塑封碳化硅肖特基二极管粘片工艺
2017-02-23 19:26张宝财崔同赵杰李东华
电子技术与软件工程 2016年24期
关键词:焊料
张宝财+崔同+赵杰+李东华

粘片工艺是塑封碳化硅肖特基二极管封装中的关键工艺,实现了芯片背面金属与引线框架的物理连接与电连接,对器件的参数以及可靠性影响较大。我们发现器件生产中或者器件可靠性的多种失效模式都产生于粘片工艺。我们通过对焊料成分、拍锡头结构,工艺参数的优化等,使器件的品质大大提升。
【关键词】粘片 焊料 拍锡头 焊料空洞率 焊料热疲劳 芯片背裂
1 概述
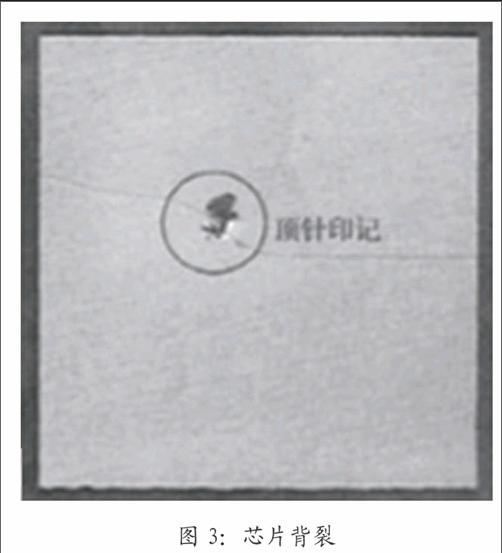
芯片的背面电极与引线框架的物理连接及电连接是通过粘片工艺实现的。粘片工艺实现情况的好坏直接影响到器件的参数与可靠性,特别是对于功率器件的影响更加明显。对于TO-220、TO-263、TO-247封装的功率型塑封碳化硅肖特基二极管而言,现在一般采用融点焊锡丝,焊锡拍扁成型,芯片放置,焊锡冷却成型等几个步骤来实现粘片工艺。我们发现器件生产中或者器件可靠性的多种失效模式都产生于粘片工艺。我们认为以下缺陷与粘片工艺有关:a、焊料缩锡(图1),b、焊料空洞率高(图2),c、焊料热疲劳能力差,d、芯片背裂(图3)。
2 粘片工艺优化
2.1 焊料优化
首先,焊料应符合以下几点基本要求,
(1)器件应承受回流焊的极限260℃/10s以上的冲击,因此焊料的熔点至少应保证高于280℃;
(2)热膨胀系數应尽可能接近碳化硅与引线框架使用的KFC铜合金材料的热膨胀系数;
(3)焊料本身的工艺操作窗口较宽,与碳化硅芯片的背面银层、引线框架使用的KFC合金材料的浸润性好;
(4)具有优异的电导率、热导率的综合性能。
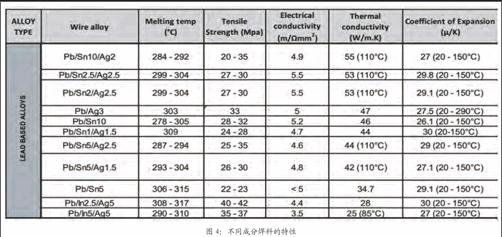
综合以上条件,最初我们在众多的焊料中选择了0.76mm直径的PbSn10的软焊料。此成分的焊料综合电导率、热导率(图4)适中,与芯片背面银层、KFC材料的浸润性较好,相对其他成分的焊料其加工的工艺参数窗口宽,生产控制较为容易。但是经过温度循环试验(-55℃~+150℃,1000次)后发现部分器件的正向压降升高的的情况,经过失效分析发现焊料出现大量的裂纹,发生了金属疲劳现象(图5)。
通过对各种成分焊料进行实验,我们发现基本上焊料的耐热疲劳能力与其与引线框架的浸润性成反比:
抗热疲劳能力:PbSn1Ag1.5>PbSn2Ag2.5>PbSn5Ag2.5>PbSn5>PbSn10;
浸润性:PbSn10>PbSn5>PbSn5Ag2.5>PbSn2Ag2.5>PbSn1Ag1.5。
目前我们选用了抗热疲劳能力较强的PbSn1Ag1.5材料,器件经过温度循环试验后,未发生正向压降升高的情况,焊料热疲劳现象得到明显的改善(图6)。
但是更换焊料初期遇到了缩锡比例大,焊料空洞率高,焊料与框架不浸润等问题。我们通过调整引线框架表面粗糙度、优化工艺参数(调整氮氢保护气流量,优化点锡、拍锡工艺参数)以及拍锡头优化的方法,有效的避免了这些问题的发生。
2.2 拍锡头优化
我们根据大量实验,最终确定拍锡头的导气槽结构特征如下,
(1)导气槽深度50μm;
(2)最外围为正方形导气槽,其对角线也为导气槽;
(3)拍锡头边长为芯片边长的110%。
经大量实验表明,优化后的导气槽可最大限度的保证以下能力,
(1)能有效的防止缩锡现象。将缩锡现象的发生比例提高到0.5‰以下;
(2)焊锡厚度由优化前的15μm~90μm缩小到20μm~60μm;
(3)优化的拍锡面积在保证粘片剪切力的同时,减小芯片受到的焊料固化收缩应力;
(4)合理的拍锡面积保证粘片剪切力的同时,保证留有尽可能多的引线框架与塑封料接触的面积,来提高塑封料与引线框架的粘结力,避免分层现象的发生。
2.3 顶针结构与高度优化
150mil芯片以下使用单顶针,150mil芯片以上使用4顶针结构。采用4顶针结构可防止大芯片单顶针工艺造成的的芯片背裂。顶针高度在保证可吸起芯片的条件下应尽可能小,避免顶针应力。根据蓝膜粘附性状态不同,其工艺参数需要进行调整。优化后芯片背裂的失效率由0.1‰提升到0.01‰以下。
3 结论
通过以上的工艺改进使粘片工艺成品率由原来的95%以上提升至99%以上,焊料空洞率(空洞面积总和)由原来的10%以内提升至4%以内的水平,焊料厚度厚度控制由原来的15μm~90μm的控制能力提升至在20μm~60μm的控制能力内,避免了在温度循环后的焊料热疲劳现象,芯片背裂的失效率由0.1‰提升到0.01‰以下。
参考文献
[1]石海忠.引线框架表面粗糙度对焊料沾润性的影响分析[J].电子世界,2015(22):132-133.
[2]黄福祥.引线框架材料对铜合金与锡铅焊料界面组织的影响[J].电子元件与材料,2003,22(04):33-35.
作者单位
济南市半导体元件实验所 山东省济南市 250000
猜你喜欢
传感器与微系统(2024年1期)2024-01-12
机械工业标准化与质量(2022年7期)2022-08-12
机电信息(2022年15期)2022-08-08
电子元件与材料(2021年10期)2021-11-04
电子与封装(2021年4期)2021-05-06
科技风(2018年31期)2018-07-09
重庆理工大学学报(自然科学)(2017年11期)2017-12-06
焊接(2015年5期)2015-07-18
材料研究与应用(2015年2期)2015-03-11
电子世界(2015年18期)2015-02-06