀面与秸秆摩擦角;
φγ—前刀面与秸秆摩擦角。
其中,φγ=arctanμγ;μγ为前刀面与秸秆摩擦因数, 一般在0.5~0.75之间,与刀片滑切角有关。
1.2 番茄藤秸秆切割的有限元模型建立
1.2.1 切割模型的简化
在其他三维软件中建立切割模型,然后导入ANSYS软件中,建模时可综合考虑实际的切割状况,简化藤茎类秸秆切割的数值模拟模型:
1)假设秸秆为等截面圆柱直杆,不考虑不规则形状;
2)建模对象为单根秸秆,不考虑秸秆之间的互相牵连;
3)忽略刀片工作过程中受到的振动及前后波动的作用,假设刀片始终处于同一平面,也就是切割路线为一直线;
4)切割时将秸秆固定,选择刀片的切割速度方向为其运动方向;
5)把有效切割刀片看成是一个整体;
6)切割方式为单支撑切割(即刀片是一支承),把这个支承看成一个和切割合成速度方向相反的限制;
7)将秸秆的几何形状简化直径D为8mm,高度为120mm的圆杆,不考虑节隔处纤维细胞的强化现象。
1.2.2 有限元模型建立过程
1)在ANSYS/LS-DYNA中导入在Pro/E三维绘图软件中建立的刀片切割秸秆的实体模型,如图2所示。刀片和秸秆都选择实体单元类型3D SOLID164。

图2 番茄藤秸秆切割的实体模型
2)选择Rigid Material定义刀片材料,刀片材料为65Mn,材料的性能指标如表1所示。在窗口中输入材料的主要参数,并且给定刀片材料的自由度约束。

表1 65Mn的性能指标
在New Models中定义秸秆材料,本例中以番茄藤秸秆的参数进行计算,将材料参数输入Johnson-Cook中,如表2所示。
4)创建PART,选择接触。在软件中创建PART,将刀片和秸秆分别定义为Part1和Part2。接触类型选择为面一面侵蚀接触,选择Eroding(ESTS)即侵彻模型,静态摩擦系数是0.15,动态摩擦因数是0.10。侵彻模型中,刀片为接触Part,秸秆为目标Part。

表2 番茄藤秸秆的主要参数
3)划分刀片切割秸秆网格包括:①刀片划分。选择刀片单元类型及刀片材料编号,设置网格划分的精度。②秸秆的划分。选择秸秆单元类型及秸秆材料编号,网格划分后的刀片切割秸秆模型如图3所示。
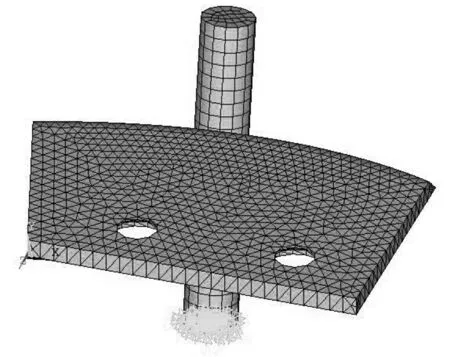
图3 番茄藤秸秆切割的有限元模型
5)创建组件,施加约束和初始条件。选择秸秆节点创建组件,对秸秆底面施加全自由度约束,设置刀片的初始旋转速度。
6)求解(输入文件格式、时间、时间步及ASC11文件)。打开所有能量开关,设置求解时间和输出文件格式,设置输出步长,在K文件输出对话框中选择ANSYS and LS-DYNA,完成K文件的输出。
1.3 番茄藤秸秆切割试验
1.3.1 试验材料
试验材料采用某农庄温室大棚的成熟期番茄藤,收获后经自然阴干6天进行切割试验。试验采用干燥法测秸秆含水率。在试验开始前,为防止机器损害或事故,需先检查秸秆样品中是否存在石块或其他硬物。
1.3.2 试验设备
本试验中使用的设备主要有曲阜新阳机械科技有限公司生产的3FC-500型小型秸秆切割粉碎机、昆山市闽昆电子有限公司生产的KTJ228型秒表、上海力衡仪器仪表有限公司生产的XK3150型电子台秤,以及北京中西远大科技有限公司生产的CN69M/BX85型数字电能表等。记录开、关机时刻的数字电能表读数来计算消耗的功率,记录下开、关机时刻作为切割时间,通过切割时间来考察切割效率。
1)切割刀片:包括普通刀片、滑切角为40°的等滑切角平型刀片和滑切角为40°的等滑切角锯齿型刀片。不同刀片如图4所示。
2)切割速度:切割时刀轴转速为4 000r/min。按照切割半径计算,切割速度在85m/s左右。

(a) 普通刀片

(b) 40°等滑切角平型刀片

(c) 40°等滑切角锯齿型刀片
1.3.3 试验方案
试验针对番茄藤秸秆,在单次加料量2kg时,对65Mn的普通刀片、滑切角为40°的等滑切角平型刀片和滑切角为40°的等滑切角锯齿型刀片3种刀片类型进行单因素切割试验,通过测试分析切割功耗和切割效率,验证设计的专用切割刀片对藤茎类秸秆的适应性。
2 结果与讨论
2.1 番茄藤秸秆切割刀片及其力学分析
2.1.1 切割方式选择
依据对传统秸秆切割理论分析、番茄藤秸秆特性和特点,以及应用秸秆制作栽培基质的切割要求,番茄藤秸秆适合采用滑切的切割方式,并且适宜采用滑切中的倾斜切割方式。
通过对番茄藤秸秆纤维组织结构微观观察分析发现,番茄藤秸秆是一种复合材料,其微观组织结构主要包括表皮、皮层、维管束和髓,呈分布不均匀的筛孔状。秸秆抵抗破碎的强度主要来自于表皮、皮层和维管束,而髓主要起连接和传递载荷的作用。番茄藤根部的机械组织比较发达,维管束较多,表皮较厚,因此根部抵抗变形的能力均高于中部和顶部[16]。因此,番茄藤秸秆适合采用滑切的切割方式。
2.1.2 切割刀片设计
设计的等滑切角锯齿型专用切割刀片如图5所示。其中,刀片刃线是根据刃线方程取滑切角τ为40°、锯齿角为60°时,计算后绘制得到的。
刀片在切割秸秆时需要承受较高的切割阻力,工作环境恶劣,刀片既要具备足够的强度和耐磨性,又要具备较高的韧性。因此,刀片选用65Mn,精密锻压成型,并进行淬火处理。
传统的秸秆切割粉碎机上采用的切割刀片多为直线刃刀片,切割过程中存在滑切角变化幅度较大、切割阻力矩变化迅速、切割效果差及功耗高等问题。根据番茄藤秸秆微观结构和拉伸力学和剪切力学特性[16-19],基于对数螺线方程,设计了藤茎类秸秆专用等滑切角锯齿型切割刀片。当刃口沿材料切向滑移时,这些齿的齿端在切割材料纤维上[20],一方面做向前的锯齿切割运动,另一方面做向下的切割运动,两方面联合作用,秸秆材料更容易被切断。
2.1.3 番茄藤秸秆切割力计算结果与分析
利用前面的计算公式,可以对切割力进行理论计算。将各已知参数及不同径级秸秆代入公式,秸秆顺纹理剪切强度以番茄藤剪切力学特性试验中测得的数据选取。图6为根据公式计算得到的切割力与横截面积、刀片楔角和刀片后角的关系。
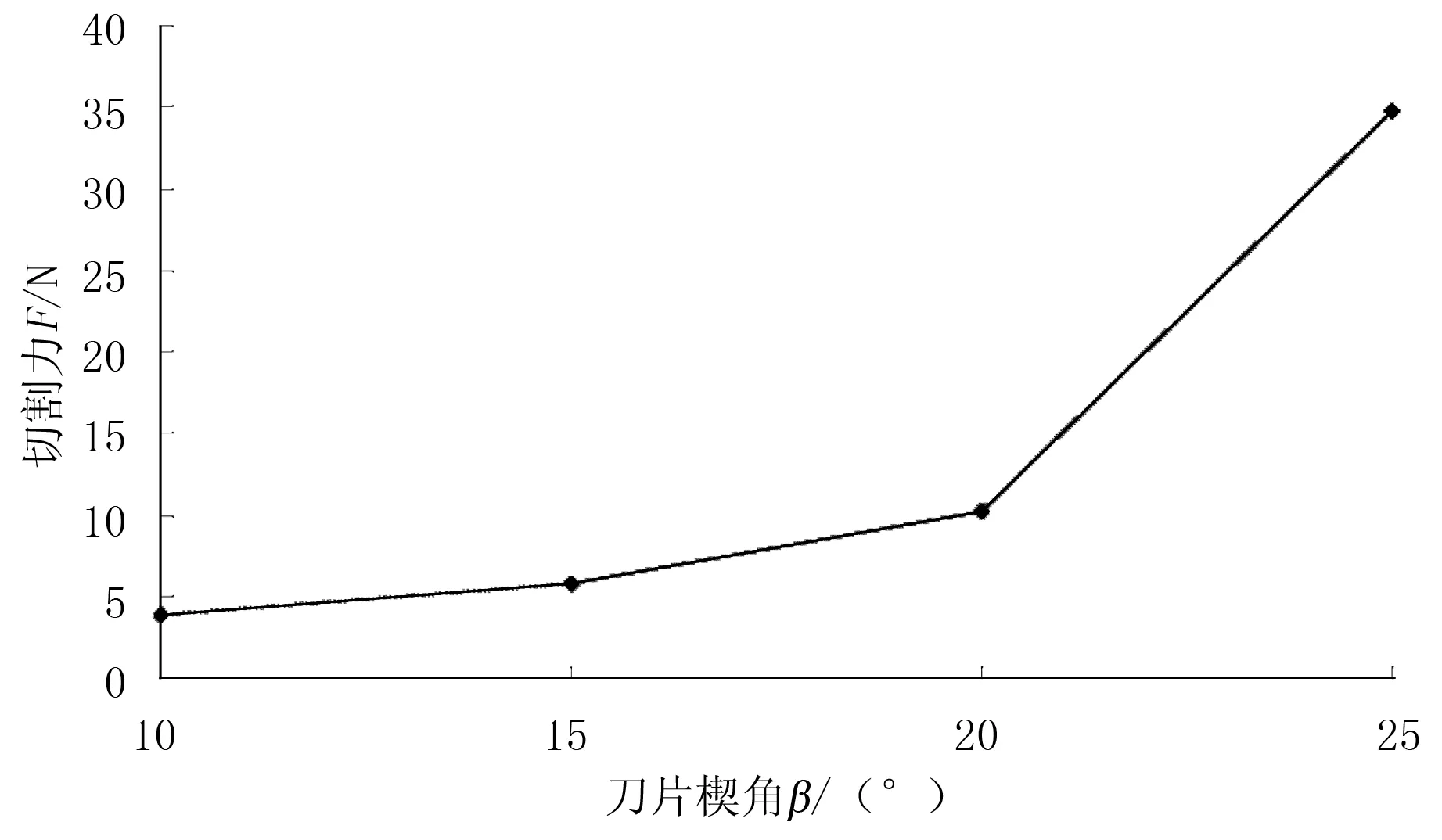

图6 切割力与横截面积、刀片楔角和刀片后角的关系
通过对图6分析发现:
1)切割力随着秸秆横截面积的增加而增大。这是由于秸秆直径的增加导致其横截面积的增大,在切削过程中受到切割变形的秸秆面积增加,使得刀片受到的抵抗切割变形的切割力也相应增大。
2)切割力随着刀片楔角的增加而增大。这是因为当刀具楔角增大时,刀具的后角减小,材料的塑性变形增加,沿刀片后刀面的摩擦力也增加,因此切割力增加。
3)切割力随着刀片后角的增加呈下降的趋势。这是由于刀片的后角大小,决定着刀片后刀面与秸秆表面的摩擦情况。后角大,摩擦力小,切割力相应减小;但后角太大会使刀片强度减弱。因此,在切割过程中,要根据切割条件选择合适刀片后角。
2.2 番茄藤秸秆切割的仿真结果与分析
通过对不同刀片转速下的切割模拟过程求解分析,获得相应的番茄藤秸秆上最大应力、单根秸秆切断能量曲线。图7为刀片转速为4 000r/min时,刀片切割秸秆的应力云图。图8(a)、(b)分别为切割过程中秸秆的能量变化图和合成界面力。

图7 刀片转速为4 000r/min时番茄藤秸秆切割过程的应力云图

(a) 能量变化图

(b) 合成界面力变化图
通过图7可以查看,番茄藤秸秆上最大等效应力及秸秆的破坏情况,从而确定刀片的承载能力。从图7中可以看出:当刀片刚刚切入秸秆表皮时,表皮发生破坏所需的切割应力达到最大值,然后切割应力逐渐减小。其最大切割应力为1.726e-4MPa,由理论公式计算得到的最大切割应力为2.09e-4MPa,两者数量级相符。
通过图8(a)、(b)可以了解秸秆切割过程中能量损耗及切割界面中切割力的分布情况,从而了解秸秆的切割破碎情况。从图8中可以看出:刀片切割番茄藤时,能量损耗逐渐增大,当秸秆表皮被破坏发生断裂时,能量损耗达到最大值0.44J,合成界面力达到最大值0.39N,然后能量损耗和合成界面力逐渐下降。
图9所示为不同转速时最大能量损耗,图10所示为不同转速时理论计算和仿真分析得到的最大切割应力对比图。

图9 不同转速时最大能量损耗变化图

图10 不同转速时理论计算与仿真分析最大切割应力对比图
从图9切割速度对最大能量损耗影响分析可以得到:随着切割速度的增加,刀片切割番茄藤秸秆的切割应力也有一定的增大,切割能量损耗加大。这是由于切割速度的增加使得单位时间内刀片切割秸秆的频率增加,秸秆受到切割力作用的频率增大,导致切割应力的增加和切割能量损耗加大。
从图10理论计算和仿真分析结果对比分析可以得到:最大切割应力仿真结果和理论计算在数值上比较接近,从而证明了所推导的刀片切割力计算方法的正确性,验证了秸秆切割模型的合理性。数值上误差主要是由于两者所考虑到的情况无法完全相同,有限元模型基于对具体结构参数适当简化、秸秆平均几何尺寸和平均工程常数。因此,模拟分析结果具有一定的理论指导意义。
2.3 番茄藤秸秆切割试验结果与分析
图11为3种不同刀片类型与切割电能、切割时间的关系。切割后的番茄藤秸秆状况,如图12所示。


图11 刀片类型与切割电能和切割时间关系

(a) 普通刀片

(b) 40°等滑切角平型刀片

(c) 40°等滑切角锯齿型刀片
由图11可知:切割2kg的番茄藤时,滑切角为40°的等滑切角锯齿型刀片与等滑切角平型刀片和普通刀片相比,切割电能最小,为0.18kW·h,切割时间最短,为2min,切割效率最高,切割优势明显;滑切角为40°的等滑切角平型刀片次之;而普通刀片消耗的切割电能最大,为0.32kW·h,切割时间最长,为4min,切割效率最低,电能及时间均为等滑切角锯齿型刀片的2倍左右,为等滑切角平型刀片的1.5倍左右。
由图12可知:滑切角为40°的等滑切角锯齿型刀片切割出番茄藤秸秆比较细,有部分秸秆已经呈粉碎状态,说明刀片的切割效果比较好;滑切角为40°的等滑切角平型刀片的切割效果次之,还有部分形状偏大的秸秆;而普通刀片的切割效果不太理想,秸秆中形状偏大的秸秆较多,后续需要进行的粉碎工作量较大。
3 结论
1)依据番茄藤秸秆纤维组织结构和力学特性,选择了其滑切的倾斜切割方式,设计了番茄藤秸秆专用的等滑切角锯齿型切割刀片。力学分析表明:切割力随着秸秆横截面积的增加而增大,切割力随着刀片楔角的增加而增大,切割力随着刀片后角的增加呈下降的趋势。
2)建立了番茄藤秸秆切割有限元模型,并运用计算机仿真软件对切割过程中的切割应力和秸秆的能量变化等进行仿真分析。结果表明:随着切割速度的增加,刀片切割番茄藤秸秆的切割应力有一定的增大,切割能量损耗加大。仿真分析得到最大切割应力和理论计算的结果在数值上较接近,从而证明了所推导的刀片切割力计算方法的正确性,验证了秸秆切割模型合理性。
3)利用专用切割刀片对番茄藤秸秆进行切割试验,结果表明:在相同的切割条件下,切割2kg番茄藤时,滑切角为40°的等滑切角锯齿型刀片消耗的切割电能最小,为0.18kW·h,切割时间最短,约2min,切割效率最高,切割后秸秆比较细且均匀,效果最好。
[1] 刘庆庭,区颖刚,卿上乐,等.农作物茎秆的力学特性研究进展[J].农业机械学报,2007,38(7):172-175.
[2] 刘庆庭,区颖刚,卿上乐,等.甘蔗茎秆切割机理研究[J].农机化研究,2007(1):21-24.
[3] 黄汉东,王玉兴,唐艳芹,等.甘蔗切割过程的有限元仿真[J].农业工程学报,2011,27(2)161-166.
[4] 王丽娟,石林榕,杨国军,等.玉米秸秆切割过程的非线性数值模拟与仿真试验[J].干旱地区农业研究,2013,31(6):252-256.
[5] 刁培松,袁彩云,张道林,等.基于ANSYS/LS-DYNA的转子铣刀茎秆切割试验[J].农机化研究,2011,33(12)116-119.
[6] 曹玉,刘伟峰,张欣达.玉米茎秆切割力影响因素试验研究[J].农机化研究,2012,34(11):129-132.
[7] 王妍,郭颖杰,刘庆福.玉米秸秆剪切特性试验研究[J].农业与技术,2011,31(1):43-45.
[8] 李景彬,葛云,朱江丽,等.棉秆切割性能的试验研究[J].甘肃农业大学学报,2011,46(1):136-139.
[9]O’DoghertyMJ,HuberJA,DysonJ,etal.Astudyofthephysicalandmechanicalpropertiesofwheatstraw[J].JournalofAgriculturalEngineeringResearch,1995,62(2): 133-142.
[10]O’DohgeyrtMJ,BaoartoryL.Studiesoftheeffectofbladeparametersandstemconfigurationonthedynamicsofcuttinggrass[J].JournalofAgriculturalEngineeringResearch,1991,49(2): 99-111.
[11]McRandalDM,MeNultyPB.Impactcuttingbehaviorofforagecropsmathematicalmodelandlaboratorytests[J].JournalofAgriculuralEngineeringResearch,1978,23(3):313-328.
[12]KentaroA,HiroyukiY.ComparisonofthecharacteristicsofcellulosemicrofibrilaggregatesofWood,ricestrawandpotatotuber[J].Cellulose,2009,23(16):1017-1023.
[13]HiraiY,InoveE,MoriK.Applicationofaquasi-statiestalkbendinganalysistothedynamicresponseofriceandwheatstalksgatheredbyacombineharvesterreel[J].Bio-systemEngineering, 2004,88(3):281-294.
[14]MajiburRK,YingChen.Compressivepropertiesofhemp(CannabissativaL.)stalks[J].Bio-systemsEngineering,2010,10(6):315-323.
[15] 钱春华.桑枝削片粉碎机三维设计与结构分析的研究[D].南京:南京林业大学,2006.
[16] 孙晓佳.黄瓜藤秸秆切割性能研究[D].镇江:江苏大学,2013.
[17] 黎明,段增强,李莲枝,等.连香树营养器官的解剖学研究[J].河南农业大学学报,2005,39(2):178-181.
[18] 黄振艳,张晓艳,李萌.蒙古黄芪营养器官的解剖结构研究[J].中国野生植物资源,2009,28(6)63-66.
[19] 黄浩,雷廷宙,胡建军.农作物秸秆细胞壁成分对其干燥过程的影响[J].河南科学,2005,23(2):221-223.
[20] 闫秀芳.盘刀式铡草机切碎器的虚拟设计及其性能研究[D].呼和浩特:内蒙古农业大学,2008.
[21] 陈国晶.单圆盘甘蔗收割机切割器切割破头率影响因素的试验研究与机理分析[D].南宁:广西大学,2006.
Mechanism and Simulation Analysis of Efficient Cutting for Tomato Straw
Guo Qian1a, Zhang Xiliang1a, Xu Yunfenga1b, Li Pingping2, Chen Cheng1a
(1. a.School of Mechanical Engineering; b. Key Laboratory of Modern Agricultural Equipment and Technology, Ministry of Education and Jiangsu Province, Institute of Agricultural Engineering, Jiangsu University,Zhenjiang 212013, China; 2.College of Forest Resource and Environment,Nanjing Forestry University,Nanjing 210037,China)
This paper studied the efficient cutting mechanism of tomato straw by cutting force analysis and cutting force calculation of special cutting blade for tomato straw. Also, efficient cutting simulation model of tomato straw is established and applied to the finite element simulation analysis for the tomato straw cutting process. And it finished the cutting contrast experiments for different structure parameters of cutting blade. The results showed that: (1) The cutting force gradually increases with the increase of straw cross-sectional area and blade’s wedge angle, and decreases with the increase of blade’s back angle. (2) With the increase of cutting speed, the blade’s cutting stress also increases as well as the cutting energy loss increases. The theoretical calculation of the maximum cutting stress is relatively closed with the simulation analysis results in value, which proves the correctness of the calculation method of blade cutting force theory derived in front, and verifies the rationality of straw cutting simulation model. (3) Compared with the ordinary blade and equal sliding-cutting angle flat blade, the cutting power of 2kg tomato vines cutting by the special equal sliding-cutting angle(40°) saw teeth type blades is the minimum which is 0.18 kw·h, the cutting time is 2min which is the shortest, the cutting efficiency is the highest, the cutting effect is the best, and the straw debris are uniform thickness after cutting.
tomato straw; cutting mechanism; simulation; cutting blade; cutting force
2016-11-07
“十二五”国家科技支撑计划(农村领域)项目(2014BAD08 B04);江苏省普通高校研究生科研创新计划项目(CXLX12_0625)
郭 茜(1981-),女,四川梓潼人,讲师,博士研究生,(E-mail)20162903@qq.com。
张西良(1964-),男,江苏丹阳人,教授,博士生导师,(E-mail)190337373@qq.com。
S226.7;Q66
A
1003-188X(2017)11-0017-08
猜你喜欢
天天爱科学(2021年10期)2021-10-11 13:14:17
振动与冲击(2021年15期)2021-08-11 11:58:10
水利科技与经济(2020年10期)2020-11-25 01:50:06
重型机械(2020年3期)2020-08-24 08:31:42
制造技术与机床(2018年10期)2018-10-13 06:36:54
长江科学院院报(2017年10期)2017-10-24 07:28:41
工业设计(2016年4期)2016-05-04 04:00:26
工程建设与设计(2016年4期)2016-02-27 10:50:57
精密制造与自动化(2015年4期)2015-11-27 03:37:28
中国医疗美容(2015年1期)2015-07-12 10:05:51