基于Fluent对不同地毯烘房结构的流场分析
2017-03-08 11:11:26黄晓东王景汉
成组技术与生产现代化 2017年4期
黄晓东,向 忠,钱 淼,王景汉
(浙江理工大学 机械与自动控制学院,浙江 杭州 310018)
地毯定型机是印染行业广泛使用的重要生产设备,其主要用于印染生产过程中经前处理地毯的烘燥、热定型等工作[1].烘房是地毯定型机的重要组成部分,每台定型机由若干节烘房连接而成.每节烘房配有一个固定出口,用于烘房内热空气的排出.当烘房内气流流场分布不均匀,甚至出现低速、零速区域时,烘房内的湿度也将分布不均匀,致使烘房内整体湿度不断上升,空气湿度接近并趋向饱和,很大程度上降低了地毯的烘燥效率.因此,烘房内流场的均匀性直接影响地毯定型机的生产效率和最终产品的质量.
目前,国内外针对地毯烘房的研究主要集中在印染热定型机风道对定型效率的影响、定型机废弃热的回收系统、气流烘燥技术以及涉及烘房的热工计算.徐军等对烘房风道参数化建模仿真分析得出,当风道的锥度为6°、挡板角度为120°时,风道流场更利于烘燥与热定型[2].宋树权等针对松弛热定型机腔内流场及温度场进行数值模拟,认为开孔率影响腔内温度均匀性分布,开孔率的增大有利于缓解结构应力集中[3].丁晓雄等对目前纺织印染企业热定型机的能耗大、能源利用率低等问题,设计了一个针对热能回收效率的监测系统[4].王海萍等设计了一种热定型机余热再利用的换热器,并考量了该换热器的经济效益和环境效益[5].Bonis M V D等通过实验研究了气流冲击烘燥下的湿基材,得到了烘燥过程中水分、热量的分布规律[6].Sousa L H C D等对粗棉布的烘燥过程进行分析,研究得到了棉布烘燥过程的水分分布曲线及影响烘燥过程的因素[7].姜蓉分析了烘房内工作温度、组成材料和环境温度等对隔热门的温度影响[8].王强华对印染行业烘房设备的热量分布进行了较全面系统的分析与计算[9].
鉴于地毯烘房内流场均匀性的重要性,本文将设计4种不同开口位置的烘房模型,基于Fluent软件对烘房内流场进行仿真模拟,分析造成流场不均匀的原因,通过对比得出4种不同烘房中最优的结果,为地毯定型机的优化设计提供借鉴.
1 地毯烘房的结构及工作原理
图1所示为地毯定型机烘房的工作原理.地毯烘房在生产过程中所需要的热量由热空气提供,位于烘房侧边的热源将抽入的常温空气迅速加热,热空气在风机输送作用与风量分配器的风量调节作用下,从烘房的下端分别进入上下风道,然后通过风道中打开的喷嘴,稳定地喷射到以一定速度进入烘房的地毯上,实现对地毯的烘燥和定型.携带着大量水分的湿热废气与热交换机构充分接触后,通过烘房的出口排到外部大气中[10].

图2 4种不同开口位置的烘房模型
本文设计4种不同出口开取位置的烘房模型,通过对比仿真模拟结果,得出影响流场分布均匀性的因素,从而得到较优的烘房模型.这4种不同开口位置的烘房模型(图2)为:①实际生产中广泛使用的是只有顶部开口的模型a;②顶部没有开口,侧面开取一个出口的模型b;③顶部没有开口,侧面对称开取出口的模型c;④顶部开口并且侧面有着对称出口的模型d.
设计完成4种针对不同出口开取位置的烘房模型后,分别在三维建模软件中建立模型.4种模型的内部风道构成、地毯的设置位置等保持一致.模型建立后导入网格划分软件中进行六面体网格划分.
地毯烘房的主要结构参数如表1所示.烘房内部风道如图3所示.

图3 烘房内部风道示意图
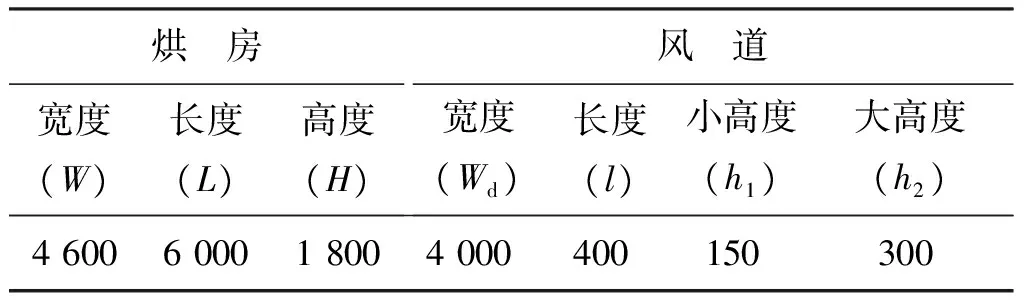
表1 烘房主要结构参数 mm
为了分析不同出口位置对流场均匀性的影响,需要保证流入地毯烘房的气体流量的一致性.由流体连续方程可得:
Q=VA
(1)
式中:Q为体积流量;V为流速;A为过流面积.在入口面积不变的情况下,相同的入口流速使得流入烘房的总流量相同.这是正确进行仿真分析的前提.
2 基于Fluent的仿真建模
2.1 计算模型
本文主要模拟分析的是烘房内气流流场,不考虑温度的影响.
根据雷诺数计算公式:
(2)
式中:Re为流体雷诺数;ρ为流体密度;vm为流体平均流速;d为管道当量直径;μ为流体黏性系数.可以估算出流体的速度取较小值1 m/s时,雷诺数Re=5 477.据此可确定地毯烘房内的流场为湍流.将烘房内空气看成不可压缩的湍流模型,理想化处理后,选用标准k-e方程为湍流模型.
烘房内流场数值计算所包含的控制方程有:质量守恒方程、动量守恒方程、湍动能控制方程和湍动耗散率控制方程.
(1)质量守恒方程:
(3)
式中:u、v、w分别为速度在x、y、z方向上的分量.
(2)动量守恒方程:
Fx
(4)
Fy
(5)
+Fz
(6)
式中:t为时间;p为流体微元体上的压力;τxx、τxy、τxz为作用在微元体表面上黏性应力τ在x、y、z方向上的分量;Fx、Fy、Fz为微元体上的体力.
(3)湍动能控制方程:
(7)
(4)湍动耗散率控制方程:
(8)
式中:k为湍动能;ε为湍动耗散率;μt为湍流黏性系数;σk、σs、C1ε、C2ε、C3ε均为经验常数;Gk为平均速度梯度引起的湍动能产生项;Gb为浮力引起的湍动能产生项;YM为可压湍流中脉动扩张的贡献.
2.2 边界条件与网格划分
地毯烘房模型的入口气流采用速度进口边界条件,分析计算时根据实际测出的风道出口速度进行设置;地毯烘房模型的出口气流采用压力出口边界条件,烘房外部的气压为标准大气压,即表压设置为0.由于地毯在烘燥过程中气流穿透性不强,因此地毯模型外壁可视为默认的壁面条件,烘房的外壁同样采用壁面条件.其中速度与压力耦合采用SIMPLE算法[11],动量、湍动能、湍动耗散率以及动量离散采用对六面体网格具有更高精度的二阶迎风格式.
模型网格在Ansys Workbench的Meshing模块中进行划分,将模型全部划分为六面体网格.六面体网格在计算精度、变形特性、划分网格数量及再划分次数等方面比四面体网格具有明显的优势.由于烘房入口处速度较大,入口与壁面距离较小,为了保证计算的精度,划分网格时对入口与地毯之间的区域进行网格局部加密.所划分的地毯烘房整体网格和截面局部网格分别见图4、图5.
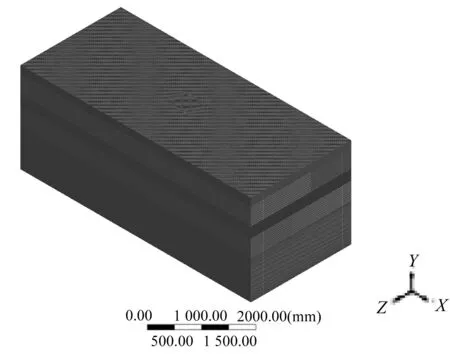
图4 烘房整体网格

图5 截面局部网格
3 仿真结果分析
如果烘房内的流场流速不均匀,将影响烘房内湿度的分布,对地毯的烘燥效率有着重要的影响,而烘房开取出口的不同位置关系着烘房内的气体流场,因此对不同出口位置的烘房流场进行对比分析尤为重要.在仿真的烘房模型中,地毯沿z轴方向前进,烘房内部流场的均匀性要求主要是沿着z轴的截面内流速差异要小.
(1)图6所示为模型a在z=0截面上的流速云图.从图6可以看出,模型a流场内高速区域在烘房顶端靠近出口位置,而且存在两个零速区域.由于地毯的透气性较差,在实际烘燥定型过程中,烘房上、下部气流之间不存在直接影响,烘房下部流场有低速甚至零速区域,整体流场流速分布非常不均匀.在低速、零速区域,气体流动处于相对停滞状态,气流携带的大量水分无法被排出,将加剧烘房内的湿度分布不均匀,最终导致地毯的烘燥效率低下,甚至造成地毯局部区域无法烘燥.这对于实际生产是非常不利的.因此,需要基于改变烘房出口位置的方法改善烘房内气体的流场分布,提高烘燥效率.
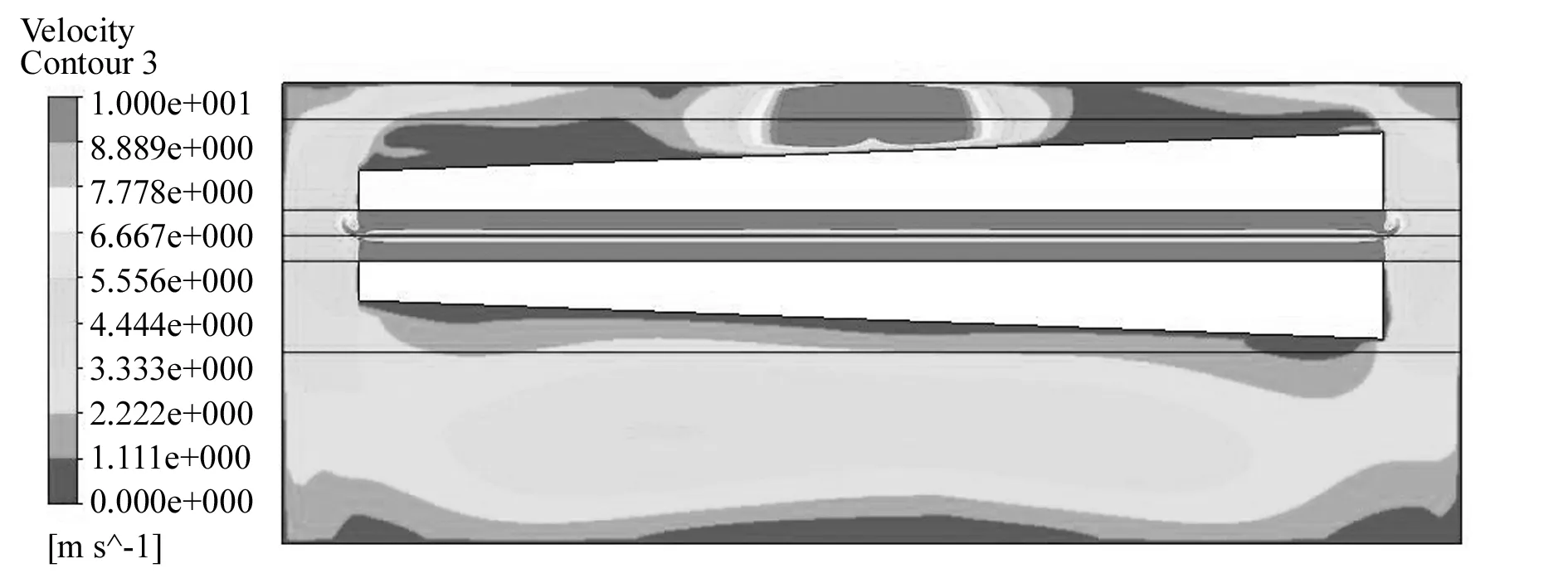
图6 模型a在z=0截面上的流速云图
(2)图7所示为模型b在z=0截面上的流速云图.从图7可以看出,气流的高速区在烘房的下端出口处,风道上方出现了大面积的低速以及零速区域.地毯的直接透气性比普通织物差,烘房下部气流很难影响到上部.烘房下部离出口越远流场速度下降越快,同样出现了较大面积的低速、零速区域,而最远端部分受烘房侧面气流影响存在局部较强气流,导致局部区域流场流速差异较大,大量水分在低速、零速区域堆积,致使烘房内湿度严重不均.
对比模型a与模型b可知,这两种地毯烘房的流场均匀性都较差,地毯的烘燥效率受到了限制.
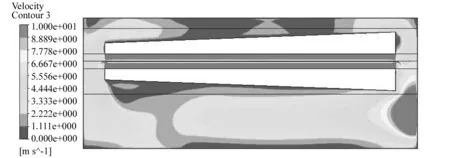
图7 模型b在z=0截面上的流速云图
(3)图8所示为模型c在z=0截面上的流速云图.从图8可以看出,在烘房的两侧对称地开取出口,没有在顶端开口,烘房的下部流场均匀性得到了大幅度的改善.
由于烘房的前后距离较长,单一出口无法使较长区域内流场流速稳定均匀.如果仅在其中一侧开取出口,气体流速将沿着远离出口的方向衰减.然而,在烘房顶部不设出口的情况下,烘房风道的上部会出现较大的低速、零速区域.这是由于地毯透气性较差,而且风道外壁对气流有阻隔作用,烘房上、下部气流之间影响很小,虽然烘房的下部流场得到了大幅度改善,但是上部仍存在流场不均匀区域,最终会限制地毯的烘燥效率.

图8 模型c在z=0截面上的流速云图
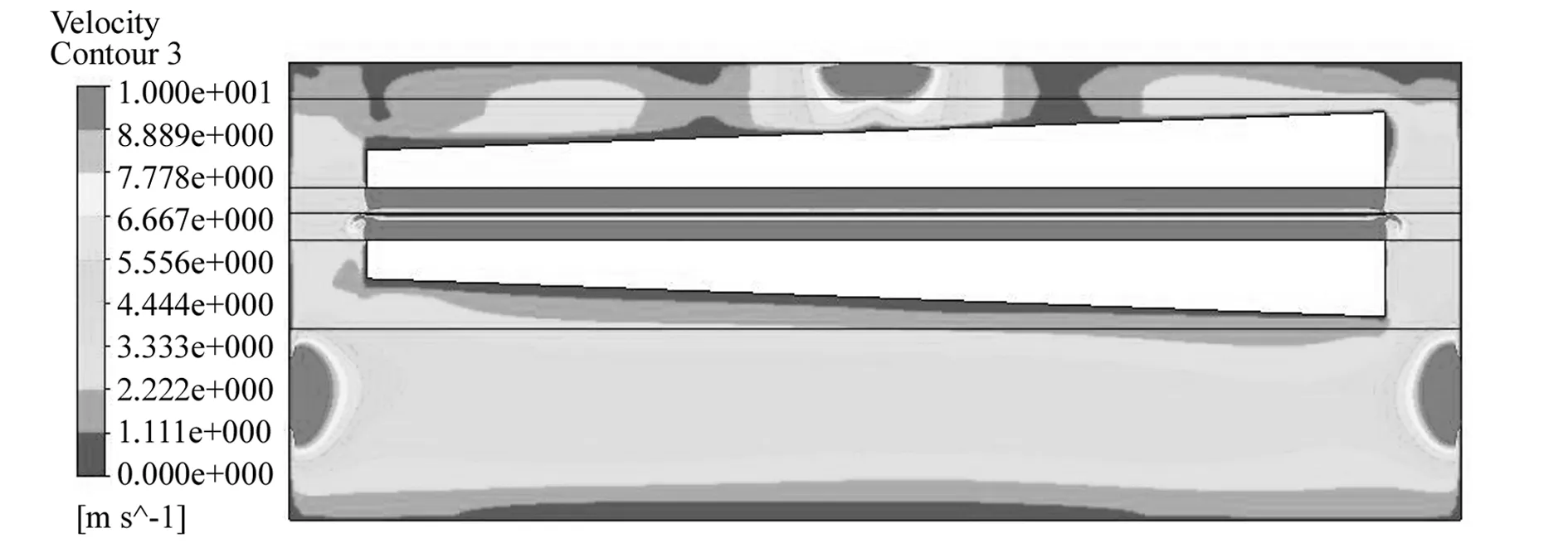
图9 模型d在z=0截面上的流速云图
(4)图9所示为模型d在z=0截面上的流速云图.从图9可以看出,在烘房的两侧开取出口,同时在顶部开了一个出口,烘房两侧的对称出口使得烘房下部流场较为均匀,几乎不存在不规则的低速、零速区域,而烘房顶部的出口可以保证烘房风道上方流场不会出现大范围的低速、零速区域.虽然,模型d也存在部分流场低速区,但较之前的模型a、模型b和模型c,其整体流场的均匀性得到了较大改善,没有出现大面积的低速、零速区域,气流中水分在烘房内充分流动,并沿着出口排出烘房,有利于对地毯的烘燥定型.对比4种现有的烘房模型,这种烘房出口开取方案的流场均匀性最佳.
4 结 论
(1)在烘房的顶部或者前后单侧开取出口,烘房内流场分布不均匀,由于地毯直接透气性比普通织物差,地毯烘房内上、下两个不同的流场区域关联性不强,很大程度上限制了地毯的烘燥效率.
(2)在烘房两侧对称开取出口,烘房下部区域表现出很好的流场均匀性.但是,在烘房顶端没有出口的情况下,风道上部还是会出现大面积的低速甚至零速区域,需要进一步优化地毯烘房的出口设置,以改善烘房整体的流场均匀性.
(3)地毯燥燥存在特殊性,其烘房流场被分为上、下两个区域,各区域的气流不易直接透过被烘燥物,使得烘房上、下区域的气流速度差异明显.在烘房的两侧对称开口且顶部开口的模型,与另外3种烘房开口模型相比,其烘房内流场分布最为均匀.
[1] 沈丹丹,郁鸿淩,杨仕杰,等.印染工艺流程中定型机节能潜力分析[J].能源研究与信息,2012,28(4):216-220.
[2] 徐 军,程海卫,周一届,等.拉幅定型机烘房风管流场分析[J].机电产品开发与创新,2013,26(6):87-89.
[3] 宋树权,葛友华,袁铁军,等.松弛热定型机腔内三维流场及温度场数值模拟研究[J].机械设计与制造,2011(8):93-95.
[4] 丁晓雄,王 剑,黄国辉.热定型机尾气余热回收效率监测系统[J].电子技术应用,2013,39(4):26-28.
[5] 王海萍,周亚素,郑建范,等.用于热定型机余热回收的热管换热器设计[J].上海节能,2013(4):42-46.
[6] Bonis M V D,Ruocco G.An experimental study of the local evolution of moist substrates under jet impingement drying[J].International Journal of Thermal Sciences,2011,50(1):81-87.
[7] Sousa L H C D,Lima O C M,Pereira N C.Analysis of drying kinetics and moisture distribution in convective textile fabric drying[J].Drying Technology,2006,24(4):485-497.
[8] 姜 蓉.烘房隔热门外表温度浅析[J].印染,2015(16):35-37.
[9] 王强华. 印染烘房热工计算及分析[J].纺织机械,2006(1):38-43.
[10] 狄育慧,黄银鹏,周林园.定型机有机废气余热回收问题的探讨[J].染整技术,2015,37(6):50-53.
[11] 周俊杰,徐国权,张俊华.Fluent工程技术与实例分析[M].北京:中国水利水电出版社,2010.
猜你喜欢
导航定位学报(2022年5期)2022-10-13 08:43:40
北京航空航天大学学报(2022年7期)2022-08-06 07:28:18
城市轨道交通研究(2021年12期)2022-01-12 04:04:44
家园·建筑与设计(2021年1期)2021-09-10 07:22:44
模具制造(2019年3期)2019-06-06 02:10:54
家电科技(2018年8期)2018-08-28 09:17:58
中华建设(2017年1期)2017-06-07 02:56:14
导航与控制(2016年4期)2016-09-23 08:43:25
中国工程咨询(2016年10期)2016-01-31 03:12:04
纺织服装周刊(2016年46期)2016-01-30 14:32:35