
纸巾纸机收放卷过程运动学分析及应用
2017-02-20 03:30:11柳天磊
中国造纸 2017年1期
柳天磊
(佛山市德昌誉机械制造有限公司,广东佛山,528227)
·纸巾纸机收放卷·

纸巾纸机收放卷过程运动学分析及应用
柳天磊
(佛山市德昌誉机械制造有限公司,广东佛山,528227)
通过对纸巾纸机设备中的卷纸机、退纸机、复卷机等收放卷过程进行建模和运动学分析,导出了纸巾纸机各收放卷过程的数学公式和曲线图,讨论了收放卷过程纸卷卷径变化对上述设备相应结构的运动控制要求,指出应根据各生产设备功能的不同对收放卷辅助设备进行差异化控制,从而保证纸卷收放卷过程可靠稳定地进行,实现纸幅的恒张力控制。
纸卷模型;卷纸机;退纸机;复卷机;纸幅张力
纸巾纸机按工艺过程可分为3个主要部分:纸巾纸生产机械、纸巾纸后加工机械和纸巾纸包装机械。纸巾纸生产机械也称造纸机,主要完成母卷的生产,即通过造纸机生产线把纸浆经流送、成形、压榨、烘干、整饰、卷取等过程抄制成大卷径纸卷(母卷);母卷经纸巾纸后加工机械(如复卷机生产线或面巾纸机生产线)纸加工成小卷径纸卷(即子卷)或一叠叠纸巾纸,再经纸巾纸包装机机械包装成最终产品。
在母卷的生产过程中,纸卷的紧密度至关重要,其对后加工过程(如退卷、复卷等)有较大的影响。如果纸卷紧密度差,其纸幅张力波动较大,会造成退卷困难和复卷或折叠质量差,而通过复卷得到的纸卷紧密度还对其分切、包装、存储、输送和其他附加处理影响较大[1-2]。因此,实现纸幅张力恒定显得尤为重要。肖中俊等人[3]分析了下引纸复卷机纸卷卷径偏差对纸幅恒张力控制扰动的影响,指出必须对卷径估算值进行修正以得到精确的卷径值,从而达到恒张力控制的目的。高位肖等人[4]把西门子6RA70中S00选件应用于下引纸复卷机纸卷卷径计数器式算法中,卷取的纸卷整齐均匀、性能稳定。郭艳萍等人[5]通过对下引纸复卷机压纸辊压力控制原理的分析,提出一种基于PLC的压力控制方案,利用比例减压阀控制液压缸油压大小来实现压纸辊压力随卷径变化的控制,很好地解决了压力对成品纸卷松紧度的影响。
上述研究多侧重于从电气控制角度分析影响纸幅张力恒定的因素,本课题尝试建立纸卷卷径增大和减小模型,从运动学角度分析原纸的卷绕过程、退卷过程及纸卷的复卷过程[6],并把收放卷过程的分析结果应用于卷纸机、退纸机、下引纸复卷机、上引纸复卷机的运动控制,从源头消除纸幅的张力波动,为纸幅恒张力控制提供一种参考方法。
1 假设与建模
1.1 假设
为了简化分析和计算,从而获得更一般性的结论,现做出以下假设:
(1)子卷与母卷紧密度一样,纸幅张力恒定。
(2)传动系统中皮带轮与皮带间无滑移,纸幅与皮带、辊体间无滑移。
(3)纸巾设备处于稳定运行状态,不考虑设备启动加速和停机减速的情况。
(4)退卷机传动皮带等效为刚体摆臂件,只分析其摆动,不考虑其随皮带轮转动。
(5)卷纸机、退纸机、复卷机车速相等,即纸幅速度相等。
1.2 建模
在上述假设条件下,卷纸机、退纸机、复卷机等设备可简化为两个动作:卷纸和退纸,即纸卷的收卷和退卷。纸幅经卷纸机收卷为母卷,母卷经退纸机退卷为纸幅,退卷后的纸幅再经复卷机收卷为子卷。因此,分析纸卷收放卷对纸幅张力影响需建立4个模型:卷纸机的收卷模型,退纸机的退卷模型,上引纸复卷机的复卷模型及下引纸复卷机的复卷模型。如上所述,纸卷的收卷和退卷过程即纸卷卷径增大和减小的过程,因而建立纸卷卷径增大模型和减小模型来简化上述分析过程。
纸卷增大模型和减小模型分别如图1和图2所示。
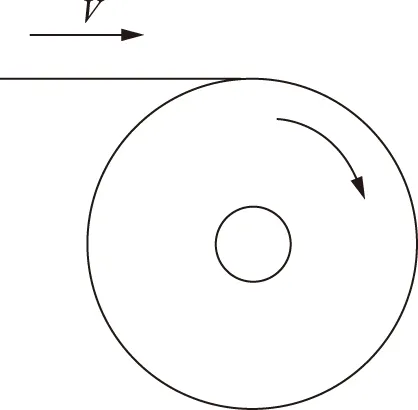
图1 纸卷卷径增大模型
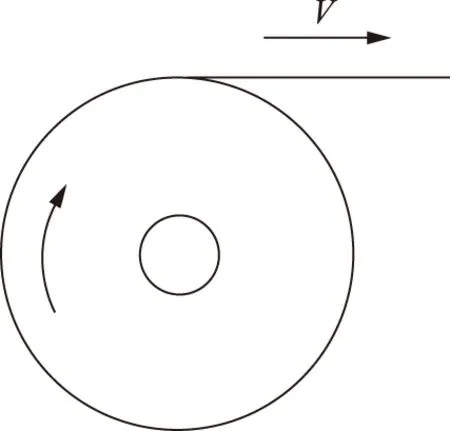
图2 纸卷卷径减小模型
设纸幅厚度为a,速度为V,时刻t=0时纸卷半径为r0,时刻t时纸卷半径为r(t),则对于图1纸卷卷径增大模型有:
(1)
对于图2纸卷卷径减小模型有:

(2)
2 分析与应用
2.1 卷纸机
卷纸机收卷模型如图3所示,卷纸缸半径为r1,绕O1逆时针旋转,纸幅在卷纸缸驱动下缠绕在卷纸辊上,形成的纸卷卷径逐渐增大目标尺寸。同时,原纸轴沿滑道向外移动,而绕O3摆动的摆臂作用在原纸轴上,通过改变摆臂摆动转角大小可以控制原纸轴移动速度。

图3 卷纸机模型

记摆臂转角为φ,则有φ=∠EO3F,联立式(1),得
(3)

(4)
假设卷纸辊半径r0=200mm,卷纸缸半径r1=500mm,单层纸厚度a=0.08mm,V=600m/min,O3D=1900mm,O1C=200mm,O2E=1000mm,代入式(3)和式(4),编程求解,φ与ω随时间变化规律如图4所示。
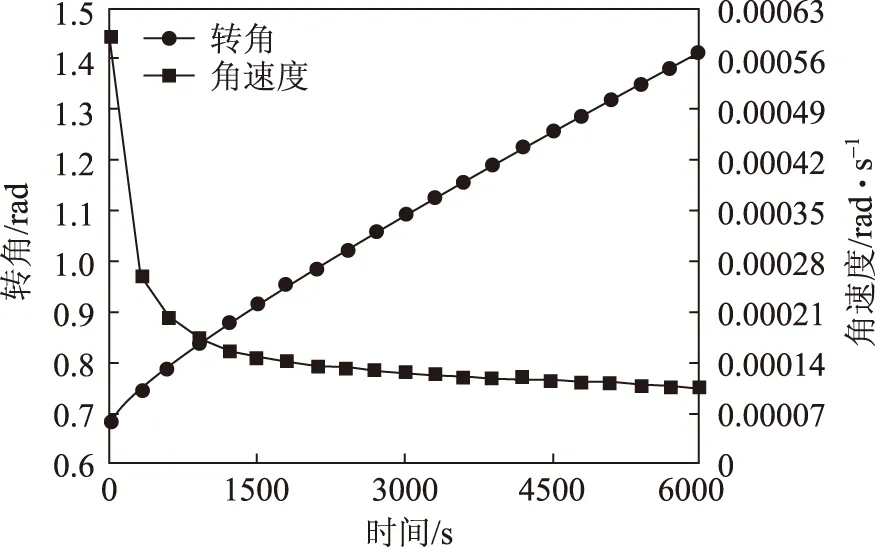
图4 摆臂转角与角速度随时间变化曲线
由图4可知,对比摆臂转角与角速度曲线可知,在收卷的前25min内,转角快速增大,角速度急剧下降。在t=25min之后,摆臂转角随时间缓慢增大,表现为摆臂角速度平稳下降。这主要是因为在纸幅速度恒定的情况下,卷纸辊开始收卷为纸卷时纸卷半径小、转速高,单位时间内纸卷径向增长较快;随着收卷过程的进行,收卷纸卷半径逐渐增大、转速下降,单位时间内纸卷径向增长速度放缓。
摆臂转角及角速度的非线性变化,决定了其动力设备(如气缸、液压缸或电机等)不能简单地进行线性控制,否则会影响纸卷的收卷质量。具体来讲,当摆臂转动角速度过大,纸卷沿滑道向外移动速度小于卷径增大速度,纸卷与卷纸缸接触压力大,相当于对纸幅进行挤压,会造成纸幅变薄,纸卷变紧;反之,如果摆臂转动角速度过小,摆臂逐渐脱离原纸轴,纸卷与卷纸缸接触压力小或无接触,纸卷变松弛。
2.2 退纸机
图5为单层侧压式退纸机退卷模型,除此之外还有大包角退纸机、底托式退纸机等,按退纸机的数量分类还有两层退纸机、三层退纸机、四层退纸机等,本课题以图示单层侧压式退纸机为例进行分析。与卷纸机工作过程相反,退纸机原纸轴O1位置固定,原纸依靠传动皮带作用绕其转轴转动退卷。传动皮带与纸卷接触压力大小通过改变绕O2摆动的摆臂的转角大小来实现。

图5 单层侧压式退纸机退卷模型
由图5知,∠O1BO2=90°,于是有
∠AO2C=180°-∠O1O2E-∠O1O2B
记摆臂转角为φ,则有φ=∠AO2C,联立式(2),得
(5)
(6)
假设纸卷起始半径r0=1250 mm,单层纸厚度a=0.08 mm,V=600 m/min,O1E=1315 mm,EO2=840 mm,O1O2≈1560 mm,代入式(5)和式(6),编程求解,φ与ω随时间变化规律如图6所示。
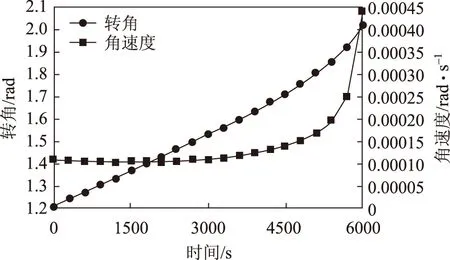
图6 摆臂转角与角速度随时间变化曲线
由图6可知,退纸机摆臂角速度变化趋势呈现出与卷纸机摆臂角速度变化趋势相反的走势。在放卷的初始阶段,纸卷卷径大、转速低,卷径减小缓慢,摆臂要保持与纸卷的恒压力接触,其转角相应地缓慢增大;随着放卷过程的进行,纸卷转速逐渐上升,卷径不断减小。在放卷快结束时,即90~100 min内,摆臂转角增大,其角速度快速提升,几乎等于其初始角速度的4~5倍;此时,纸卷转速达到极大值,通常是其初始转速的几倍,为了避免高转速带来的机械振动和损坏,在纸卷放卷到一定卷径后便开始降速运行。
与2.1节的分析结果类似,摆臂转角及角速度的非线性变化,决定了其动力设备需要进行随动控制,以满足摆臂的运动控制,否则会影响纸卷的退卷及纸幅张力。具体地讲,摆臂角速度大于纸卷卷径减小速度时,传动皮带与纸卷接触压力增大,则会造成纸幅被压薄,纸幅张力变小,也会造成原纸轴两端轴承寿命降低;相反,摆臂角速度小于纸卷卷径减小速度时,传动皮带与纸卷间接触压力变小或无接触,则会造成无法退卷,或纸卷运动速度逐渐减慢而纸幅速度不变,导致纸幅张力变大甚至被拉断。
2.3 下引纸复卷机
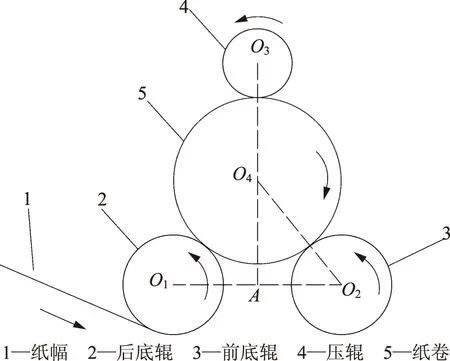
图7 下引纸复卷机模型
下引纸复卷机复卷模型如图7所示,前底辊、后底辊水平放置,纸卷沿两辊连心线的中垂线向上移动,压辊与纸卷上端接触。压辊布局有两种方式,第一种布局是沿上述中垂线上下移动,第二种布局是绕某一轴心转动,本节以第一种布局方式为例进行分析。在上述三辊复卷过程中,通过控制压辊上移速度可以保证压辊施加在纸卷上的压力恒定。
由图7可知,
记S为O3点的位移,U为O3点的速度,联立式(1),则有

(7)
(8)
假设纸芯半径r0=38 mm, 前底辊、后底辊半径r1=r2=170 mm,压辊半径r3=110 mm,三层纸厚度a=0.24 mm,V=600 m/min=10000 mm/s,O1O2=370 mm,代入式(7)和式(8),编程求解,压辊中心位移与速度随时间变化规律如图8所示。
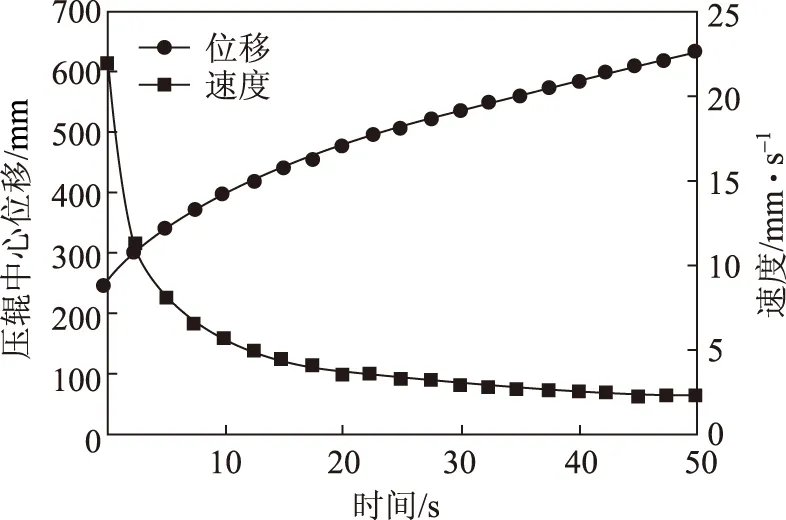
图8 压辊中心位移与速度随时间变化曲线
由图8可知,压辊提升位移随着收卷过程的进行 不断增加,而其提升速度逐渐降低。对比两曲线可以看出,在0~10 s内,压辊提升位移与角速度变化剧烈;而在10~50 s内的收卷过程中,压辊提升位移与角速度变化相对缓慢。其原因与卷纸机相似,即在相同的纸幅速度条件下,收卷初始阶段纸卷卷径小、转速高,纸卷卷径增大较快,压辊亦快速提升;当卷径增大到一定数值时,纸卷转速稳定增长,压辊提升速度放缓。
压辊随卷径非线性变化决定了对其运动控制的非线性和随动要求,如果压辊提升过快,超过纸卷卷径增大速度,则压辊与纸卷接触压力变小或压辊不与纸卷接触,造成纸幅张力变小,纸卷松弛或纸卷脱离复卷区;相反,如果压辊提升过慢,小于纸卷卷径增大速度,则压辊压入纸卷深度过大,导致接触压力变大,纸幅张力变大,纸卷致密度增大,纸卷变扁,既影响美观,又使前底辊、后底辊负荷变大。
2.4 上引纸复卷机
上引纸复卷机复卷模型如图9所示,对比图7可知,保持图7中的前底辊位置不变,把后底辊顺时针旋转一定角度(通常是45°)便成了图9所示的模型。不同的是,图9中的压辊运动路线不是沿着上复卷辊、下复卷辊两辊连心线O1O2的中垂线AB移动,而是绕着其固定轴E点摆动。这与图7所示下引纸复卷机的第二种布局方式类似,即压辊绕某一轴心转动。

图9 上引纸复卷机模型
由图9可知,
DC=O4A
O3O4=r3+r(t)
记摆臂转角为φ,则有φ=∠O4ED+∠O4EO3,即
(9)
(10)
假设纸芯半径r0=20mm,上复卷辊与下复卷辊半径r1=r2=105mm,压辊半径r3=55mm,三层纸厚度a=0.24mm,V=600m/min=10000mm/s,O1O2=250mm,O4D=675mm,EC=286mm,EO3=700mm,把上述参数及式(1)代入式(9)和式(10),编程求解,φ与ω随时间变化规律如图10所示。

图10 摆臂转角与角速度随时间变化曲线
对比图4和图10,摆臂转角与角速度曲线变化趋势基本相似。实际上,二者都描述的是纸卷的收卷过程,区别是图4描述的是纸卷卷径由400mm增大到2500mm时的收卷过程,而图10则反映的是纸卷卷径由40mm增大到100mm时的收卷过程。上述曲线变化的相似性是基于相同的原因,即卷径的非线性增大对辅助收卷设备运动的影响。由于图10中纸卷起始卷径更小,故其收卷起始阶段曲线变化更剧烈。纸卷卷径的非线性增大对辅助收卷设备动力的影响及控制要求与2.1节和2.3节类似,此处不再赘述。
3 结论及应用
对比分析卷纸机、下引纸复卷机及上引纸复卷机的收卷过程和退纸机的放卷过程,可得出以下结论。
(1)纸卷卷径的非线性变化决定了收放卷辅助设备动力系统的非线性变化。
(2)在纸卷收卷的起始阶段或放卷的结束阶段,纸卷卷径小而转速高,易造成纸卷的跳动或机械设备的振动,这是收放卷过程纸幅张力波动的根源。因此,在收卷的起始阶段应以低速运行,然后逐渐提速至设定速度;在放卷的结束阶段,应逐渐降低车速运行。
(3)收放卷辅助设备(如摆臂机构、压辊提升机构等)应与纸卷卷径构成随动系统,且应根据各纸巾机械收放卷过程的不同之处进行差异化控制,以保证各生产线中纸幅张力的恒定。
收放卷过程分析的意义,在于应用理论分析来知道实际应用:一是在收放卷机构的设计过程中,可以结合气缸、液压缸、连杆机构等动力设备和传动机构的效率等因素来进行优化设计;二是在电气控制过程中,应根据纸巾机械收放卷机构的工作性能来进行随动控制,从而更有效地控制纸幅张力和产品质量。
[1]LIPei-yi,WANGZhi-jie,DONGXian-min.WindingTightnessControloftheWINDRUMWinder[J].ChinaPulp&Paper, 2006, 25(8): 38.李佩燚, 王志杰, 董现敏.WINDRUM型复卷机的紧度控制和要求[J].中国造纸, 2006, 25(8): 38.
[2]PEIYan-chun,LULi-xiu,GUOTong-an.RebuildingandCommissioningofanImportedRewinder[J].ChinaPulp&Paper, 2010, 29(6): 56.裴延春, 卢立秀, 郭同安.进口复卷机的改造与调试[J]. 中国造纸, 2010, 29(6): 56.
[3]XIAOZhong-jun,WANGCun-rong,MENGYan-jing.Diametercalculationanalysisandapplicationoftherewinder’sunloadingpaperscroll[J].JournalofShaanxiUniversityofScienceandTechnology, 2007, 25(4): 76.肖中俊, 王存荣, 孟彦京.复卷机退纸卷卷径计算的分析与应用[J].陕西科技大学学报, 2007, 25(4): 76.
[4]GAOWei-xiao,GUOYong-hong.TheApplicationofAccessoryS00ofSIEMENSinSelf-adjustingReelDiameterCalculation[J].ChinaPulp&Paper, 2011, 30(8): 52.高位肖, 郭永红.西门子S00选件在自调整卷径计算中的应用[J].中国造纸, 2011, 30(8): 52.
[5]GUOYan-ping,YANGWei-bing.PressureControlPrincipleandSchemeofRewinder’sPlaten[J].ChinaPulp&Paper, 2010, 29(7): 56.郭艳萍, 杨伟兵.压纸辊压力控制原理与控制方案[J].中国造纸, 2010, 29(7): 56.

(责任编辑:董凤霞)
Kinematic Analysis on Winding and Unwinding Process in Tissue Paper Machine and Its Application
LIU Tian-lei
(DechangyuPaperMachineryManufactureCo.,Ltd.,Foshan,GuangdongProvince, 528227) (E-mail: liusya0618@163.com)
By modeling and kinematic analyzing the winding and unwinding process of the paper roll in the winder, unwinder and rewinder of tissue paper machine, their mathematical formulas and graphs were derived, and the effect of the variation of the roll diameter in winding and unwinding processes on the kinematic control of winder, unwinder and rewinder was discussed.It was concluded that it is necessary to differently control the winder or unwinder device according to its individual function so as to keep a steady winding or unwinding process and to ensure a constant web tension. Key words:log model; winder; unwinder; rewinder; web tension
2016- 08- 25(修改稿)
柳天磊先生,硕士,工程师;主要从事全自动高速打孔复卷机的设备研发工作。
TS735+.7
A
10.11980/j.issn.0254- 508X.2017.01.010
猜你喜欢
信息记录材料(2023年10期)2023-12-04 14:18:22
橡塑技术与装备(2021年12期)2021-06-24 09:30:36
动漫界·幼教365(中班)(2019年10期)2019-10-28 01:53:17
文化产业(2019年6期)2019-09-11 03:05:22
生活用纸(2019年6期)2019-02-13 13:20:21
意林(2017年4期)2017-03-03 18:48:20
意林(2016年7期)2016-05-03 07:46:57
生活用纸(2016年10期)2016-04-06 02:33:03
意林(2016年3期)2016-03-01 18:11:06
中国造纸学报(2015年1期)2015-12-16 19:35:27
