旋转电极电解线切割加工的电解液喷液流场研究
2017-03-08 11:11:26李湘生马再权
成组技术与生产现代化 2017年4期
陈 力,李湘生,马再权,杨 宇,张 帅
(浙江理工大学 机械与自动控制学院,浙江 杭州 310018)
随着科技的进步,工业材料技术日新月异,传统切割技术如激光切割、电火花线切割在加工过程中暴露出许多问题[1].切割技术对生产的质量和效率影响重大,对企业的成本与利润也有很大影响[2].
电解线切割技术是在电解池的电解液中“溶解”工件离子,从而达到切割的目的.电解线切割技术在加工形状特殊、壁薄、易形变零件时有非常独特的优势.徐一峰在传统电解线切割基础上改进了多丝金属电解线切割技术,改进技术对提高加工效率以及精度具有显著效果[3].彭帅改进的往复运丝电解线切割技术,在提高加工速度、减少加工成本方面具有很好的应用前景[4].
在电解加工的过程中,经常有加工废料产生,附着在工件表面,阻碍电解的进行,影响加工效率.本文采用旋转电极电解线切割加工技术,将旋转电极作为线电极接电源负极,能很好地解决这一问题.在旋转电极电解加工中,电解液的选择至关重要[5].首先,电解液作为一种导体,在电解加工中能够导电,电解液的不断流入是电解过程不中断的必要条件;其次,电解加工过程中产生的大量热量可能导致工件损坏,而电解液可以冷却工件.电解液一般采用氯化钠溶液、硝酸钠溶液或者氯酸钠溶液.其中氯化钠溶液获取方便,成本低廉且导电效率高.综合考虑后,本文选用氯化钠溶液作为电解液.
1 机床结构及控制系统
1.1 机床总体结构
图1所示为本文所用旋转电极电解线切割加工机床.该机床是自主设计的机床,用料、机构均合理,能够满足本次实验要求.该机床具有可水平方向移动的X轴、Y轴,可竖直方向移动的Z轴.这3个轴与工件相连,可控制工件的移动方位.电极丝接电源负极,工件接电源正极,加上电解液,形成一个完整的电流回路.电解液循环系统还包括两个水泵,水泵能将电解池里的电解液重新输送到电极丝,使得电解液可重复利用,电解过程持续不断.
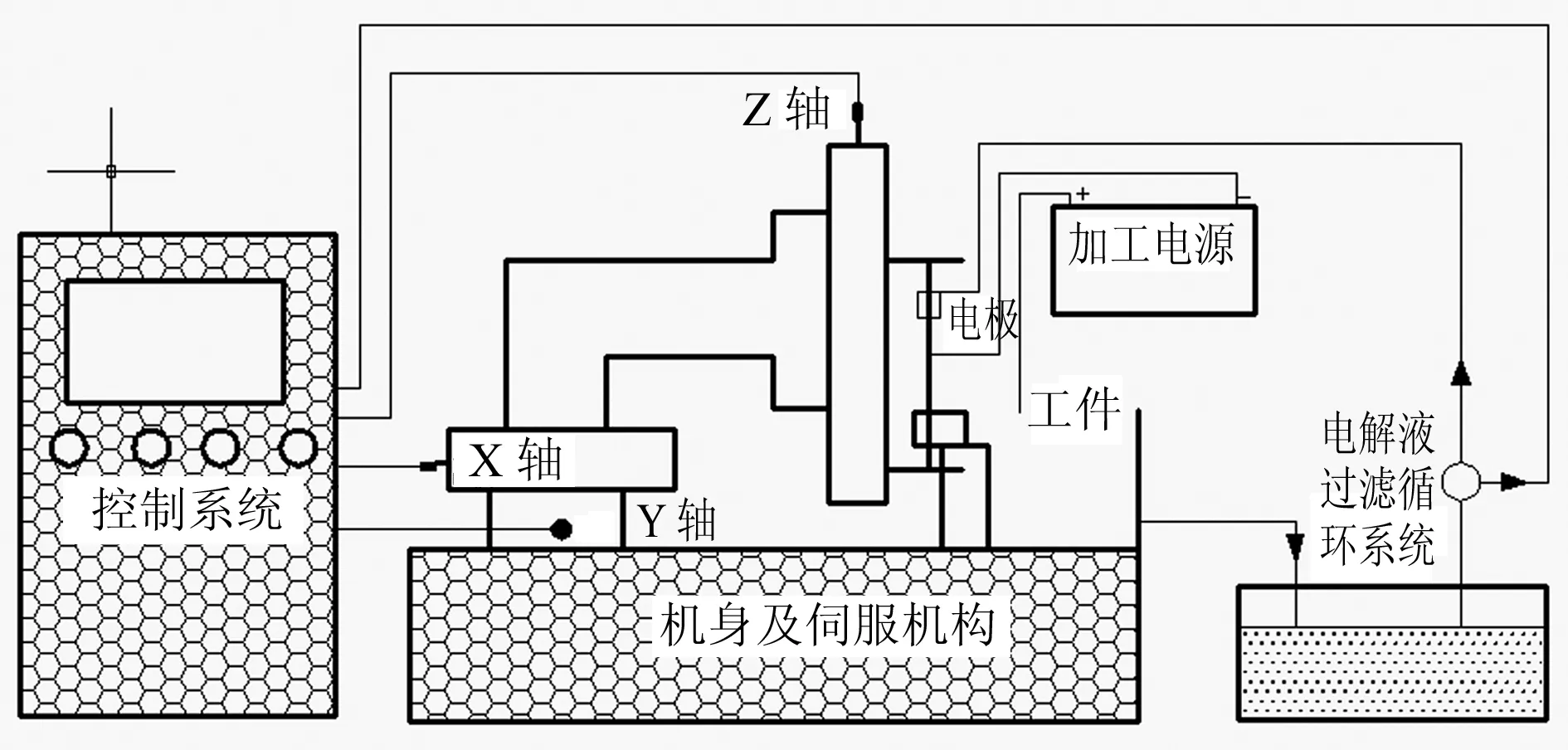
图1 机床总体结构
1.2 控制系统
所用的HNC-180xp/M3数控系统性能良好,结构紧凑,可靠性较高.其内置RS232接口可与PLC扩展连接.该数控系统通过脉冲控制伺服电机驱动器进而控制X轴、Y轴、Z轴上的伺服电机.各轴的平台上还有用于行程保护和原点定位的光电限位开关.
2 电解液流动方式及喷嘴结构
2.1 电解液流动方式
电解液可分为反向、正向、侧向3种流动方式[6].反向流动方式适用于加工较复杂或较精密的工件;正向流动方式分为不加背压、加背压、毛坯有预孔3种情况(不加背压适用于小孔加工,以及精密程度不高的工件;加背压适用于复杂或较精密的工件;毛坯有预孔适用于有预孔的工件);侧向流动方式适用于平面、钳型腔、流线型腔的工件.本文采用不加背压的正向电解液流动方式.
2.2 电解液喷嘴结构
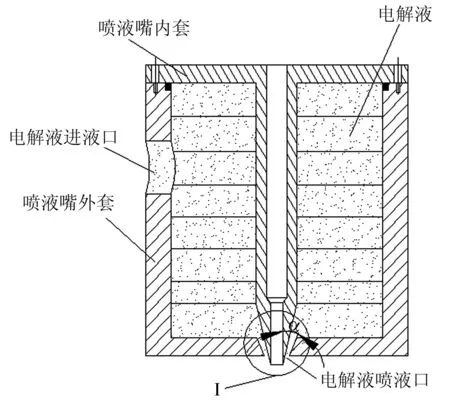
图2 电解液喷嘴结构
图2所示为电解液喷嘴结构.喷液嘴外套和内套构成一个小容器来容纳电解液,电解液可以通过电解液喷液口喷出,沿着电极丝向下流动.由于尼龙材料具有优良的特性,耐磨耐腐蚀,机械强度好,因此所用喷嘴采用尼龙材料.图2中角度α会影响电解液喷液的体积流量分布,进而影响电解加工的质量和效率,因此,需要确定一个合适的角度α.
3 电解液喷液流场体积流量的ANSYS分析
由于电解液喷液流场的体积流量会影响电解切割的均匀性,因此有必要对电解液喷液流场进行ANSYS仿真,确定其体积流量分布.图3所示为电解液喷液流场的几何模型,图4为对应的网格模型.图3中的5°对应于图2中的锥面角度α.由于α的变化会影响电解液喷液的稳定性,因此可根据不同的α进行仿真.当α大于25°时,稳态不收敛,也即液体流出困难,因此选择几个不大于25°的角度进行对比,分别设α=5°,α=10°,α=15°,α=20°,α=25°,对应的体积流量分布见图5~图9.
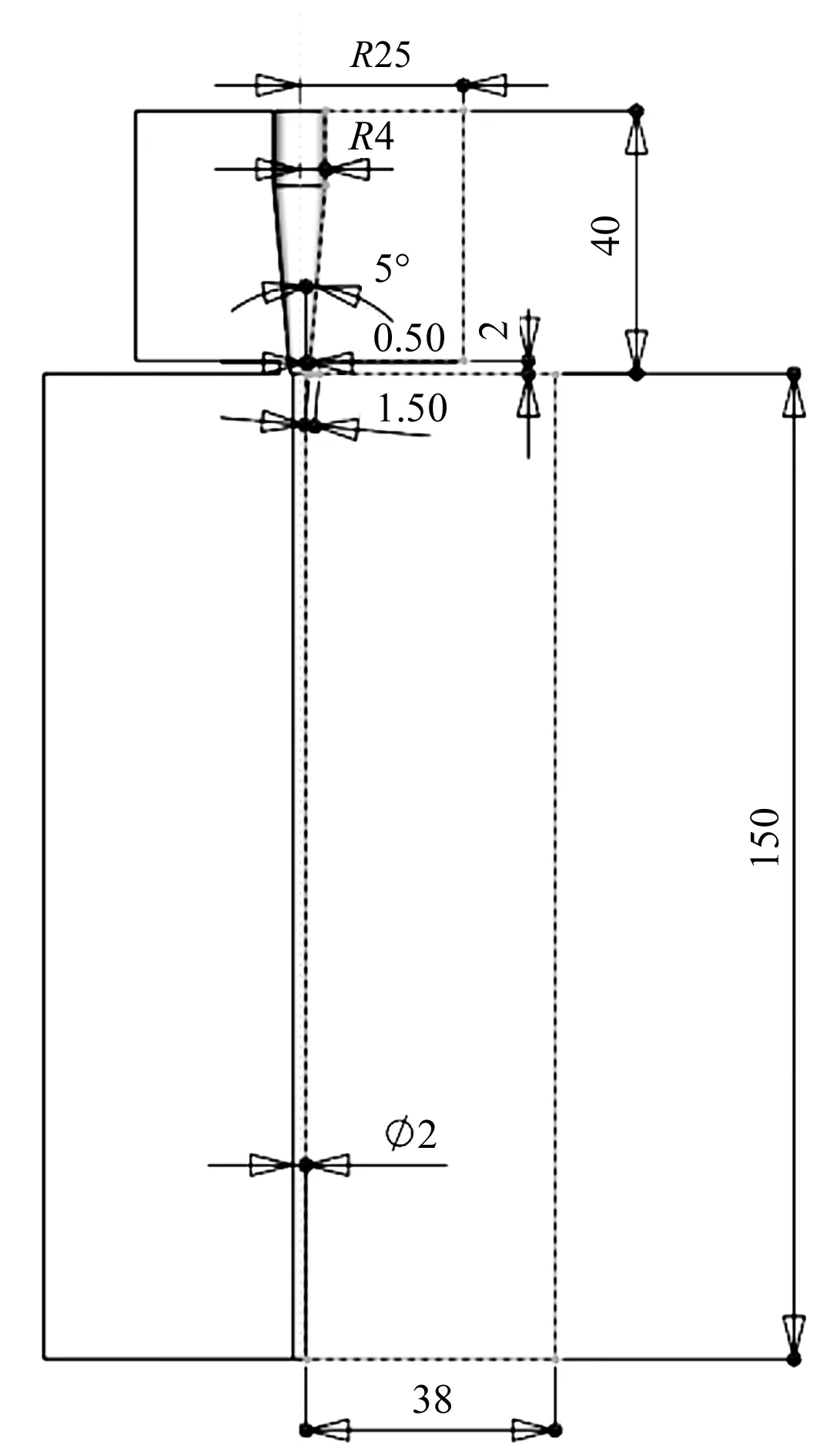
图3 电解液喷液流场的几何模型
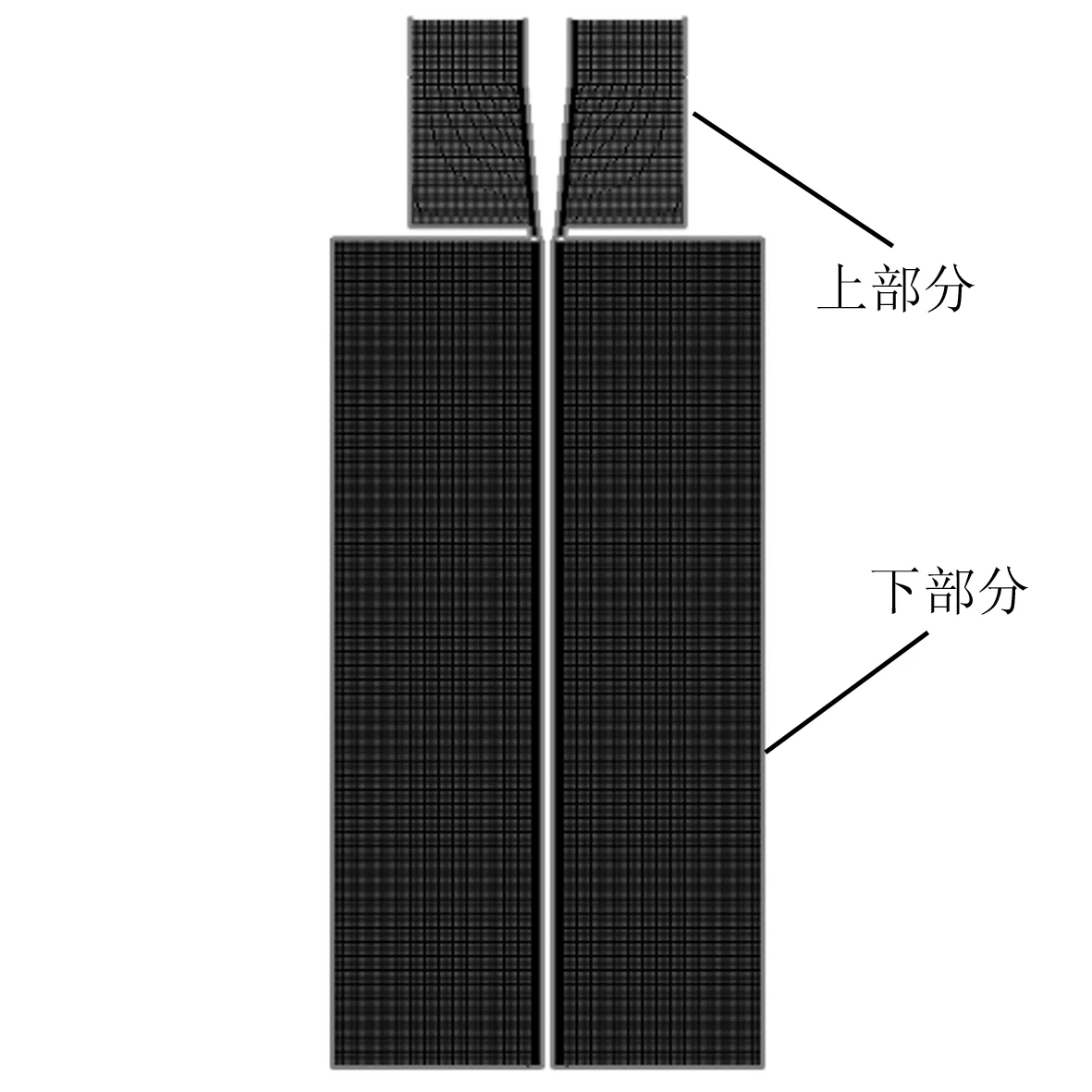
图4 电解液喷液流场的网格模型
图4中上部分为液相,下部分为气液两相,因此可在ANSYS仿真时应用混合模型.仿真时水压为5 MPa,入口水速为3 m/s,液相与气液两相交汇处为标准大气压,下部分壁面为塑料.
由图5~图9可知,当α=15°时体积流量分布最为均匀.越均匀的流场分布使得电解加工越顺利且加工质量越高.因此,α为15°左右时最适合旋转电极电解线切割加工.
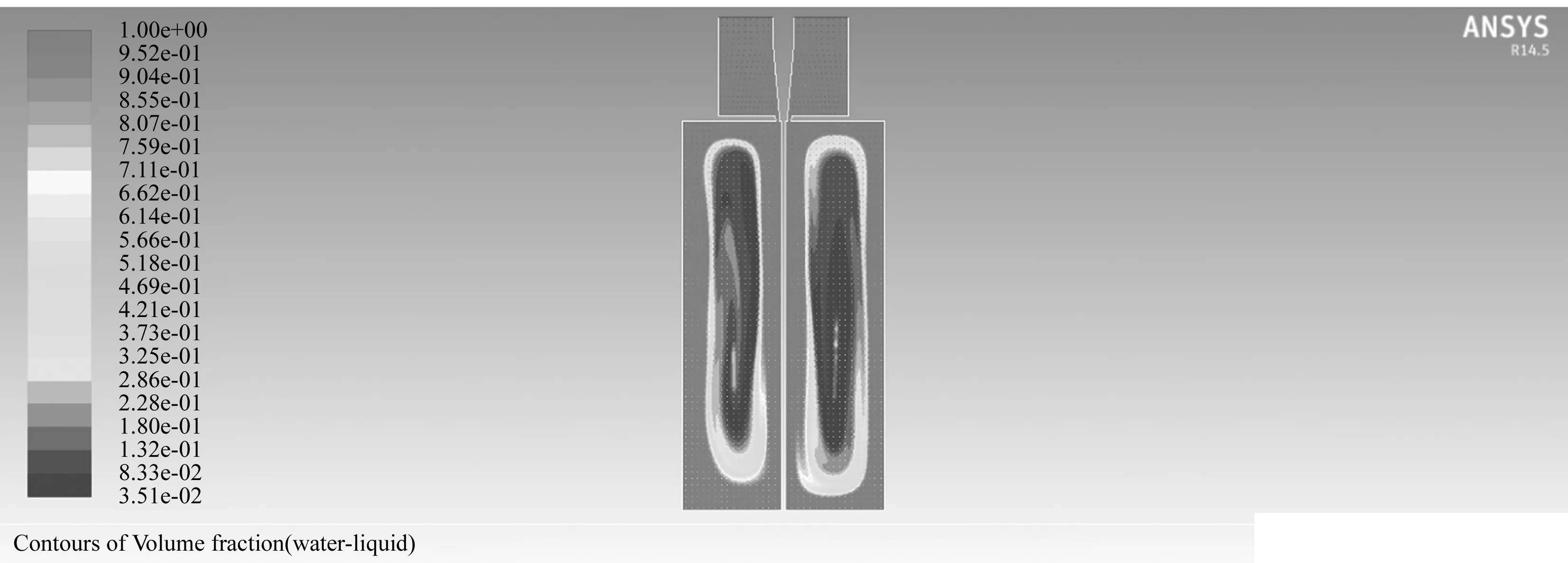
图5 α=5°时的体积流量分布
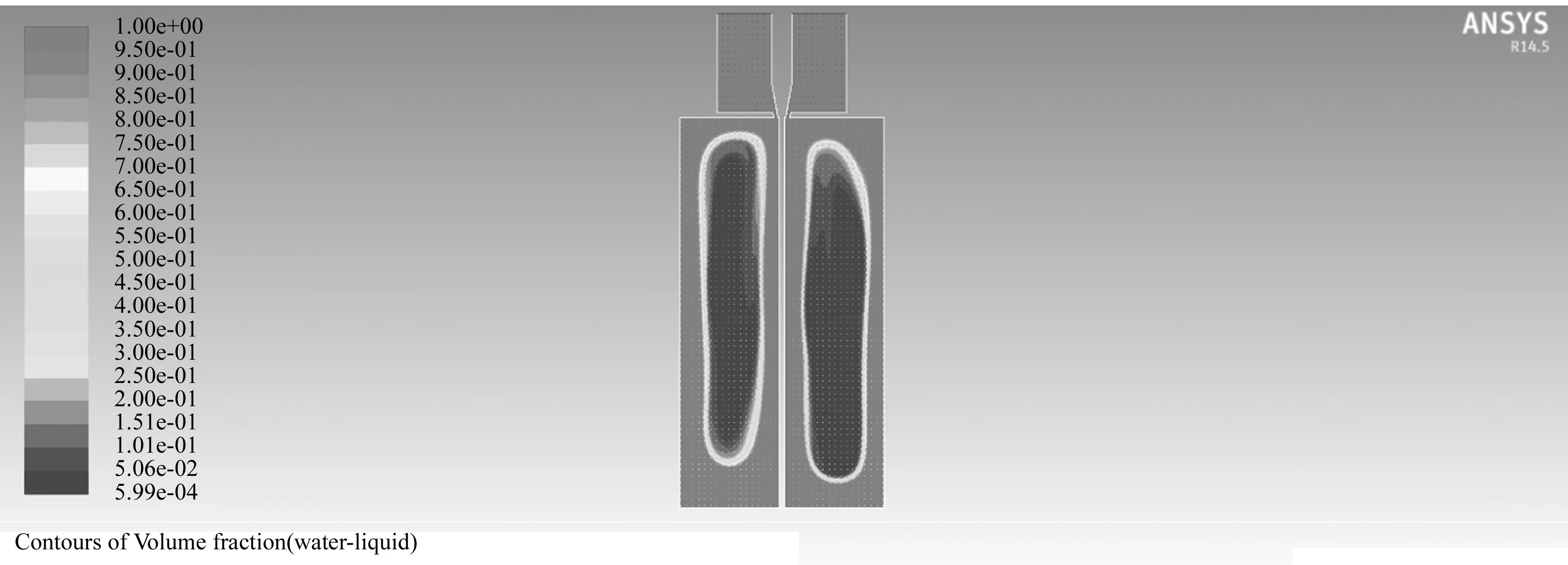
图6 α=10°时的体积流量分布
图7 α=15°时的体积流量分布
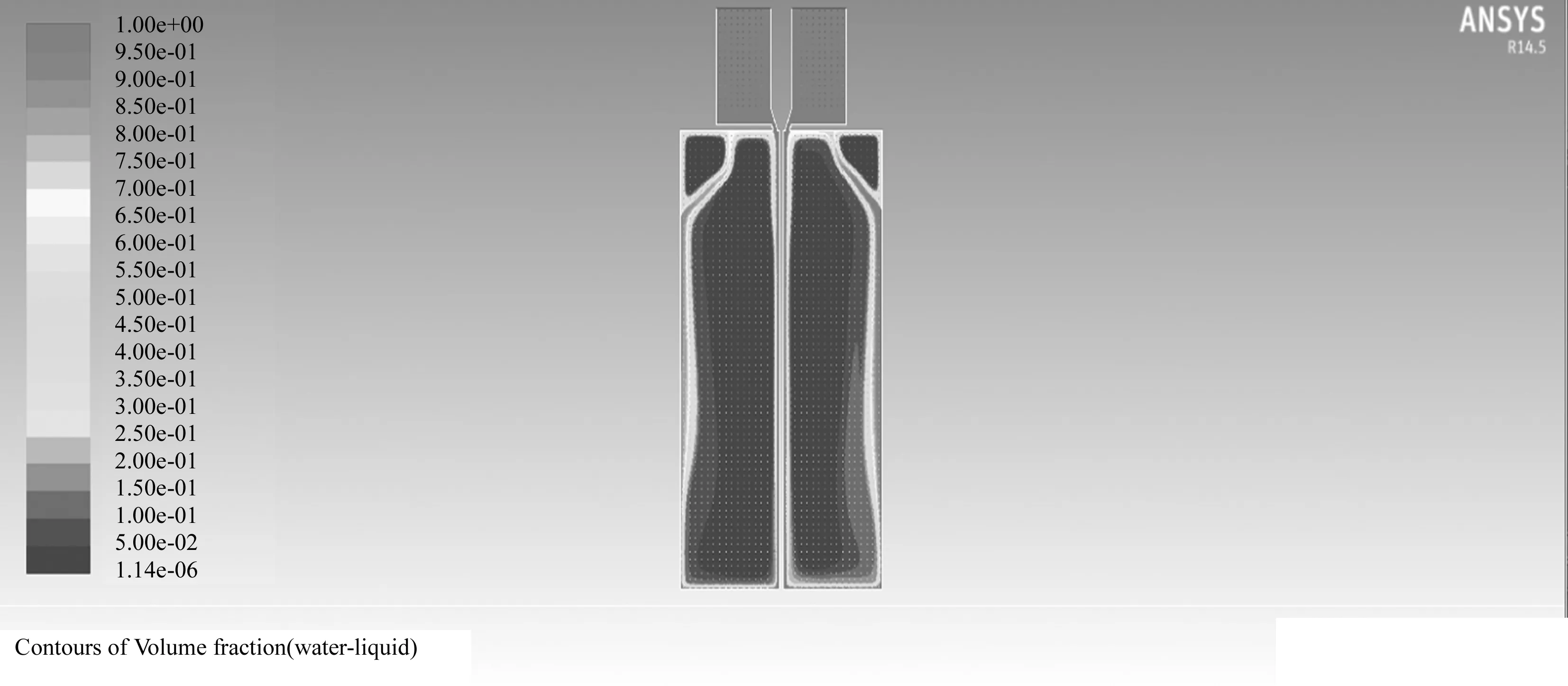
图8 α=20°时的体积流量分布
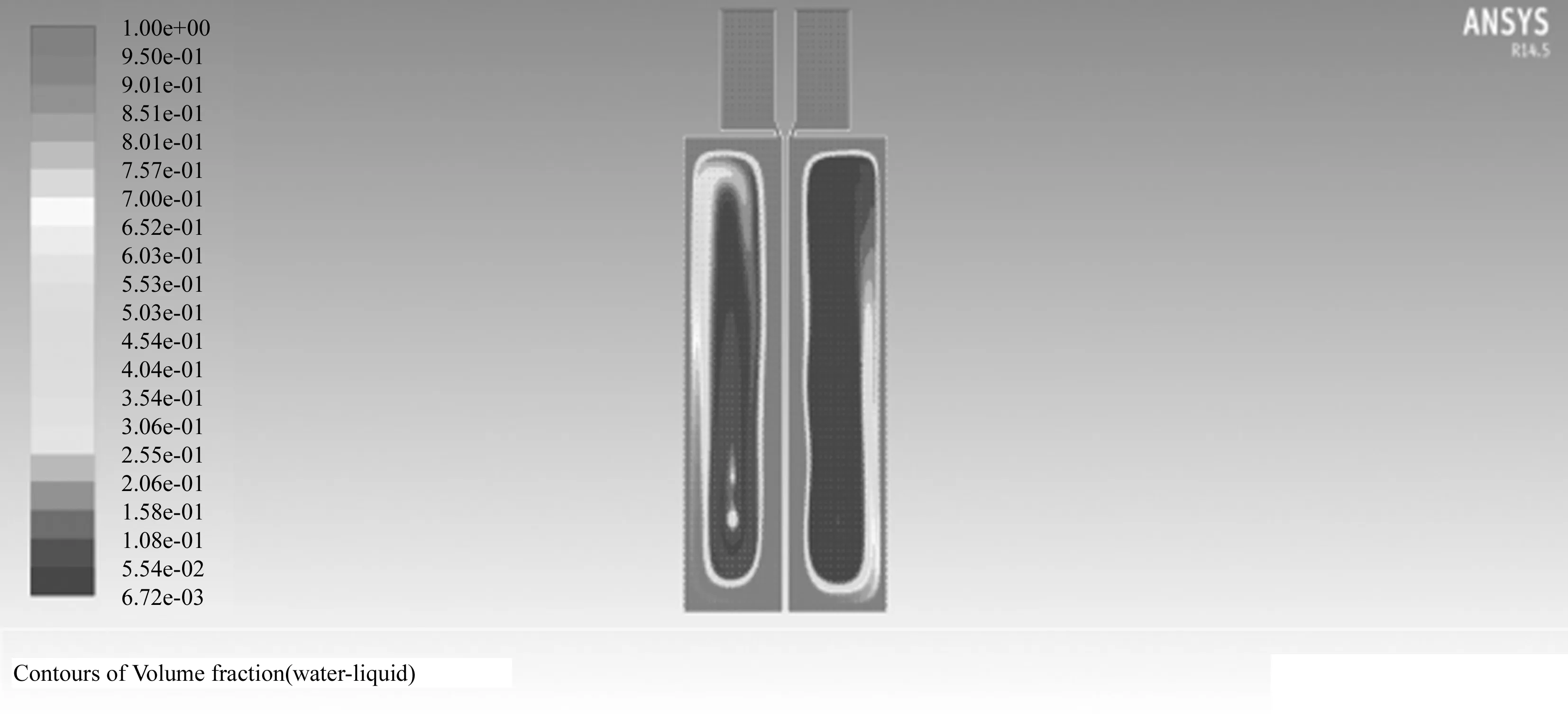
图9 α=25°时的体积流量分布
4 结束语
旋转电极电解线切割中电解液的选择与电解液喷嘴的结构非常重要,本文设计的电解液喷嘴能够达到实验要求.喷液嘴内套与喷液嘴外套出口处的锥面角度α=15°时,体积流量分布最为均匀,最适合电解加工.本文结论为后续优化几何模型与实验条件奠定了基础.
[1] 张应立,罗建祥,张 梅,等.金属切割实用技术[M].北京:化学工业出版社,2005.
[2] 朱有为.现代切割技术及其在企业中的应用[J].企业技术开发,2005,24(8):6-8.
[3] 徐一峰.多丝金属电解线切割工艺研究[D].杭州:浙江理工大学,2016.
[4] 彭 帅.往复运丝电解线切割基础研究[D].南京:南京航空航天大学,2012.
[5] 常园园.电解加工的电解液池温度分布及控制方法[D].西安:西安工业大学,2013.
[6] 孙红伟.旋转电极电解线切割加工技术研究[D].杭州:浙江理工大学,2016.
猜你喜欢
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30 12:26:34
山东冶金(2019年5期)2019-11-16 09:09:12
山东冶金(2018年6期)2019-01-28 08:15:06
电源技术(2017年1期)2017-03-20 13:38:00
电源技术(2016年2期)2016-02-27 09:04:59
中国资源综合利用(2016年7期)2016-02-03 03:00:19
电源技术(2015年7期)2015-08-22 08:48:36
低温与特气(2014年4期)2014-03-20 13:36:50
中国质量与标准导报(2014年5期)2014-02-28 22:23:14
电源技术(2014年9期)2014-02-27 09:03:47