UHMWPE纤维增强LDPE复合材料的界面形态研究
2017-02-16 08:36:26王遂,彭炯,王建
材料科学与工艺 2017年1期
王 遂,彭 炯,王 建
(北京理工大学化工与环境学院,北京100081)
UHMWPE纤维增强LDPE复合材料的界面形态研究
王 遂,彭 炯,王 建
(北京理工大学化工与环境学院,北京100081)
为实现聚乙烯单聚合物复合材料(PE SPC)的嵌件注射成型,研究基体与增强体间的界面非常关键.本文采用超高分子量聚乙烯(UHMWPE)纤维增强低密度聚乙烯(LDPE)基体,对纤维和基体进行了差示扫描量热仪测试,在偏光显微镜下模拟了基体与纤维的复合过程,研究不同因素对复合材料界面结晶形态的影响.根据DSC确定了UHMWPE和LDPE复合的温度范围在110.98~147.14℃;合适的温度和剪切作用都有利于界面横晶的产生,从而使基体和纤维产生更好的粘结,提高复合材料的力学性能;温度比剪切的影响更大,注射温度设置在125~135℃可在保证纤维与基体复合的情况下不破坏纤维的增强作用;纤维丝之间会相互影响界面结晶形态,部分界面有横晶产生,说明在实际注射成型过程中纤维束或纤维布的结构对基体渗透和界面形成有较大影响.
超高分子量聚乙烯;低密度聚乙烯;单聚合物复合材料;界面;嵌件式注射成型
单聚合物复合材料(SPC)是由化学结构相同而物理结构不同的基体和增强体组成的复合材料.SPC具有界面结合强度高、产品密度低和回收利用率高的优点.但其制备方法受到加工温度的限制,传统的聚合物复合材料制备工艺难以实现SPC的加工[1].目前,SPC的制备方法包括:纤维热压法[2]、溶液浸渍热压法[3]、膜层热压法[4-6]和注射成型[7-11]等.与热压法相比,注射成型具有批量成型、成型周期短的优势,SPC嵌件式注射成型技术的开发有利于SPC及其制品的推广,目前已用于PP(聚丙烯)SPC[8-10]和PE SPC[11]的制备.界面形态是决定复合材料性能的关键[12-13],而熔体温度和熔体流动过程中产生的剪切会对注射成型复合材料的界面性能产生深远影响.为了实现PE SPC的嵌件注射成型,研究注射成型过程中基体与增强体间的界面非常关键,本文采用超高分子量聚乙烯(UHMWPE)纤维增强低密度聚乙烯(LDPE),在偏光显微镜下模拟聚乙烯单聚合物复合材料(PE SPC)的注射成型过程,实验研究温度、剪切等因素对LDPE基体和UHMWPE增强体间界面形态的影响,以期指导PE SPC嵌件式注射成型过程的研究.
1 实 验
1.1 原料和仪器设备
1.1.1 实验原料
基体采用LDPE粒料,由中国石油化工股份有限公司茂名分公司生产,牌号868-000,密度0.921 g/cm3,熔体流动速率50 g/10 min,拉伸强度8 MPa,断裂伸长率50%.
本实验所采用的增强体为山东ICD高性能纤维有限公司提供的UHMWPE纤维丝,其规格为400D,平均强力为30 CN/DTEX.
1.1.2 实验仪器
实验所用仪器设备如下:岛津公司的DSC-60差式扫描量热仪,奥林巴斯公司的OLYMPUS BX53偏光显微镜.
1.2 实验步骤
1.2.1 DSC实验
LDPE粒料和UHMWPE纤维的热力学性能由DSC实验测定,通过原料的熔融温度等热性能来确定将纤维引入基体中的温度范围.测试过程如下:1)将LDPE样品从30℃升温至170℃,升温速率为10℃/min,而后恒温2 min以消除热历史,然后,以相同的变温速率将样品从170℃降温至30℃;2)将UHMWPE纤维丝从20℃升温至200℃,升温速率为10℃/min,同样恒温2 min消除热历史,同样以10℃/min的降温速率将样品从200℃降温至20℃.
1.2.2 偏光显微镜下模拟嵌件式注射成型过程实验
嵌件式注射成型过程中,纤维作为嵌件固定不动,熔融基体填充模腔并包覆纤维增强体,为研究嵌件式注射成型过程中纤维/基体界面形态的变化,本文在偏光显微镜下模拟嵌件式注射成型过程.
先将一颗LDPE粒料放于载玻片上,使用加热平台将载玻片加热至180℃以使样品完全熔融;再取另一新的载玻片盖在样品上,使样品成为平整的小薄片,并在180℃下恒温2 min以消除热历史;然后,恒温2 min后将样品放至另一加热平台上,平台的温度由DSC分析测试结果来定;在不同温度下引入UHMWPE纤维丝,各自恒温2 min后使样品自然冷却.实验观察发现,样品在1 min内即可完全冷却下来.最后用偏光显微镜观察样品界面结晶形态.
为比较不同基体熔融温度对纤维/基体界面结构的影响,根据DSC测试结果将第2个加热平台的温度分别设置为115,125,135和145℃.
熔融基体注射充模及包覆纤维的过程中必然存在剪切作用.本文在引入纤维丝后,在1~2 s将纤维定向拉动1 cm.此方法可以模拟基体与纤维间的剪切作用以研究剪切作用对界面性能的影响.待复合材料完全冷却下来,在偏光显微镜下观察界面形态,比较剪切作用对界面性能的影响.
纤维束或纤维布通常被用于复合材料的增强体,它们当中的纤维丝密集排布且会相互影响.向LDPE熔融基体中引入两根UHMWPE纤维丝,以研究注射过程中纤维丝之间的相互作用.重复实验偏光显微镜下模拟嵌件式注射成型过程实验,以观测纤维丝之间的纤维/基体界面结构.
2 结果与讨论
2.1 加工温度范围的确定
从图1(a)可以得到LDPE基体出现熔融峰时对应的温度为 110.98℃.降温过程中,在101.97℃时结晶峰开始长大,说明样品开始结晶.由此数据可知样品在101.97和110.98℃间处于过冷态.聚合物的过冷态即聚合物在温度低于熔融温度条件下不发生结晶而仍然保持流动性的状态.注射成型过程中,熔体快速充模后,在模腔导热情况下快速冷却,必然经历过冷状态.LDPE的过冷度较小(~9℃),为保持基体流动性,引入纤维的温度应高于LDPE的熔点即110.98℃.
由图1(b)可以看出UHMWPE纤维丝存在两个熔融峰,第1和第2个峰值分别为147.14和154.35℃.出现两个峰值是因为在拉伸倍数较高的UHMWPE纤维中存在不同的结晶形态.在SPC嵌件式注射成型过程中,要保证引入的纤维丝起到增强效果就不能使纤维丝熔融,故引入纤维时基体的温度应低于UHMWPE纤维丝的熔点,即147.35℃.因此,最终将引入纤维丝时的实验温度分别定为115,125,135和145℃.
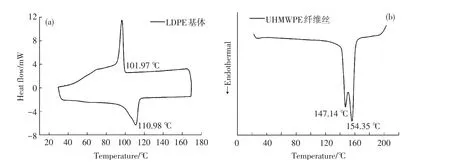
图1 原料的DSC曲线Fig.1 DSC thermogram of the materials:(a)LDPE matrix;(b)UHMWPE fiber
2.2 温度对复合材料界面形态的影响
图2分别显示的是115,125,135和145℃下在基体中引入纤维丝后产生的界面结构,可以看到,在不同温度下形成的界面形态有所不同.如125和135℃时,由图2(b)和图2(c)可以看到纤维丝附近(图中的A处)与距纤维丝较远处(B处)的晶粒结构有明显区别.距纤维丝较远的B处,其晶粒呈球状,即球晶.较高的温度可以提高LDPE的结晶度[14],而温度过高,分子热运动剧烈而不易则形成晶核,又使结晶有所减弱.A处晶粒成片状结构且垂直于纤维轴生长,即出现了横晶.横晶是一种特殊的结晶形态,半结晶聚合物在静态下结晶形成球晶,球晶会沿三维空间发展.在引入各种无机或有机增强体后,纤维增强体可以作为半结晶聚合物的成核剂,使得基体在其表面大量成核,且成核位置高度集中,从而阻碍了球晶晶核向三维空间生长,因而界面处晶核只能在垂直于纤维增强体的方向上向外生长,沿一维空间发展,最终形成圆柱状的晶体结构,也叫做横晶[15].横向晶体的存在可使基体在界面附近与纤维产生更好的粘合,从而提高复合材料的力学性能.在115和145℃时,整个基体区域的晶粒都是球晶,而纤维丝与基体界面处的横晶区域则比较窄.由此见,横晶在较高和较低温度下都不易生成.在较低温度下,基体本体中成核数量较多,这会为横晶的生长造成阻力;在较高温度下,纤维表面的成核数量较少,同样也很难生成横晶.
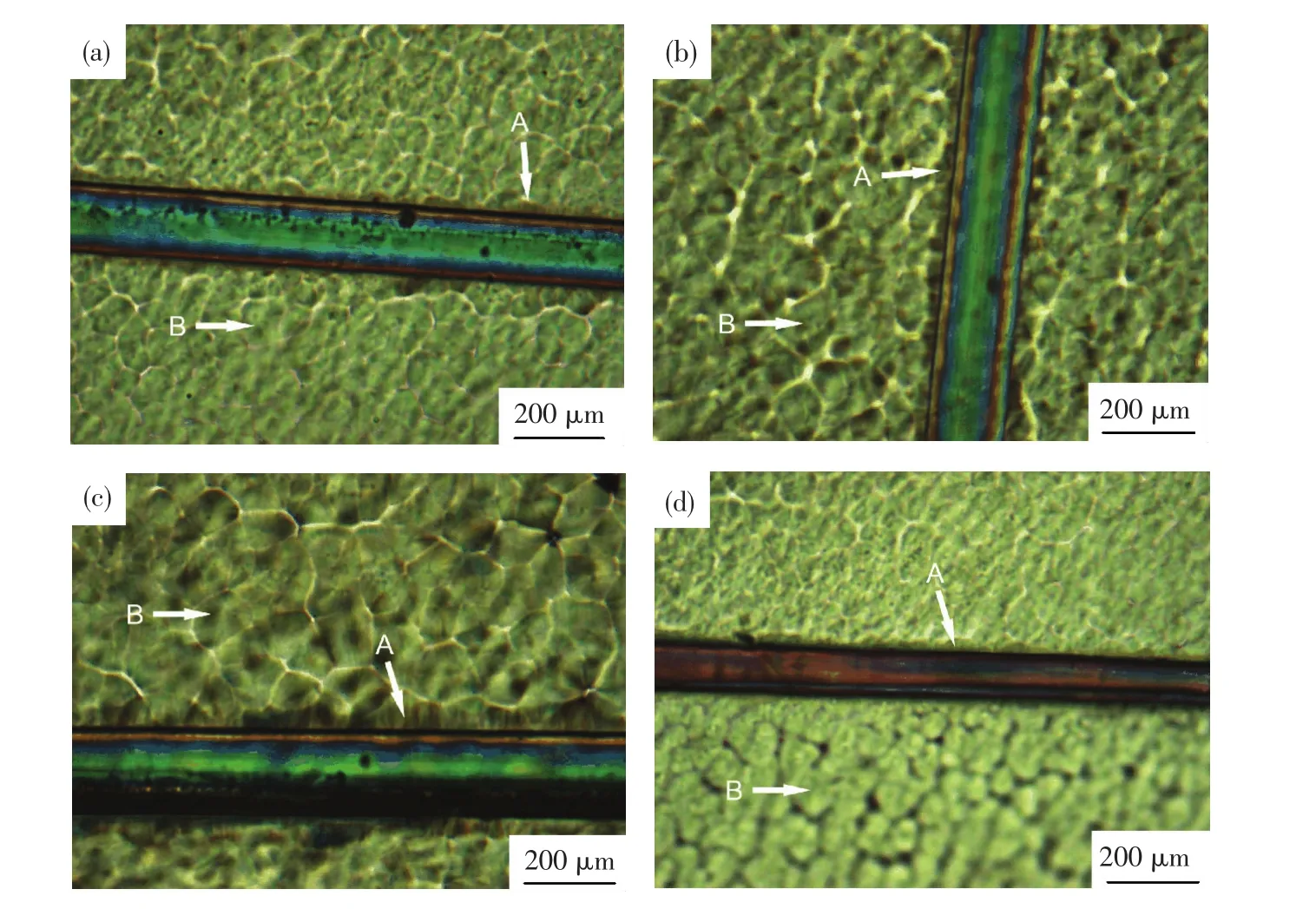
图2 不同温度下UHMWPE纤维丝与LDPE形成的界面结构Fig.2 Interface structure of UHMWPE yarn and LDPE under different temperature:(a)115℃;(b)125℃;(c)135℃;(d)145℃
在嵌件式注射成型制备PE SPC时,可将注射温度设置在125~135℃,此温度高于LDPE基体的熔融温度而低于UHMWPE的熔融温度,一方面保证基体熔融流动性,纤维在基体中也不会熔融,另一方面可以促使纤维和基体界面产生横晶,从而制备出力学性能良好的PE SPC.
2.3 剪切对复合材料界面形态的影响
在145℃下分别通过静态引入和拉动引入两种方法将UHMWPE纤维丝引入LDPE基体,然后观察界面结构.由图3可知,两种情况下纤维丝和基体形成的界面结构是不同的.静态引入纤维的情况下,在界面附近形成的横晶较少,而基体区的晶粒基本上都是小粒径的球晶.而在拉动引入纤维的情况下,纤维丝附近(图中的A处)与距纤维丝较远处(B处)的晶粒结构有明显区别.A处横晶较多,甚至沿纤维丝形成了横晶带;B处则以粒径较大的球晶为主.可以看出,剪切有利于横晶的生成和晶核的生长.由于剪切力的作用使得纤维附近的基体大分子取向,成核密度较高[13,16],从而诱导纤维附近的基体产生了横晶.但在其他温度情况下拉动纤维并没有发现横晶,说明温度比剪切的影响更大.
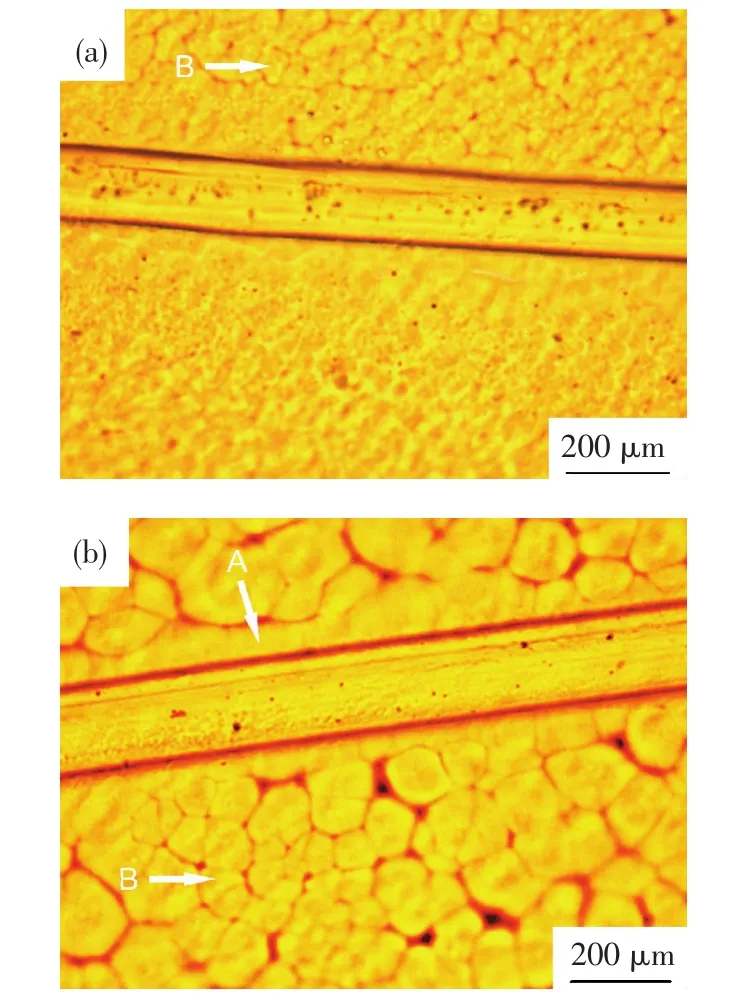
图3 不同引入条件UHMWPE纤维丝/LDPE基体复合材料的界面结构Fig.3 Interface structure of UHMWPE fiber/LDPE matrix under different introduction conditions:(a)insert fibers without drawing;(b)insert fibers with drawing
在嵌件式注射成型制备PE SPC时,熔体进入型腔后对纤维进行包覆,二者之间必然产生剪切,剪切作用有利于横晶的产生,可见该成型方法有利于进一步改善基体和纤维增强体的界面粘结性能,从而提高PE SPC制品的力学性能.
2.4 纤维丝间界面形态
图4显示了在145℃下向LDPE基体中引入两根UHMWPE纤维丝所形成的界面形态.从图4可以看出,同时引入两根纤维丝的情况下,这两根纤维丝与基体形成的界面结构有所不同.当两根纤维被静态引入基体时,其中1根纤维丝与基体的界面处都出现了横晶,这可以使得纤维丝与基体更好地粘结;而另一根纤维丝与基体的界面处则只有一边有较窄区域的横晶出现.两根纤维虽然是同时引入,但与基体的接触不可避免地有一定先后,即使时间差极短,也会使先引入基体的纤维附近产生更高的晶核密度.由于两根纤维的存在导致显微镜下薄片样品的景深变大,使得下部分的球晶显示不明显.
在拉动引入纤维情况下,拉动条件使两根纤维边界都存在较多的横晶.在图4(b)中难以观察到明显的晶体结构,包括在其他图中均能观察到的球晶结构也较难观察到.一方面可能是因为景深的影响;另一方面,也可能因为两根纤维拉动使得纤维周边基体相对运动区域比单根纤维引起的剪切更大,从而使基体黏度降低,反而影响晶核的形成.
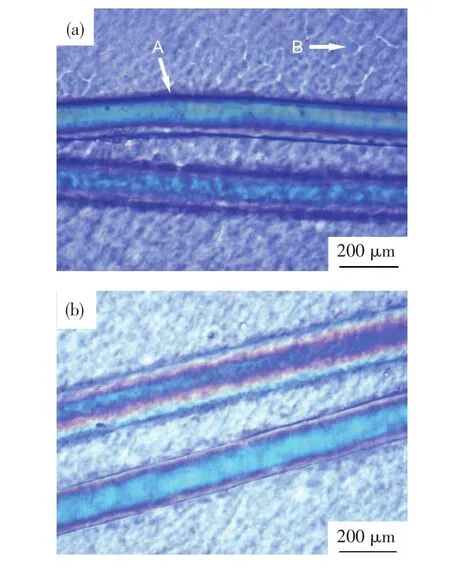
图4 不同引入条件两根UHMWPE纤维丝/LDPE基体复合材料的界面结构Fig.4 Interface structure of two UHMWPE fibers/LDPE ma⁃trix under different introduction conditions:(a)insert fibers without drawing;(b)insert fibers with drawing
在嵌件式注射成型制备PE SPC时,嵌件增强体通常采用纤维束或纤维编织布.由上可知,在熔体对嵌件进行包覆渗透后,可能只有部分纤维与基体的界面会产生横晶,其余纤维界面则没有横晶生成.故在成型过程中可尽量提高嵌件增强体径向(即沿基体流动方向)的纤维密度,一方面有利于基体的包覆渗透,另一方面有利于产生剪切作用,以促进横晶的产生,进而使纤维和基体更好的粘结.
3 结 论
本文通过DSC实验确定了将UHMWPE纤维丝引入LDPE基体的操作温度窗口为115~145℃.在偏光显微镜下以一定的实验条件向LDPE基体中引入UHMWPE纤维,模拟PE SPC嵌件式注射成型过程,重点研究了纤维引入基体时温度与剪切作用等因素对复合材料界面形态的影响.结果表明,在125和135℃向LDPE基体中静态引入UHMWPE纤维,PE SPC的界面区域有横晶产生,温度较低或较高都不利于横晶的产生.在145℃下将纤维丝拉动引入基体,在界面处生成较多横晶,这说明剪切作用有利于横晶的产生.将两根UHMWPE纤维丝引入LDPE基体中,纤维丝会相互影响界面处的结晶结构.在嵌件式注射成型过程中应尽量提高沿基体流体流动方向的嵌件增强体的纤维密度以提高基体与纤维的界面粘结性能.
[1]KARGER⁃KOCSIS J, BÁRÁNY T.Single⁃polymer composites(SPCs):status and future trends[J].Com⁃posites Science and Technology,2014,92(3):77-94.
[2]HINE P J,WARD I M,OLLEY R H,et al.The hot compaction of high modulus melt⁃spun polyethylene fibers[J].Journal of Material Science,1993,28(2):316-324.
[3]MAITY J,JACOB C,DAS C K,et al.Direct fluorina⁃tion of UHMWPE fiber and preparation of fluorinated and non⁃fluorinated fiber composites with LDPE matrix[J].Polymer Testing,2008,27(5):581-590.
[4]HINE P J,UNWIN A P,WARD I M.The use of an interleaved film for optimizing the properties of hot compacted polyethylene single polymer composites[J].Polymer,2011,52(13):2891-2898.
[5]WANG J,CHEN J N,DAI P,et al.Properties of polypropylene single⁃polymer composites produced by the undercooling meltfilm stacking method [J].Composites Science and Technology,2015,107:82-88.
[6]王建,陈晋南,代攀.PEN单聚合物复合材料的热压制备工艺与性能 [J].材料科学与工艺,2012,20(4):49-53.WANG Jian,CHEN Jinnan,DAI Pan.Hot pressing process and properties of polyethylenenaphthalate single⁃ polymer⁃composites [J].Materials Science and Technology,2012,20(4):49-53.
[7]KMETTY Á,BÁRÁNY T,KARGER⁃KOCSIS J.Injec⁃tion moulded all⁃polypropylene composites composed of polypropylene fibre and polypropylene based on the thermoplastic elastomer[J].Composites Science and Technology,2012,73(1):72-80.
[8]WANG J,MAO Q,CHEN J.Preparation of polypropyl⁃ene single⁃polymer composites by injection molding[J].Journal of Applied Polymer Science,2013,130(3):2176-2183.
[9]WANG J,WANG S,CHEN D.Development and charac⁃terization of insert injectionmoulded polypropylene single⁃polymer composites with sandwiched woven fabric[J].Composites Science and Technology,2015,117:18-25.
[10]MAO Q,HONG Y,WYATT T P,et al.Insert injection molding ofpolypropylene single⁃polymer composites[J].Composites Science and Technology,2015,106:47-54.
[11]MAO Q,WYATT T P,CHEN J,et al.Insert injection molding of high⁃density polyethylene single⁃polymer composites[J].Polymer Engineering and Science,2015,52(11):2237-2244.
[12]李烨,肇研,孙沛,等.碳纤维表面状态对其复合材料界面性能的影响 [J].材料科学与工艺,2014,22(2):86-91.LI Ye,ZHAO Yan,SUN Pei,et al.Effect of carbon fiber surface characteristics on the micro⁃interfacial properties of its reinforced composites[J].Materials Science and Technology,2014,22(2):86-91.
[13]杜善义,王晓宏,张博明,等.单丝复合体系界面力学行为的表征[J].哈尔滨工业大学学报,2010,42(7):1095-1136.DU Shanyi,WANG Xiaohong,ZHANG Boming,et al.Research progress in characterization of interface mechanical behavior of single fiber reinforced composites[J].Journal of Harbin Institute of Technology,2010,42(7):1095-1136.
[14]王路.聚合物结晶行为影响因素的研究[J].陕西科技大学学报,2008,26(5):76-79.WANG Lu.Research on the influence factors of polymer crystallinity[J].Journal of Shanxi University of Science and Technology,2008,26(5):76-79.
[15]权慧,李忠明,杨鸣波,等.半晶聚合物复合材料中的横晶[J].高分子通报,2005(3):9-20.QUAN Hui,LI Zhongming,YANG Mingbo,et al.Advance in the study of transcrystallinity in semi⁃crystalline polymer composites[J].Polymer Bulletin,2005(3):9-20.
[16]阮春蕾,刘春太.剪切流场中聚乙烯结晶过程的建模与模拟[J].化工学报,2016,67(5):2144-2151.RUAN Chunlei,LIU Chuntai.Numerical simulation of morphology and kinetics of polyethylene in shear flow[J].Journal of Chemical Industry and Engineering,2016,67(5):2144-2151.
(编辑 张积宾)
Interfacial morphology of UHMWPE fiber reinforced LDPE composites
WANG Sui,PENG Jiong,WANG Jian
(School of Chemical Engineering and Environment,Beijing Institute of Technology,Beijing 100081,China)
In order to realize the insert injection molding of polyethylene(PE)single⁃polymer composite(SPC),it is important to study the interfacial morphology of the matrix and reinforcement.In this study,the ultra⁃high molecular weight polyethylene(UHMWPE)fiber was used to reinforce low density polyethylene(LDPE)matrix.Thermodynamic properties of the fiber and matrix were tested by DSC.Polarizing microscope was adopted to simulate the molding process of PE SPC.The effects of different factors on the interfacial crystal morphology were investigated.The research results it could provide theoretical guidance for the insert⁃type injection molding process of PE SPC.The temperature range for the UHMWPE/LDPE composite was determined as 110.98~147.35℃ by the DSC results.Appropriate temperature and shear rate are conducive to the formation of interfacial transcrystallinity,which can produce better bonding between matrix and fiber and improve the mechanical properties of composites.Temperature has much greater influence than the shear,the injection temperature from 125 to 135℃ could be used to confirm the UHMWPE/LDPE composite without fiber melting.The effects on interface crystal morphology among fibers with each other are obvious,interfacial transcrystallinity could be found only around part filaments.It indicates that the structure of fiber bundles or fabric has great effect on the permeability of the matrix and the interface between the fiber and matrix.
ultra⁃high molecular weight polyethylene(UHMWPE);low density polyethylene(LDPE);single⁃polymer composite(SPC);interface;insert injection molding
TQ332
A
1005-0299(2017)01-0092-05
10.11951/j.issn.1005-0299.20150350
2015-12-18.< class="emphasis_bold">网络出版时间:
时间:2017-01-12.
国家自然科学基金资助项目(51403019).
王 遂(1990—),男,硕士研究生.
王 建,E⁃mail:wjj_0107@163.com.
猜你喜欢
设备管理与维修(2022年21期)2022-12-28 07:34:30
石材(2022年3期)2022-06-01 06:23:54
原道(2022年2期)2022-02-17 00:59:12
理化检验-化学分册(2020年5期)2020-06-15 11:36:04
电镀与环保(2018年4期)2018-08-20 03:08:02
制造技术与机床(2017年5期)2018-01-19 02:48:50
中国卫生标准管理(2015年24期)2016-01-14 09:28:57
中国塑料(2015年7期)2015-10-14 01:02:40
中国塑料(2015年5期)2015-10-14 00:59:40
新疆钢铁(2015年3期)2015-02-20 14:13:56