
基于MBD的三维结构化工艺设计应用
2017-03-05 09:41中车戚墅堰机车有限公司信息管理部谢利
智能制造 2017年10期
中车戚墅堰机车有限公司信息管理部 谢利
随着数字化设计技术与制造技术的推广应用,企业在产品研发中大多实现了三维设计,大幅度提高了企业的设计效率、研发及创新能力,越来越多的制造企业逐步从二维设计模式过渡到全三维设计模式。但是,大多数企业的工艺仍然是基于二维图纸,三维设计数据和设计意图无法有效传递和充分利用,工艺人员无法享受三维设计带来的便利性,数据缺乏关联,由此造成设计与工艺脱节,还需进行三维向二维的转换,并以二维图纸作为交付物,已经成为产品三维协同研制的短板和瓶颈。
实施三维结构化工艺设计,建立适应三维结构化工艺设计的标准规范,基于企业PDM系统开发三维结构化工艺设计工具和管理系统,继承设计的信息(EBOM和带三维标注MBD模型等),开展EBOM/PBOM/MBOM调整、三维结构化工艺编制,并在PDM系统中进行工艺业务过程和工艺数据的管理,推进设计、工艺协同工作,提高工艺工作效率和工作质量。
一、三维结构化工艺数据组织
设计部门在PDM系统中以产品结构树(EBOM)为核心进行产品设计数据组织和管理的模式得到企业的广泛认可和深入应用。工艺部门从工艺设计和管理角度出发,围绕企业工艺设计和生产制造的主线——产品制造树(MBOM)进行工艺数据组织和管理。
1.基于PDM系统的设计工艺一体化
工艺要继承设计信息,共享设计数据,进行基于MBD的结构化工艺设计,企业应建立基于PDM系统的设计工艺一体化平台,使得设计、工艺在同一平台上工作,实现一体化的产品设计和工艺设计,一体化的变更。
企业在成功应用PDM系统进行产品设计数据管理的基础上,基于PDM系统开发MBOM编辑器和结构化工艺设计系统,实现基于MBD模型的三维结构化工艺设计,实现设计、工艺数据统一管理,系统框架如图1所示。
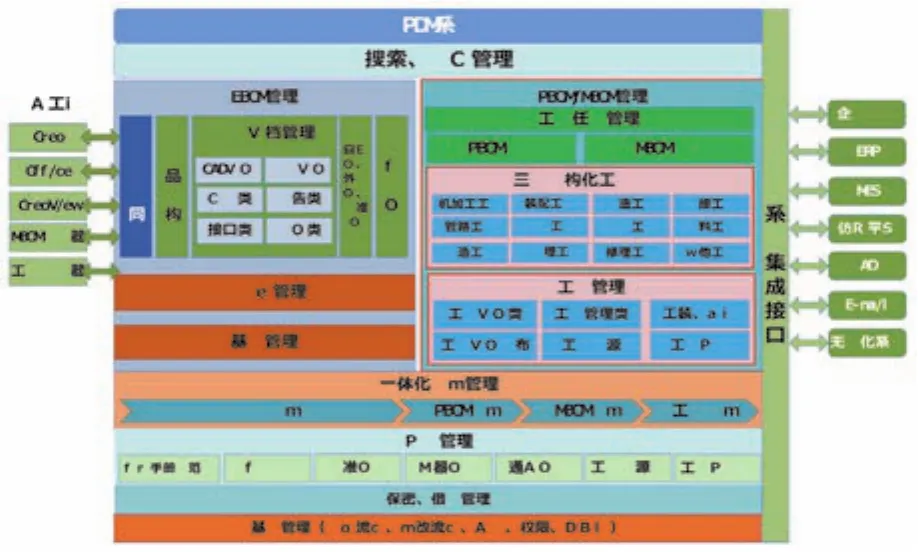
图1 基于PDM的三维结构化工艺管理框架
2.基于MBOM的三维结构化工艺设计与管理
以MBOM为核心进行工艺数据管理,即通过建立MBOM零部件与相应工艺数据之间的关联关系,实现各类工艺数据的关联化管理及其变更历史记录。各类工艺数据之间的关联关系如图2所示。
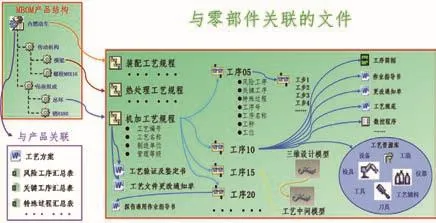
图2 各类工艺数据之间的关联关系
3.EBOM/PBOM/MBOM转换
工艺人员在设计发布的EBOM基础上,结合工艺路线及制造单位的加工水平维护形成的、用于指导生产的制造结构。MBOM构建分两个阶段。
◎ 生产技术准备人员在PDM系统中基于EBOM,应用BOM编辑器进行PBOM初始化、PBOM设计和PBOM签审,通过签审后发布公司级工艺路线,系统将根据行程分工自动进行MBOM设计任务和工艺设计任务的派发。
◎ 各专业工艺师接收到MBOM设计任务后,基于发布的PBOM协同进行MBOM设计(装配工艺师按实际装配过程或工位调整结构,机加工艺师完善材料信息,铸造和锻造工艺师分别维护各专业毛坯件的原材料及定额信息)、MBOM签审,签审通过后,进行MBOM发布,并传递给ERP系统。
通过在系统中构建完整的MBOM,将物料信息、制造结构信息和工艺路线等数据集成发布给ERP系统,一方面有利于实现物料按工位投放的精益制造管理模式,另一方面确保基于单一数据源实现向ERP发布数据的准确性、一致性。
二、工艺模型设计
不同于产品设计,工艺设计中的零部件三维模型是一种多态模型的演变过程,从毛坯到零件,从零件到装配,形成一系列中间状态模型,有以下特点。
◎ 模型继承关系:工艺模型继承设计模型,下一工序的工序模型继承前道工序的工序模型,并直接编辑从设计模型继承的三维标注信息。
◎ 工序模型拓扑变化:正向设计(毛坯-工序1-工序2…零件)模拟实际加工逐步去除材料,待去除材料由去材特征表示;逆向设计(零件-工序n-工序n-1…毛坯)工序模型从零件开始通过添加去除特征对应的实体逐步变为毛坯,通过特征抑制还原去材特征的实体是最方便的方法。
◎ 三维模型可编辑性和多样化展现:三维工序模型和工艺文件的可编辑性、与可编辑模型关联的轻量化模型,以及PDF文件的表示。
1.机加工三维工艺模型设计
从毛坯到零件的切削过程,反映了3D多态模型的演变和对应的工艺信息关联,涉及3D模型本身的几何形状改变。无需针对每一加工工序建立工艺模型,应在工艺编辑器中关联对应的工序和工步模型。机加工工序模型设计如图3所示。

图3 机加工工序模型设计
工序模型的变化有参数变化和拓扑结构变化两种情况。参数变化反映了加工余量的变化,对应工序的粗加工-半精加工-精加工,可使用Creo族表功能。拓扑结构变化反映零部件加工部位发生变化,对应加工方法改变,可对工序模型使用Creo柔性建模功能进行设计。
工序变化可能使多态模型链中工序模型自动更新失败,需重新建立相关的模型间引用复制关系以及重新构建去材特征。
对于不涉及当前工序加工(即不进行三维标注)的几何对象,可以对当前工序模型采用特征抑制、模型修剪和剖切等方法进行简化。
在3D情况下,任何修改必须在3D模型上进行,需建立三维工艺模型设计的标准规范,选择一种效率、数据有效性和审批兼顾的规范化方法。
数控加工三维工艺模型最好使用中差建模,可不进行三维标注。研究开发三维模型检查工具,对三维模型质量进行评估,同时提高产品设计人员工艺知识,使设计模型可直接重用。
2.成形(铸造、锻造和钣金等)三维工艺模型设计
成形工艺主要以模具作为零件成形的工装,包括铸造、锻造和冷冲等,其中多次成形存在零件的多态模型和对应的多套模具模型。
3.装配三维工艺模型设计
不涉及零件模型本身的拓扑结构改变而仅仅是零组件方位发生变化,对于大装配三维模型一般需要进行轻量化处理。无需关注零件模型细节,可直接采用轻量化模型进行工艺设计和拆装仿真。
三、基于MBOM的三维结构化工艺设计
由“所见即所得”的卡片式编制方式转变为以MBOM为核心的“结构化”工艺编制方式,支撑基于MBD的三维工艺规程设计、基于二维图样的二维工艺规程设计模式整合,同时实现所有工艺数据的一体化和关联化管理,结构化工艺文件的组织形式如图4所示。
为适应国内制造企业工艺设计和管理的需要,基于PDM系统Windchill的工艺模块MPMLink,开发三维结构化工艺设计系统,支持离散性制造企业所有工艺类型的三维结构化工艺设计,包括组装类工艺设计、机加类工艺设计、焊接类工艺设计、铸造类工艺设计、锻造类工艺设计、热处理类工艺设计、探伤类工艺规设计和通用类工艺设计等。
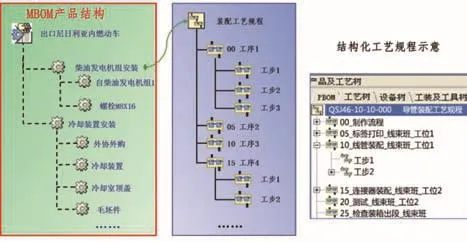
图4 结构化工艺文件的组织形式
1.开发三维结构化工艺设计系统
由于不同企业工艺方法和工艺水平个性差异较大,通用的三维工艺设计系统难以满足不同制造企业的需求,基于PDM系统设计工艺一体化平台,结合企业特点,开发三维结构化工艺设计系统。基于MBOM根据工艺任务开展三维结构化工艺设计,建立产品工艺结构树,每个自制零部件对应一个结构化工艺(如机加工工艺、组装工艺、热工工艺等)。根据加工或装配工艺要求在工艺下建立工序,并与所需的资源(如工序模型、设备、工装、作业指导书和检验指导书等)建立关联,使三维数据贯穿设计、工艺和制造全过程。结构化工艺设计如图5所示。
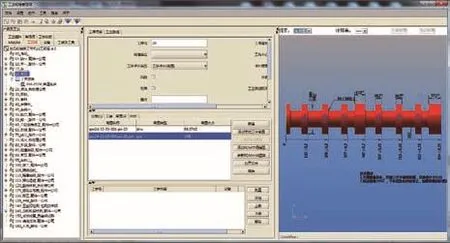
图5 结构化工艺示例(机加工)
建立结构化工艺,精细到工序、工步的版本和权限控制,自动提取工艺路线和工位物料传递给ERP系统和MES系统;工艺人员与设计人员在统一的平台,统一的界面、统一的库中并行作业,有利于提高数据重用率和工艺设计效率。
2.三维结构化工艺设计
当工艺师在基于PDM系统的设计工艺一体化平台接收到工艺设计任务后,启动三维结构化工艺设计系统,基于MBOM创建结构化工艺规程,创建工序和工步,选择设备、工装及工具(工装、刀具、检具、量具、工艺器具)、工艺辅料等工艺资源关联至工序、工步,根据需要从PDM系统或本地选择相应的工艺简图(支持工艺模型、二维图、图片和三维仿真动画等)和工艺附件关联至工序、工步,如图5所示。
在装配三维结构化工艺设计中,工艺设计编辑器支持基于MBOM节点的三维可视化模型以复制/粘贴的方式为工序、工步进行“消耗式零部件分配”,如图6所示。对已经分配过的零部件,通过颜色和提醒机制进行提醒,避免零部件重复分配和漏分配等问题。
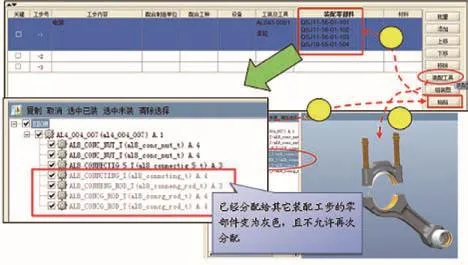
图6 装配三为结构化工艺零部件消耗式分配过程示意
在装配三维结构化工艺设计中,将制作的装配仿真动画集成检入至工艺编辑器,系统自动将装配仿真动画与工序/工步关联,如图7所示。

图7 结构化工艺示例(装配)
3.三维结构化工艺文件发布
当结构化工艺设计完成后,调用三维结构化工艺设计编辑器中定义各种工艺类型的模板进行预览,输出基于WEB(网页)形式的交互式工艺规程,如图8所示,用于现场无纸化终端应用,可方便的进行模型旋转、剖切和测量,查看三维标注,播放工艺仿真动画。
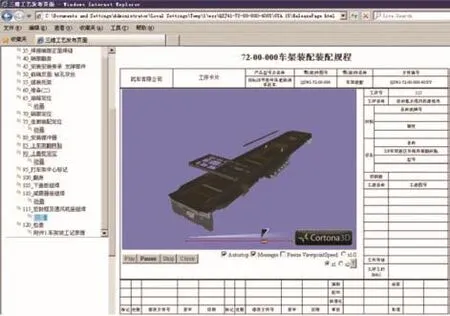
图8 WEB形式的交互式工艺规程页面示意
针对三维结构化工艺规程,同时可以将三维模型固定在某一视图、工艺仿真固定在某一画面,输出生产制造要求的二维工艺规程,采用PDF格式,如图9所示,并可打印下发。
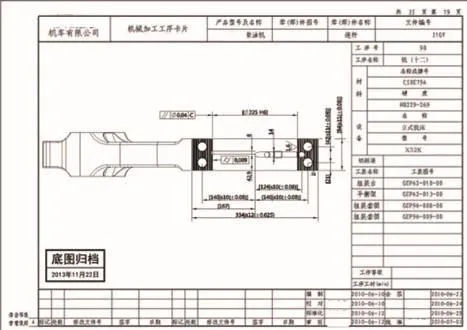
图9 PDF形式的二维工艺规程页面示意
4.无纸化终端浏览三维结构化工艺
开发应用于生产现场的无纸化终端系统,基于零部件编号、工艺规程编号、工艺规程编号+工序号方式检索,查找存放在PDM系统中的零部件模型、三维结构化工艺规程等,并通过内嵌流程进行浏览。
四、制定三维结构化工艺设计与管理标准规范
企业现有的标准规范都是针对二维图、“所见即所得”的卡片式工艺设计的,缺乏工艺模型和结构化工艺设计的标准规范和约束。因此,企业需要针对产品特点,结合所应用的CAD工具、三维工艺设计系统(基于PDM系统的设计工艺一体化平台),区分不同工艺类型,研究三维结构化工艺设计的标准规范,统一企业三维结构化工艺设计环境,高效率地接收设计的三维模型,规范工艺模型设计、结构化工艺编制,为企业全三维工程化应用奠定基础。笔者所在企业在三维结构化工艺设计和管理中建立了标准规范,如表1所示。

表1 三维结构化工艺设计和管理相关标准规范
五、结语
三维结构化工艺是一种全新的技术,更是一种全新的管理模式,必然会受到传统二维工艺思维和工艺习惯的阻碍,更是企业产品研制模式的变革。要从二维思维中跳出来,逐步向三维思维转变,建立基于三维的、结构化的工艺标准规范是关键,同时还需要从决策和管理层进行推进。
基于PDM系统进行三维结构化工艺设计与管理,工艺直接接收和重用三维设计模型,MBD模型贯穿企业设计、工艺和制造等产品生命周期的过程,实现企业一体化产品设计和工艺设计,保证设计工艺制造一体化管理,保证设计工艺数据的一致性和关联性,显著提升企业产品研制水平和工作效率。
猜你喜欢
电子乐园·下旬刊(2022年6期)2022-05-16
河北理科教学研究(2021年4期)2021-04-19
四川劳动保障(2021年3期)2021-01-27
世界汽车(2020年6期)2020-12-28
计算机教育(2020年5期)2020-07-24
中国特种设备安全(2019年1期)2019-03-13
计算机工程(2015年8期)2015-07-03
中国质量与标准导报(2015年2期)2015-02-28
风能(2015年4期)2015-02-27
中国质量与标准导报(2014年12期)2014-02-28
