
影响DHX工艺C3收率因素分析及工艺完善
2017-02-28 01:55:37张继东张海滨
石油与天然气化工 2017年1期
张继东 孟 硕 张海滨 卢 迪
中国海洋石油总公司节能减排监测中心
影响DHX工艺C3收率因素分析及工艺完善
张继东 孟 硕 张海滨 卢 迪
中国海洋石油总公司节能减排监测中心
对国内某120×104m3/d轻烃回收装置典型的DHX工艺C3收率影响因素进行分析,在不改变现有装置的前提下,借助流程模拟软件Aspen HYSYS对工艺全流程建模。对主要操作参数进行分析,权衡C3收率与装置的能耗关系。根据分析结果得出,在现有装置条件下,低温分离器最佳操作温度为-42 ℃、重接触塔最佳回流温度为-70 ℃。另外,膨胀机的膨胀比是影响C3收率的关键,但是在不新增原料气压缩机、外输天然气压缩机的前提下,不宜对膨胀机的膨胀比进行调整。同时通过对脱乙烷塔塔顶至重接触塔管线的计算,确定管线中气液两相混输是造成脱乙烷塔塔顶温度波动、管线积液甚至断流现象的主要原因。基于以上分析结果,提出增加C3收率的3种措施:①通过增大低温分离器入口换热器的换热面积,降低低温分离器的操作温度;②调整重接触塔进料流程,降低重接触塔塔顶C3的损失;③增加脱乙烷塔塔顶物流气液分离罐,避免管线中气液两相混输,降低管线压力损失。C3收率可由当前的67.1%提升至82.3%,同时有效解决脱乙烷塔温度波动幅度大、管线积液甚至断流的现象,增强了装置的安全性和稳定性。
DHX C3收率 优化 LPG
DHX( Direct Heat Exchange) 工艺是加拿大埃索公司( ESSO )于1984年创造并在Judy Creek工厂首先应用[ 1-3 ]。该方法是利用脱乙烷塔塔顶气体与膨胀制冷后的低温原料气体直接换热,使气体中C2以上的烃类冷凝, 再进入重接触塔顶(DHX塔), 在与原料气接触过程中,由于C2具有烷烃选择性好、分子量小且吸收能力强的特点, 在C2的吸收作用和蒸发后产生的冷量直接与原料气换热情况下, 使原料气的温度进一步降低, 从而获得高的C3收率[4]。我国大港压气站1995年引进了美国PR-QUIP公司100×104m3/d天然气处理装置,1997年吐哈油田丘陵联合站引进了德国LINDE公司120×104m3/d天然气处理装置,此后该工艺在我国得到了广泛的应用和发展[5]。近年来,国内学者对DHX工艺进行了深入的研究和报道,分别从原料的适应性[6]、膨胀机的出口压力[7]、重接触塔特性[8]等方面分析其对C3收率的影响,并对冷油吸收工艺与DHX工艺的应用条件进行了详细的对比分析[9],为DHX工艺在实际应用中起到很好的指导作用。
国内某陆地终端120×104m3/d天然气处理厂采用典型的DHX工艺,装置设计最大处理量140×104m3/d,随着气田的开发,天然气进站压力由3.5 MPa降至2.78 MPa,C3收率明显降低。另外,脱乙烷塔塔顶温度波动幅度大,控制困难,甚至造成断流的现象,严重影响装置的安全稳定运行。
1 工艺现状及主要问题
1.1 工艺介绍
原料天然气首先经过段塞流捕集器进行气液分离,分出的气体经过稳压阀稳压后经过原料气加热器(原料气来气温度较低时使用)加热后进入分子筛入口分离器,分离出部分液体后进入分子筛干燥器进行脱水,干燥后的原料气经分子筛出口过滤器过滤后,一部分去制冷单元,另一部分去分子筛再生系统,干燥器采用两塔操作,8 h切换一次。再生气先后通过再生气压缩机增压、再生气加热器加热后进入分子筛干燥器进行再生,再生时间为4.5 h,出分子筛干燥器的再生气经再生气冷却器冷却后进入再生气分水罐,分离出游离水后进入分子筛入口分离器,与原料气混合后进入分子筛干燥器。当再生过程完毕后系统自动切换阀门,再生气不再经过再生气加热器而直接进入干燥塔进行冷吹,冷吹时间为3.5 h。
经过分子筛脱水单元的原料气经原料气冷却器与重接触塔塔顶气和低温分离器凝液换热回收冷量后进入低温分离器,分出的气相经过膨胀压缩机后进入重接触塔底部,低温分离器凝液经节流降温后,通过原料冷却器回收冷量进入脱乙烷塔中部。重接触塔分为两股进料,塔顶进料为经脱乙烷塔塔顶冷凝器冷凝后返回的脱乙烷塔塔顶气;塔底进料为膨胀/压缩机组膨胀端出口低温天然气。重接触塔塔顶气先后经过脱乙烷塔塔顶冷凝器和原料气冷却器复热后,去膨胀/压缩机的增压端增压外输,塔底凝液经重接触塔塔底增压泵升压后进入脱乙烷塔顶部。脱乙烷塔塔顶气经过节流降温后与重接触塔塔顶气换热回收冷量返回重接触塔顶部。脱乙烷塔塔底重沸器出口液相直接进入脱丁烷塔中部。脱丁烷塔塔顶气相经脱丁烷塔塔顶冷凝器冷凝后进脱丁烷塔塔顶回流罐,液体经脱丁烷塔塔顶回流泵提升压力后,部分回流入塔,其余部分作为液化石油气(LPG)产品去储罐。脱丁烷塔塔底重沸器出来的稳定轻烃经轻烃冷却器冷却后进入轻烃储罐。具体流程如图1所示。
1.2 装置物料平衡
目前,装置原料气进站压力较设计压力低约0.7 MPa、低温分离器设计操作温度-45 ℃,实际操作温度-28 ℃,膨胀机出口设计温度-94 ℃,实际温度为-80 ℃。原料气压力的降低严重影响膨胀机的膨胀比、低温分离器的冷凝效率,进而降低了C3的收率。原料气组成及装置物料平衡见表1。


表1 原料气组成与物料平衡Table1 Feedgascompositionandmaterialbalance项目进料凝析油销售气LPG温度/℃1272621压力/MPa2.781.340.701.30流量/(t·h-1)53.123.0544.705.33组成,y/%N20.7900.70CO25.2305.70H2O0.01000C184.65086.61.2C25.6606.12.68C32.310.011.053.1i-C40.410.29020.6n-C40.651.76019.8i-C50.1621.6902.0n-C50.1237.8900C60.0238.3600
1.3 装置存在的问题
(1) 来气压力降低,与设计偏差较大,严重影响装置的C3收率,且工艺对外输天然气压力要求严格。
(2) 脱乙烷塔的温度波动频繁且幅度较大,严重时出现脱乙烷塔塔顶出料断流的现象,严重影响了装置的稳定运行。
2 C3收率影响因素分析
对于DHX工艺流程,影响C3收率和装置能耗的关键参数是低温分离器的冷凝分离温度和压力、膨胀机的膨胀比、重接触塔回流温度即脱乙烷塔气相温度[10-11]。而提高C3收率与装置能耗直接相关,提高C3收率必然以增加能耗为代价,因此,在分析过程中不可单纯追求C3收率的最大化,应寻找两者之间的平衡点,以达到经济效益最大化的目的。
2.1 低温分离温度对C3收率和脱乙烷塔塔底负荷影响分析
当前工况下(原料气温度12 ℃,压力2.78 MPa),低温分离器的操作温度对装置的C3收率与脱乙烷塔再沸器负荷的影响如图2所示。由图2可知,装置的C3收率随着低温分离器温度的降低而不断提高,当低温分离器温度达到-42 ℃时,若继续降低低温分离器的温度,脱乙烷塔再沸器的负荷急剧增加,而C3收率增加趋势平缓。

DHX工艺方案的实质是利用冷凝法回收天然气中C3以上的重组分,其冷凝温度是影响C3收率的主要因素[14]。图3为低温分离器温度对乙烷、丙烷、丁烷冷凝率的影响分析图,温度的变化范围为-105~15 ℃。
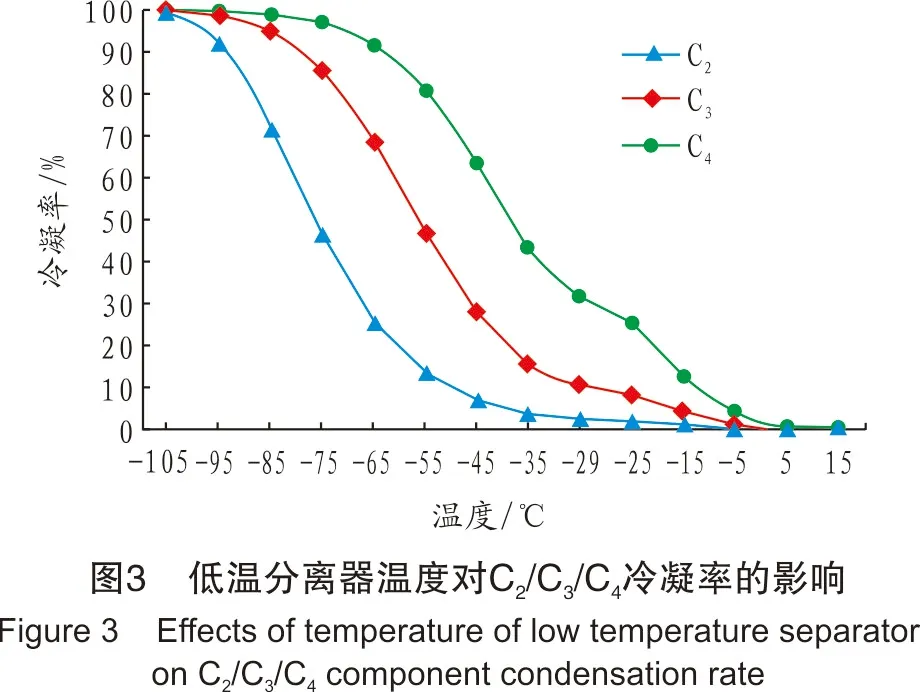
由图3结果可知,温度分别为-2 ℃、-15 ℃、-42 ℃时,C4、C3、C2的冷凝率开始明显增加,当低温分离温度达到-42 ℃,C2的冷凝率明显增加,这也是脱乙烷塔再沸器负荷急剧增加的原因。
综上所述,为提高C3收率,可以适当降低低温分离器的操作温度,但是并非温度越低越好。过低的温度在增加制冷量的同时,会导致脱乙烷塔再沸器负荷大幅增加,因此,需要综合考虑对C3收率和能耗的影响,确定适当的低温分离器操作温度[12-13]。
2.2 重接触塔回流温度对C3收率及脱乙烷塔再沸器负荷影响
重接触塔是影响装置C3收率的关键,文献[8]中对DHX的塔性从塔板、进料位置等方面对C3收率的影响进行了详细的分析,对工艺设计过程中塔的设计、改造具有很好的指导作用。而在实际生产中,DHX的回流温度直接影响重接触塔的吸收效果,进而影响C3收率,因此有必要对其进行分析。图4为重接触塔的回流温度对C3收率及脱乙烷塔再沸器负荷的影响。
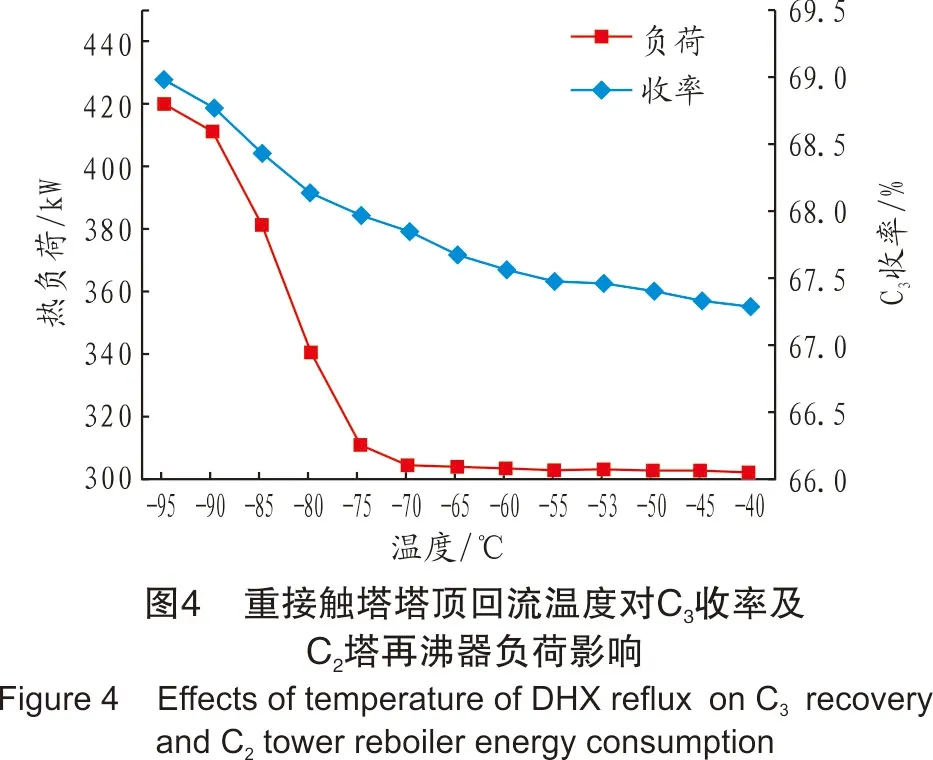
由图4可知,随着重接触塔的回流温度即脱乙烷塔塔顶经过换热冷却后的温度的降低,装置的C3收率有一定程度的提高,但提高效果不明显。而对于脱乙烷塔的再沸器负荷,在温度降至-70 ℃前,基本维持稳定。温度继续降低,脱乙烷塔负荷大幅上升,主要是因为过低的回流温度使重接触塔塔底液相中的轻组分增加,导致能耗的增加。因此,在实际操作中,重接触塔的回流温度存在一个拐点值。
重接触塔塔顶回流物流的操作温度,应该保证在不低于这个拐点值的前提下,尽可能降低进入DHX的温度来提高C3的收率,且不会造成脱乙烷塔能耗的大幅度上升,同时要关注产品LPG中C2的含量,以保证产品的质量。
2.3 膨胀机出口压力对C3收率的影响
根据文献[7]研究结果表明,对原料气中n(C1) /n(C2)较高的情况,降低膨胀机出口压力可以达到大幅度提高C3收率的目的[7]。需要指出的是,虽然降低膨胀机的出口压力有利于C3收率的提高,但是若对天然气外输压力有特殊要求,可能会增加外输天然气压缩机的功耗,因此,在实际操作中应权衡其经济效益,不可单纯地追求C3收率。
2.4 脱乙烷塔塔顶温度波动原因分析
通过2.2节的分析, 在保证不低于拐点值的前提下,尽可能降低进入重接触塔的回流温度,更有利于提高装置的C3收率,而重接触塔的回流温度受脱乙烷塔塔顶气相温度直接影响,若脱乙烷塔塔顶温度波动较大,势必会影响C3的收率。脱乙烷塔塔顶温度升高,气相中的C3含量增加,该部分C3将会在重接触塔与脱乙烷塔间不断地恶性循环,不仅会降低脱乙烷塔的效率,同时会增加装置的能耗。而随着C3含量的不断积累循环,重接触塔塔顶气相中势必会携带出更多的C3组分,造成C3的损失,从而使收率下降。
由此可见,脱乙烷塔的塔顶温度受脱乙烷塔的回流量影响,而脱乙烷塔的回流源于脱乙烷塔的进料即重接触塔的塔底出料,重接触塔的出料量与重接触塔的进料量和操作条件直接相关。因此,重接触塔的进料是影响脱乙烷塔塔顶稳定回流的关键。重接触塔的两股进料:一是膨胀机的出口物流;二是脱乙烷塔塔顶气相物流。
2.4.1 膨胀机出口物流计算
对膨胀机的出口物流管线的流动状态进行计算分析,结果见表2。由表2可知,膨胀机的出口物流呈气液两相流动,压降为4.37 kPa/100 m ,会在一定程度上影响液相进入重接触塔,但不严重,可以忽略。

表2 膨胀机出口物流模拟计算Table2 Simulatedcalculationofexpanderoutletflows项目计算值气液两相总质量流量/(kg·h-1)43003液相质量流量/(kg·h-1)1450气相质量流量/(kg·h-1)41553气液两相平均密度/(kg·m-3)7.4256气体密度/(kg·m-3)7.178液体密度/(kg·m-3)648.7气液两相平均黏度/(Pa·s)0.0071气相黏度/(Pa·s)0.0070液相黏度/(Pa·s)0.342气相流速/(m·s-1)14.13液相流速/(m·s-1)0.0054液相雷诺系数Re3922.50气相雷诺系数Re4.99×106总压力降/(kPa·(100m)-1)4.37
2.4.2 脱乙烷塔塔顶物流计算
脱乙烷塔塔顶气相先后经过两次换热降温后进入重接触塔顶部作为回流,在不考虑管路上弯头、阀门等管件影响的情况下,取管路的平均温度进行计算,结果见表3。由表3可知,管路中的物流呈两相流动状态,管路压降为26.64 kPa/100 m,压降较大,如果考虑管件的影响,管路的压降还要继续增加,对重接触塔的吸收效果会造成很大的影响。

表3 脱乙烷塔塔顶物流模拟计算Table3 SimulatedcalculationofthetopflowsofC2tower项目计算值气液两相总质量流量/(kg·h-1)629.05液相质量流量/(kg·h-1)99.34气相质量流量/(kg·h-1)529.71气液两相平均密度/(kg·m-3)0.4539气体密度/(kg·m-3)0.3839液体密度/(kg·m-3)16.9318气液两相平均黏度/(Pa·s)0.0089气相黏度/(Pa·s)0.0081液相黏度/(Pa·s)0.1923气相流速/(m·s-1)8.29液相流速/(m·s-1)0.023液相雷诺系数Re3585.68气相雷诺系数Re4.73×105总压力降/(kPa·(100m)-1)26.64
重接触塔进料的两相流动是造成脱乙烷塔塔顶温度波动的主要原因,因为两相流动中的静压力损失与单相流动不同,气液两相在管线中的流速相差较大,在气液两相的接触面处气相会对液相形成一个“拖曳”作用,从而导致压降增大。液相会形成积聚,流速越低,积聚越明显,导致管线积液,进而可能形成断塞流现象,导致重接触塔进料与出料流量不稳定,脱乙烷塔塔顶温度波动。
3 改进措施
3.1 降低低温分离的操作温度
现有流程低温分离器的操作温度为-28 ℃,低温分离器运行温度偏离其最佳温度较远。原料气中的轻重组分分离效果较差,导致C3收率偏低。而在当前的工艺条件下,低温分离器前换热器的传热温差过大,冷量损失大,可考虑通过增加换热器的面积,减少传热温差,改善换热效果,降低低温分离器入口温度。
通过计算,增加换热面积后,可降低低温分离器温度至-35 ℃,重接触塔的回流温度可由当前的-53 ℃降至-70 ℃,可有效地提高C3收率,由当前的67.1%提升至79.1%,LPG增产1 840 t/a。同时,由于低温分离器温度的降低,脱乙烷塔塔底再沸器负荷增加,燃料气消耗增加17.5×104m3/a。
3.2 调整重接触塔进料流程
目前,利用脱乙烷塔塔顶气冷凝液回流吸收重接触塔内的重组分,虽然部分重组分被冷凝吸收至塔底,但是根据外输天然气的组分分析可以确定,仍有大量的C3组分损失。由2.2节分析结果可知,重接触塔的回流温度对C3收率影响较小,因此,根据“相似相溶”原则,可以利用液相更重的组分进入DHX来增强吸收效果。根据以上分析,考虑低温分离器液相进入脱乙烷塔改为直接进入重接触塔塔顶,形成液封效应,吸收天然气中的C3组分,减少外输天然气中重组分的含量(见图5)。

流程调整后,脱乙烷塔由原双股进料改为单股进料,对重接触塔和脱乙烷塔等设备的操作、能耗等均会产生一定的变化,进而可能会影响产品的质量。
3.2.1 重接触塔外输天然气质量影响分析
表4为流程调整前后外输天然气的组成变化对比。由表4可知,调整前后外输天然气中CO2、N2、C1、C2轻组分含量无明显变化,外输天然中的C3含量明显降低。
DHX进料流程调整后,重接触塔内气相受低温分离器液相重组分的影响,重接触塔塔顶气相中C5、C6含量有所增加,但由于其总含量较低,通过模拟软件计算确认,调整流程后外输天然气的低位发热量无明显变化,仍可满足外输天然气的质量要求。

表4 调整前后外输天然气组成对比Table4 Comparisonoftransmissionnaturalgas compositionbeforeandafteroptimization kg/h外输天然气组分优化前流量优化后流量CO25278.945285.00N2436.14436.15C130212.8130218.79C23808.663798.58C31035.59798.39i-C448.0248.25n-C446.4955.95i-C50.7810.91n-C50.306.58C60.002.07
3.2.2 脱乙烷塔影响分析
调整流程后的脱乙烷塔进料由原双股进料改为单股进料。由表5可知,调整后的脱乙烷塔进料C4以下组分均有不同程度的增加,尤其C2、C3含量增加比较明显,而C5、C6含量变化幅度不大。其主要原因在于,低温分离器液相由重接触塔塔顶进入与塔底气相逆流接触,重接触塔塔顶液封效果更好,更多的C2、C3被吸收至重接触塔塔底。

表5 调整前后脱乙烷塔进料组成变化对比Table5 ComparisonoffeedcompositionofC2tower beforeandafteroptimization kg/h脱乙烷塔进料组分优化前流量优化后流量低温分离液相+重接触塔塔底液相重接触塔塔底液相CO2194.7191223.621N20.4636260.335373C1190.7051180.2243C2471.3778565.264C31332.7531597.855i-C4410.4741411.0098n-C4757.4997739.6778i-C5329.3319320.0265n-C5274.4511268.8523C663.5365363.39199
流程调整后,脱乙烷塔全部由塔顶进料,脱乙烷塔的分离效果是影响最终产品LPG产量和质量的关键。优化后脱乙烷塔塔顶出料中轻组分含量明显增加,尤其以C2含量最为明显。依据设计资料对LPG的质量要求,为保证LPG中C2摩尔分数≤5%,必须增加脱乙烷塔的塔顶采出量,即提高脱乙烷塔塔底再沸器负荷。经模拟计算得出,需提升脱乙烷塔底温度至72 ℃,且脱乙烷塔未产生液泛现象。由此可以确定,重接触塔流程调整后,脱乙烷塔可以达到分离要求。
3.2.3 脱丁烷塔影响分析
调整重接触塔进料流程后,脱丁烷塔进料组成变化情况如表6所示。由表6可知,脱丁烷塔进料中CO2及C1含量较原流程大幅降低,几乎为零。C2含量稍有增加,但其对LPG产品质量影响较小。脱丁烷进料中的C3组分增加,其余重组分变化幅度不大。同样,由于进料量增加,为了保证原有的分离精度,有效分离C3、C4,需提高脱丁烷塔的塔顶采出量和塔底操作温度,增加其塔底再沸器负荷。

表6 调整前后脱丁烷塔进料组成变化对比Table6 ComparisonoffeedcompositionofC4tower beforeandafteroptimization kg/hC4塔进料组分优化前流量优化后流量CO25.990.01N20.010.00C15.860.00C293.74103.92C31224.021471.23i-C4401.21400.97n-C4745.48726.03i-C5328.00317.87n-C5273.68267.40C663.5263.32
通过模拟计算,脱丁烷塔塔底温度需由147 ℃提升至152 ℃,脱丁烷塔未产生液泛现象。由此可以确定,重接触塔流程调整后,脱丁烷塔可以满足分离要求。
综上所述,调整DHX塔进料流程,低温分离器液相改进重接触塔塔顶,脱乙烷塔进料改为单股进料,且调整相应的操作参数,在现有的设备基础上可以满足操作和生产要求。优化调整重接触塔进料流程后,提升C3收率,减少C3损失,年增产LPG 1 360 t/a,由于流程调整后脱乙烷塔、脱丁烷塔再沸器负荷增加,燃料气的消耗增加12.5×104m3/a。
3.3 完善重接触塔回流流程
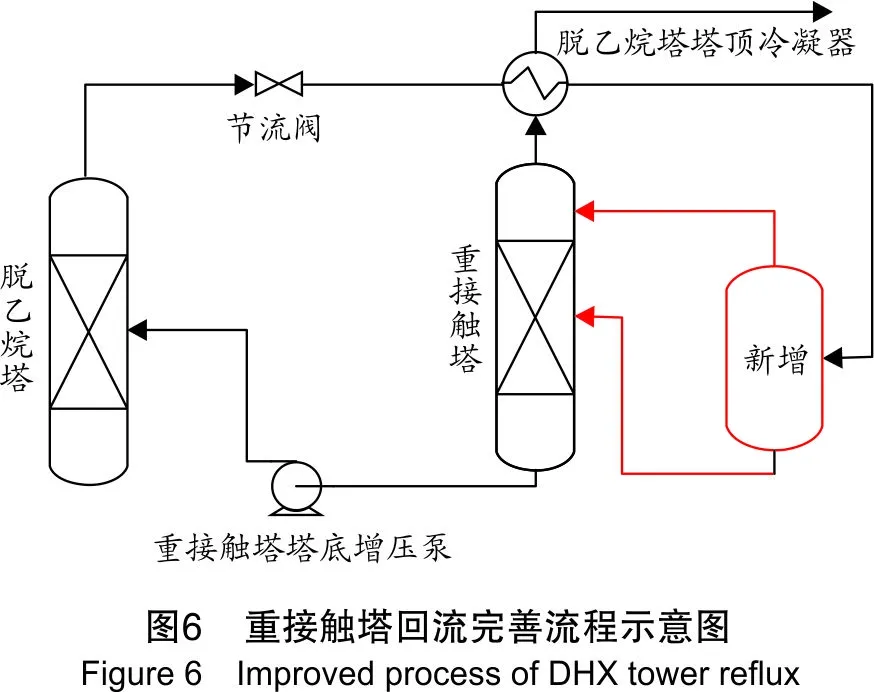
通过2.4节分析可以确定,脱乙烷塔塔顶物流呈两相流动,管路压降大,可能形成断塞流现象,对DHX的吸收效果及装置的安全稳定运行影响严重。为了避免管线中出现气液两相流动的状态,可通过在换热器后增加气液分离罐,将气液两相进行分离,采用气、液相单相输送,如图6所示 。但是需要注意的是,增加分离器后应该严格控制分离器的液位,因为分离器液位的控制,不仅关系到分离器本身运行的状态,同时也会影响到C2塔是否有连续平稳的回流。
4 结 论
针对国内某天然气处理厂轻烃回收装置DHX工艺主要参数进行分析可知:低温分离器的操作温度是影响工艺C3收率的关键,而低温分离器的操作温度受原料气的压力及膨胀机的膨胀比直接影响。在当前实际工艺状态下,低温分离器最佳操作温度为-42 ℃,重接触塔最佳回流温度为-70 ℃,因此,在实际操作中应尽量向最佳值调整。同时,通过对膨胀机出口物流及脱乙烷塔塔顶物流的流动状态计算,确定脱乙烷塔塔顶物流管线内两相流动是导致脱乙烷塔塔顶温度波动的主要原因。针对以上因素可采取如下措施提高C3收率:
(1) 在现有工艺条件下,增大低温分离器入口换热器的换热面积,降低换热器的传热温差,提高换热效率,降低原料气进入低温分离器温度至-35 ℃,由此更加接近最佳操作温度。
(2) 调整重接触塔进料流程,将脱乙烷塔由双股进料改为单股进料,低温分离器液相直接进入重接触塔顶部,形成液封效应,减少C3组分的损失。
(3) 完善重接触塔回流流程,增加脱乙烷塔塔顶物流气液分离罐,由两相混输改为气液两相分别单相输送,降低管路压降,避免管线积液甚至断塞流现象的发生,调整后可有效提高装置的安全性和稳定性。
[1] 王遇东. 天然气处理原理与工艺[M]. 北京: 中国石化出版社, 2007: 195-196.
[2] 徐文渊, 蒋长安. 天然气利用手册[M]. 2版. 北京: 中国石化出版社, 2006: 749-750.
[3] 付秀勇. 对轻烃回收装置直接换热工艺原理的认识与分析[J]. 石油与天然气化工, 2008, 37(1): 18-22.
[4] 李士富. 油气处理工艺及计算[M]. 北京: 中国石化出版社, 2010: 62-64.
[5] 李士富, 李亚萍, 王继强, 等. 轻烃回收中DHX工艺研究[J]. 天然气与石油, 2010, 28(2): 18-26.
[6] 赵学波. 轻烃回收装置DHX工艺研究(Ⅰ)——原料的适应性[J]. 石油化工高等学校学报, 1996, 9(4): 27-30.
[7] 赵学波. 轻烃回收装置DHX工艺研究(Ⅱ)——膨胀机出口压力的影响[J]. 石油化工高等学校学报, 1997, 10(1): 8-10.
[8] 赵学波, 岳坤霞, 李沛明, 等. 轻烃回收装置DHX工艺研究(Ⅲ)——DHX塔特性分析[J]. 抚顺石油学院学报, 1998, 18(1): 18-20.
[9] 李士富, 王继强, 常志波, 等. 冷油吸收与DHX工艺的比较[J]. 天然气与石油, 2010, 28(3): 35-39.

[12] 尚玉明. 轻烃回收装置优化方案研究与应用[J].石油与天然气化工, 2006, 35(5): 347-349.
[13] 胡文杰, 朱琳. “膨胀机+重接触塔”天然气凝液回收工艺的优化[J]. 天然气工业, 2012, 32(4): 96-100.
[14] 国家发展和改革委员会. 天然气凝液回收设计规范: SY/T 0077—2008[S]. 北京: 石油工业出版社, 2008.
Influencing factors analysis of the C3yield and optimization of light hydrocarbon recovery unit with DHX process
Zhang Jidong, Meng Shuo, Zhang Haibin, Lu Di
CNOOCEnergyConservation&PolltutionMonitorCenter,Tianjin,China
The influencing factors of C3yield were analyzed on a domestic 1 200×103m3/d light hydrocarbon recovery unit with direct heat exchange (DHX) process. Under the condition of existing equipment, the simulation was done by Aspen HYSYS. The sensitivity of the key parameters was analyzed, which weighed the relationship between C3yield and energy consumption. According to the analysis results, some conclusions were obtained: the optimum operating temperature was -42 ℃ for low temperature separator, the optimum operating temperature was -70 ℃ for the reflux of DHX tower. Furthermore, the expansion ratio of expander is a key factor to affect the yield of C3, but it is unfavorable to adjust the expansion ratio of expander without new feed gas compressor or outlet natural gas compressor. The main reason of temperature fluctuation, pipeline effusion, even cut-out of C2tower was found by the calculation of the pipeline from C2tower to DHX tower. Based on the results of the above analysis, three measures were proposed to improve the C3yield, which included increasing the heat exchanger area to reduce the operating temperature of low temperature separator, adjusting DHX tower feeding process to reduce loss of C3, adding gas-liquid separating pot to avoid gas-liquid two-phase flow boosting, and decreasing the pressure loss. The C3yield could be raised from 67.1% to 82.3%, and the temperature fluctuation, pipeline effusion, even cut-out of C2tower could be effectively solved. The security and stability of unit were enhanced.
direct heat exchange, C3yield, optimization, LPG
张继东(1989-),吉林磐石人,工程师,2014年毕业于中国石油大学(北京)化学工程专业,硕士,现就职于中国海洋石油总公司节能减排监测中心有限公司,从事石油石化领域的节能减排技术研究、炼油化工装置的模拟与优化工作。E-mail:zhangjd13@cnooc.com.cn
TE868
A
10.3969/j.issn.1007-3426.2017.01.010
2016-08-30;编辑:康 莉
猜你喜欢
化工设计(2022年1期)2022-03-07 12:11:18
北京航空航天大学学报(2021年6期)2021-07-20 07:23:54
科学技术创新(2021年19期)2021-07-16 10:07:18
石油化工(2020年8期)2020-09-15 06:33:16
中国特种设备安全(2019年9期)2019-12-03 09:25:58
锦绣·下旬刊(2019年2期)2019-10-14 23:09:43
红领巾·萌芽(2019年2期)2019-04-18 02:11:36
小猕猴学习画刊·下半月(2017年4期)2017-05-30 10:48:04
西南石油大学学报(自然科学版)(2016年6期)2017-01-15 14:14:17
中学数学杂志(2016年1期)2016-02-16 15:11:27
