微波热压成形水玻璃纤维板的性能研究
2017-02-08 01:25刘富初陈东山向泰山杨华峰樊自田
粘接 2017年1期
杨 力,刘富初,陈东山,向泰山,杨华峰,樊自田
(1.华中科技大学材料成形与模具技术国家重点实验室,湖北 武汉 430074;2.福江集团有限公司,湖北 监利 433300)
微波热压成形水玻璃纤维板的性能研究
杨 力1,刘富初1,陈东山2,向泰山2,杨华峰2,樊自田1
(1.华中科技大学材料成形与模具技术国家重点实验室,湖北 武汉 430074;2.福江集团有限公司,湖北 监利 433300)
以水玻璃为胶粘剂,将压制成形后的板料坯体,经微波加热固化后制得新型水玻璃纤维板。对比分析了微波加热成形工艺和普通加热成形工艺对纤维板的加热固化时间、静曲强度、致密性等性能的影响,测试了微波加热固化水玻璃纤维板的性能(静曲强度、内结合强度、吸湿性和热稳定性)。结果表明,微波加热成形工艺制备纤维板,具有固化时间短、加热效率高、强度高、致密性好等优点。
纤维板;水玻璃;微波加热;吸水性;内结合强度;静曲强度
随着木材工业的不断发展,人造板应用范围也在持续扩大,越来越多的实木制品由人造板替代,其制品广泛用于家居行业、建筑行业、交通运输业等领域[1,2]。目前,人造板工业胶粘剂普遍采用脲醛树脂、酚醛树脂、聚氰胺-甲醛树脂等有机胶粘剂,这类胶粘剂人造板防火性能较差,且使用过程中有甲醛等有害性气体释放,影响了人造板行业的发展[3~5]。
随着人们对环保和健康的重视,可用于人造板的无甲醛释放胶粘剂成为研究热点。目前研究较多的无甲醛释放胶粘剂主要有异氰酸酯胶粘剂、生物质胶粘剂和热塑性树脂(塑料等)胶粘剂等[6~12],但这类胶粘剂的成本较高、耐水性和防火性较差,限制了它们的工业化应用。
目前国内外报道较多的无机胶粘剂板材有石膏纤维板以及水玻璃纤维板,石膏纤维板以建筑石膏粉为主要原料,各种纤维为增强材料的一种新型建筑板材,与水玻璃纤维板的成形工艺有一定的差别,并且石膏纤维板的制备成本相对较高、成形时间较长、成形后的纤维板强度较低、密度较大[13,14]。而水玻璃胶粘剂具有无甲醛释放、防火性好、工艺简单、成本较低等优点[15,16]。但是水玻璃为水溶液,现有人造板热压成形方法及装备成形水玻璃人造板,存在加热固化时间长、水蒸汽难以快速逸出、生产效率低、静曲强度低等问题。而采用微波加热的方法有望解决上述问题,具有加热速度快、加热均匀、强度较高等优点[17,18]。本文以水玻璃为胶粘剂,将压制成形后的板料坯体,经微波加热固化后制得水玻璃纤维板,测试该水玻璃纤维板的性能特征,探索微波成形水玻璃人造板在人造板工业中的可行性。
1 实验部分
1.1 原材料
试验材料木屑来源于杨木,呈纤维状,福江集团有限公司;水玻璃,模数M=2.3,密度1.48 g/ml,武汉市东海化工商行。
1.2 仪器与设备
DWIM-2MF型微波加热装置设有3个加热功率700 W、1 400 W和2 100 W,并自带抽湿装置,广州帝威工业微波设备公司;SHY叶片式搅拌装置,武陵世强铸造仪器厂;压力试验机,上海顶业机械制造有限公司;纤维板制样,尺寸为200 mm×50 mm的矩形模具,自制;SWG杠杆式万能强度试验机,武陵世强铸造仪器厂;SHIMADZU AG-100KN材料高温试验机,日本岛津;热重分析仪STA449F3,铂金-埃尔默仪器(上海)有限公司;扫描电镜Quanta 200,荷兰FEI公司等。
1.3 水玻璃纤维板试样的制备工艺流程
将木屑纤维与水玻璃胶粘剂按比例混合搅拌均匀后铺装在200 mm×50 mm的矩形模具中压制成形,压制压力为4 MPa,再将成形后的板料坯体加热固化(微波加热或普通加热),其中微波加热功率为1 400 W,普通加热温度为150 ℃,每种纤维板的加热时间与水玻璃加入量相关,水玻璃加入量越多、时间越长,使纤维板都充分加热固化之后脱模即得到水玻璃纤维板试样,待试样冷却后对其各项性能进行测试。
1.4 性能测试
待纤维板试样冷却到室温后,纤维板试样静曲强度采用SWG杠杆式万能强度试验机进行测试,由于试样为非标样,根据GB/T 17657—2013和实验室的测试条件,纤维板的静曲强度按照式(1)进行计算,取3个试样的平均值。

其中σb为 试样的静曲强度,MPa;Fmax为 试件破坏时的最大载荷,N;l1为跨距,为80 mm;b为试件宽度,为50 mm;t为试件厚度,mm。
纤维板试样内结合强度采用SHIMADZU AG-100KN材料高温试验机测试,根据GB/T 17657—2013的测试方法,纤维板的内结合强度按照式(2)进行计算,取3个试样的平均值。
其中σ为试样的内结合强度,MPa;Pmax试件破坏时的最大载荷,N);l为试样长度,为50 mm;b为试件宽度,为50 mm。
由于环境的温湿度对水玻璃纤维板的强度影响较大,参考铸造水玻璃砂的吸水性测试方法,采用KCS-3100恒温恒湿试验箱模拟不同温度和湿度环境,纤维板试样的初始质量为m0,纤维板存放一定时间后的质量为m1,则纤维板试样的吸水性为φ=(m1-m0)/m0。
利用热重分析仪对水玻璃纤维板进行热稳定性分析。
2 结果与分析
2.1 不同加热成形工艺对水玻璃纤维板性能的影响
比较分析微波加热与普通加热成形工艺制备的纤维板加热固化时间、静曲强度和不同环境湿度下的吸水性,结果如表1和图1所示。不同加热成形工艺下水玻璃纤维板的断口微观形貌如图2所示。
由表1和图1可知,与普通加热成形的水玻璃纤维板相比,微波加热成形的水玻璃纤维板厚度更小、静曲强度高、固化速度快、在相同时间内吸水性较低。
由图2可以看出,微波加热成形的水玻璃纤维板更加紧密。水玻璃是硅酸钠水溶液,在微波或普通加热时,纤维板温度上升,胶粒之间发生凝聚,使硅酸缩合,形成玻璃状硅酸钠网状结构,从而产生粘接力,使纤维板具有一定的静曲强度,并在一定压力下会产生收缩变形[19]。但是,普通加热是传导式加热,即由表及里地逐步加热,水分蒸发速度慢、纤维板加热固化效率低,并且纤维板表层先受热固化、内部水分蒸发逸出时会形成空隙;微波加热是体积式加热,纤维板内外均匀加热,硅酸分子和水分子在微波加热时高速振荡,胶粒热运动更加剧烈,发生凝聚使硅酸缩合,迅速形成的胶粒紧密细小、大小均匀,水分蒸发速度更快,在一定压力下制备的纤维板会更加紧密,因而通过微波加热成形的纤维板强度更高、吸水性较低。

表1 不同加热成形工艺对水玻璃纤维板性能的影响Tab.1 Effect of different thermal forming processes on performance of sodium silicate fiberboard
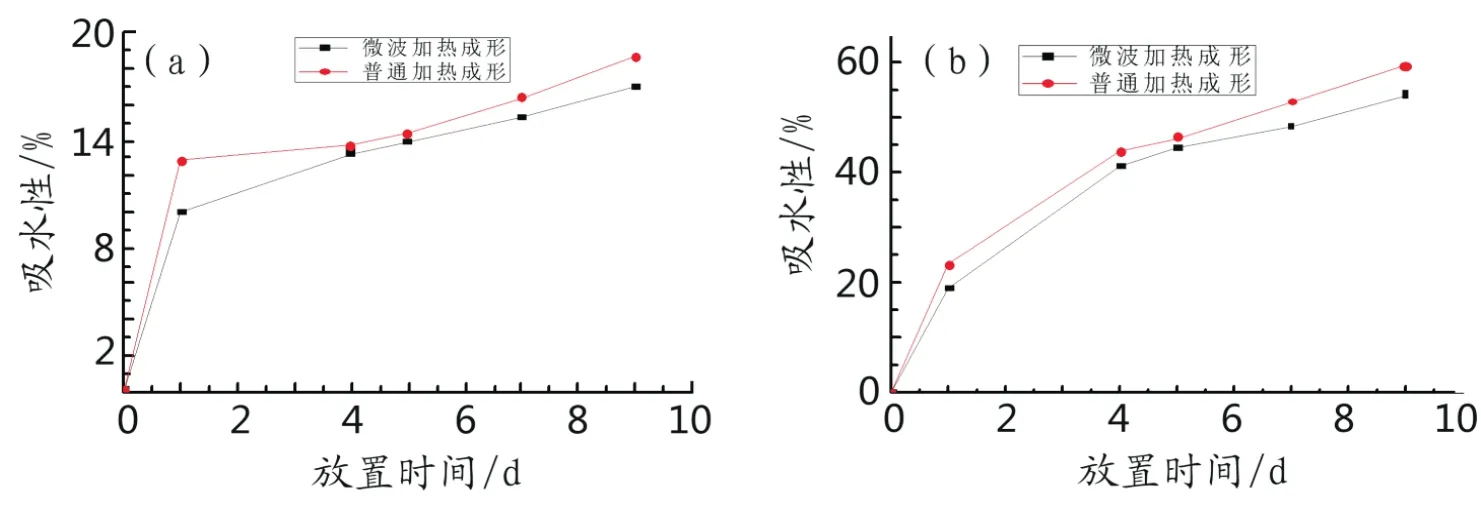
图1 不同加热成形工艺下水玻璃纤维板的吸水性Fig.1 Hygroscopicity of sodium silicate fiberboards prepared by different heating forming processes(a.环境相对湿度:75%~80%;b.环境相对湿度:95%~100%)
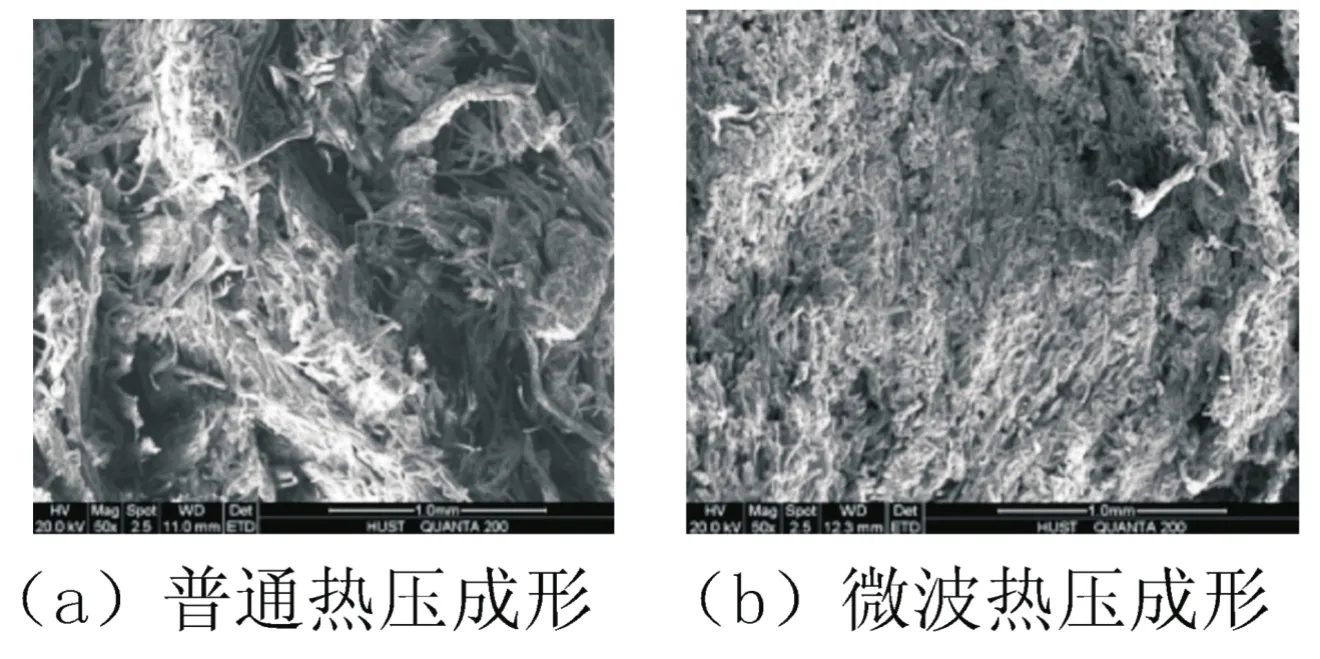
图2 不同加热成形工艺下水玻璃纤维板断口的微观形貌Fig.2 Fracture morphology of sodium silicate fiberboards prepared by different heating forming process
2.2 微波热压成形下水玻璃纤维板性能研究
2.2.1 水玻璃纤维板的静曲强度与内结合强度
微波热压成形下水玻璃纤维板静曲强度与内结合强度分别如图3和图4所示。
由图3可知,随着水玻璃加入量的增加,纤维板的静曲强度先增大后减小,当木屑与胶粘剂的质量比为1:1.6时,纤维板的静曲强度最高。木屑是通过水玻璃粘接在一起的,理论上水玻璃的加入量越多,纤维板的静曲强度会越高,但在压制成形纤维板坯料时,水玻璃的加入量(木屑与水玻璃的质量比>1:1.6)过多后,水玻璃与木屑反应的基团比例没有增加,多余的水玻璃会受压溢出,这样不仅浪费原材料,而且制备的纤维板静曲强度也没有提高。因此,在满足人造板强度要求的前提下,木屑与水玻璃的质量比在1:1~1:1.6为佳。根据图3所示,当木屑与水玻璃的质量比在1:1~1:1.6时,水玻璃纤维板具有较好的静曲强度,所以图4研究了在此范围内不同水玻璃加入量对水玻璃纤维板内结合强度的影响。
由图4可知,随着水玻璃加入量的增加,水玻璃纤维板的静曲强度不断增大,且不同比例下的水玻璃纤维板的内结合强度均满足国标GB/T 11718—2009的要求。
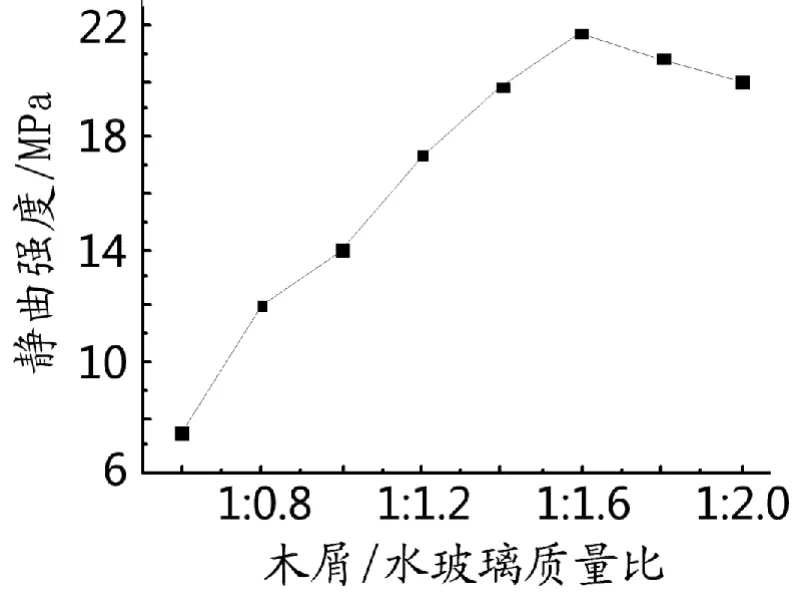
图3 水玻璃的加入量对纤维板静曲强度的影响Fig.3 Effect of sodium silicate amount on MOR of fiberboard
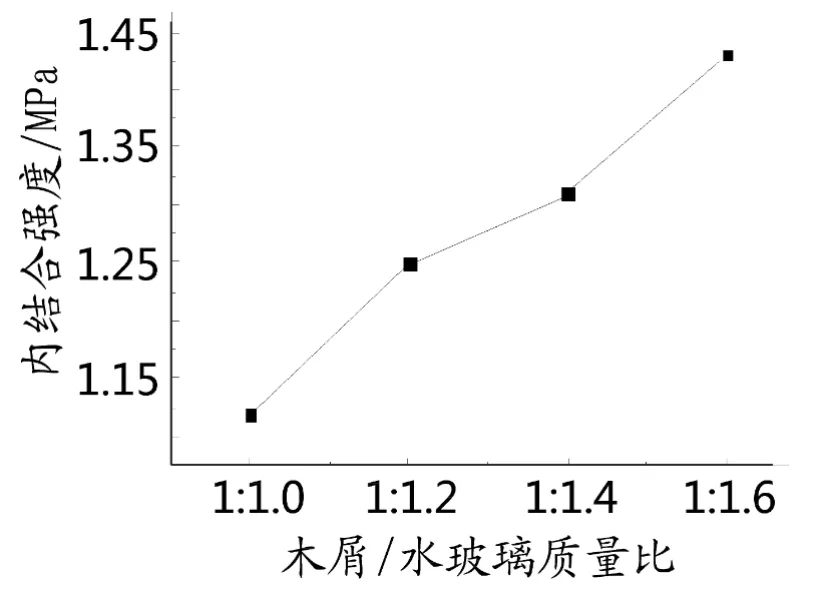
图4 水玻璃的加入量对纤维板内结合强度的影响Fig.4 Effect of sodium silicate amount on IB of fiberboard
2.2.2 水玻璃纤维板的吸水性
在微波加热功率为1 400 W、加热时间与预压成形压力一定、木屑与水玻璃的质量比为1:1时,将微波加热固化后的纤维板试样放置在恒温恒湿试验箱中,测试不同环境湿度和存放时间对纤维板试样静曲强度和吸水性的影响,结果如表2和图5所示。其中存放环境的温度均为23 ℃。
由表2可知,当存放时间相同时,环境湿度越大,纤维板吸水性越大、强度下降幅度越大;在相对湿度为95%~100%的环境下存放7 d后,纤维板的静曲强度为0,而在相对湿度为75%~80%的环境下存放7 d后,纤维板仍然具有一定的强度。因此,环境湿度对纤维板吸湿性和静曲强度有较大影响。
由图5可知,随着存放时间的增大,纤维板试样的吸水性先增大后趋于稳定;随着环境湿度的增大,纤维板试样的吸水性增大;当环境湿度从75%~80%增大到95%~100%时,纤维板试样的吸水性达到稳定的时间延长。其原因是纤维板中加热固化的水玻璃在存放时会吸湿,并且其吸水性会随着存放时间和环境湿度的增大而增加[20,21],吸湿后纤维板试样的水蒸汽压不断增加,最终与环境中的水蒸汽压达到动态平衡,此时纤维板试样的吸水性宏观上表现为随时间上下波动,这与环境温度与环境湿度小幅变化有关。

表2 不同环境湿度对水玻璃纤维板性能的影响Tab.2 Effect of environmental relative humidity on performance of sodium silicate fiberboard
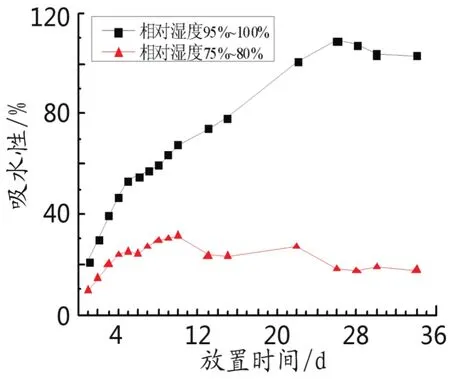
图5 存放时间对水玻璃纤维板吸水性的影响Fig.5 Effect of storage time on hygroscopicity of sodium silicate fiberboard
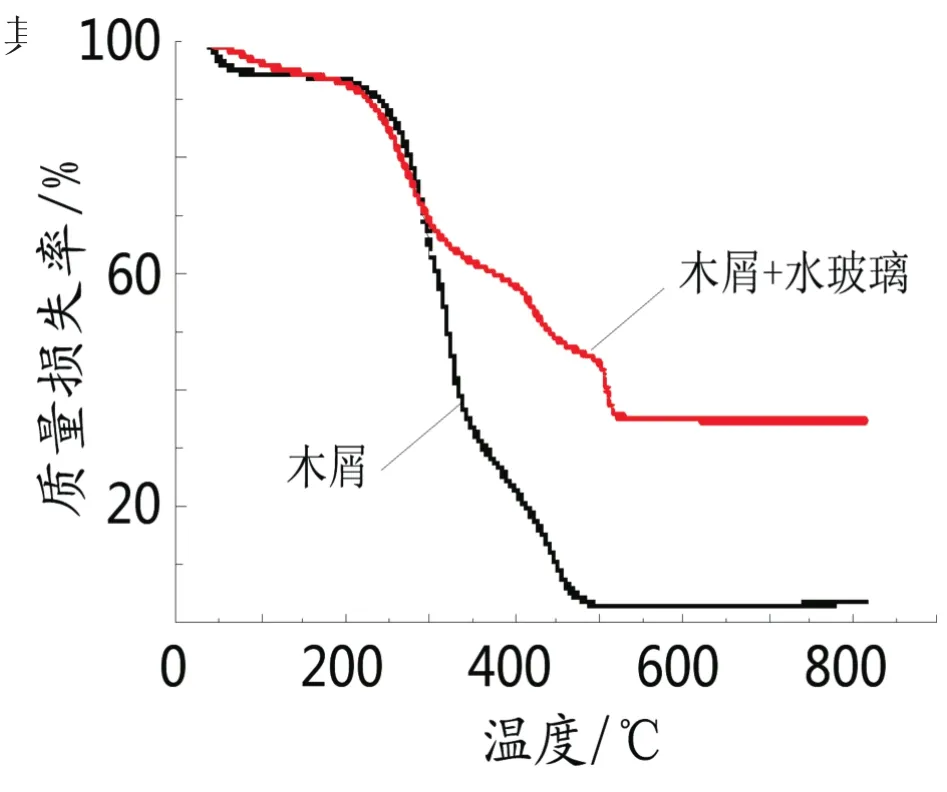
图6 木屑与水玻璃纤维板的热重分析Fig.6 TGA curves of wood fiber and sodium silicate fiberboard
2.2.3 水玻璃纤维板的热稳定性
对纤维板试样取样进行热重分析测试。工艺参数如下:温度为800 ℃,升温速率为10 ℃/min,结果如图6所示。
由图6可知,随着温度的升高,木屑和纤维板试样的质量不断减小;温度小于200 ℃时,木屑和纤维板试样的质量减少幅度较小,这是由木屑和纤维板试样中水分蒸发引起的;当温度在200~500 ℃时,木屑和纤维板试样的质量减少幅度均较大,其中木屑质量减少幅度比水玻璃胶粘剂纤维板试样更大;当温度高于500 ℃时,木屑的质量失重率大于95%,而纤维板试样的质量失重率在65%左右。其原因是木屑在高温下全部燃烧,而水玻璃纤维板试样高温下只是木屑全部燃烧、硅酸钠仍然存在,同时硅酸钠起到一定的隔热作用提高了耐高温性能。而现有的有机胶粘剂纤维板因胶粘剂含有碳氢化合物,
3 结论
(1)微波加热成形工艺制备的水玻璃纤维板具有固化时间短、加热效率高、静曲强度较高、致密性好等优点。在满足水玻璃纤维板强度要求的前提下,可尽量减少水玻璃的加入量,这样既节约成本也可降低纤维板的吸湿性。
(2)水玻璃纤维板耐高温性能较好,为了使水玻璃纤维板具有较好的静曲强度和内结合强度,木屑纤维与水玻璃的质量比选择为1:1~1:1.6。
(3)水玻璃纤维板具有较大吸湿性,环境湿度越大和存放时间越长,纤维板吸湿量越大、强度下降越快,对如何提高水玻璃纤维板的抗吸湿性和强度有待更深入研究。
参考文献
[1]宋斐.环保阻燃胶合板制备及性能研究[D].北京:北京林业大学,2010.
[2]李伟.防霉无醛胶合板制造工艺研究[D].南京:南京林业大学,2013.
[3]王正.无甲醛人造板研究现状及应用前景[J].中国人造板,2008,15(1):1-4.
[4]陈月辉,胡剑青,夏杰.我国木材用胶粘剂的现状和发展趋势[J].上海工程技术大学学报,2001,15(4):304-308.
[5]Pizzi A.Advanced wood adhesives technology[M].New York:Marcel Dekker,1994.
[6]常亮,郭文静,陈勇平,等.人造板用无醛胶黏剂的研究进展及应用现状[J].林产工业,2014,41(1):3-6.
[7]Bao S,Daunch W A,Sun Y,et al.Solid state two-dimensional NMR studies of polymeric diphenylm ethane diisocyanate(PMDI) reaction in wood[J].Forest Prod,2003,53(6):63-71.
[8]Das S,Malmberg M J,Frazies C E.Cure chemistry of wood/polymeric isocyanate bonds[J]. International Journal Adhesion and adhesives,2007, 27(3):250-257.
[9]Imam S H,Goedon S H,Mao L J.et al. Environmentally friendly wood adhesive from a renewable plant polymer:characteristics and optimization[J].Polymer Degradation and Stability, 2001,73(3):529-533.
[10]Linda L,Charles RF.Chromatographic Analysis of the Reaction of Soy Flour with Formaldehyde and Phenol for Wood Adhesives[J].Journal of the American Oil Chemists' Society,2007,84(8):769-776.
[11]李翾.丙烯酸树脂乳液-水分散异氰酸酯无甲醛人造板胶粘剂的制备与黏合性能[D].西安:陕西科技大学,2012.
[12]张军涛,杨晓泉,黄立新.改性大豆蛋白胶粘剂的研究进展[J].粘接,2004,25(4):31-33.
[13]汪潇,金彪,杨留栓.硫酸钙晶须增强石膏板的研究[J].硅酸盐通报,2015,227(8): 2134-2138.
[14]赵艳,刘明利,唐朝发,等.抗静电脱硫石膏纤维板的研制[J].林产工业与工业,2015,35(3):39-42.
[15]刘晓梅,吴义强,姚春华,等.Na2SiO3基木材胶粘剂的胶合与阻燃特性[J].中南林业科技大学学报,2012, 32(1):24-27.
[16]张新荔,吴义强,胡云楚,等.人造板用反应型硅酸钠胶粘剂制备与性能研究[J].中南林业科技大学学报,2012,32(1):83-87.
[17]樊自田,王继娜,汪华方,等.水玻璃砂型或砂芯的微波硬化方法[P].CN 200810197391.5,2009-03-25.
[18]Menezes R R,Souto P M,Ruth H G A,et al. Microwave hybrid fast sintering of porcelain bodies[J].Journal of Materials Processing Technology,2007,190(1/3):223-229.
[19]王继娜,徐开东,樊自田.典型硬化工艺水玻璃砂型吸湿机理研究[J].热加工工艺,2012,41(13):45-48.
[20]樊自田,朱以松,董选普.水玻璃砂工艺原理及应用技术[M].北京:机械工业出版社,2016.
[21]Liu F,Fan Z,Liu X,et al.Research on Humidity Resistance of Sodium Silicate Sand Hardened by Twice Microwave Heating Process[J]. Materials and Manufacturing Processes, 2014, 29(2):184-187.
Study on performance of sodium silicate fiberboard prepared by microwave hot pressing
YANG Li1, LIU Fu-chu1, CHEN Dong-shan2, XIANG Tai-shan2, YANG Hua-feng2, FAN Zi-tian1
(1.State Key Laboratory of Materials Processing and Die and Mould Technology, Huazhong University of Science and Technology, Wuhan 430074, Hubei, P.R. China; 2.Fujiang Group Co., Ltd., Jianli, Hubei 433300, China)
Using sodium silicate (water glass) as the binder, the press-formed board embryo was cured by the microwave hot processing and the new sodium silicate fiberboard was prepared. The performance difference between the fiberboards formed by microwave heating and normal heating forming process were compared and analyzed in this paper. The modulus of rupture (MOR), internal bonding strength (IB), hygroscopicity and thermal stability of the sodium silicate fiberboard cured by the microwave heating were measured. The results show that the sodium silicate bonded fiberboard produced by the microwave hot pressing process possesses the advantage of shorter heat-curing time, higher heating efficiency, higher strength, and better compactness .
fiberboard; sodium silicate; microwave heating; hygroscopicity; IB; MOR
TQ 437+.5
A
1001-5922(2017)01-0028-05
2016-07-14
杨力(1991-),男,硕士研究生,研究方向:人造板用胶粘剂与成形方法。E-mail:yanglmq@yeah.net。
樊自田(1962-),博士生导师。研究方向:水玻璃无机胶粘剂及应用,薄壁复杂铝(镁)合金材料及其精确铸造成形等。E-mail:fanzt@mail.hust.edu.cn。
国家自然科学基金(No.51375187)。
猜你喜欢
农村科学实验(2021年21期)2021-12-25
农村科学实验(2021年19期)2021-12-24
农村科学实验(2021年8期)2021-07-22
玻璃纤维(2021年3期)2021-07-20
海洋科学(2020年3期)2020-04-17
中外公路(2020年3期)2020-01-19
山西交通科技(2020年4期)2020-01-06
国际木业(2019年6期)2019-09-10
国际木业(2018年3期)2018-09-10
湖北农业科学(2016年23期)2017-03-17