数控加工的相关坐标系与定位形式
2017-01-18 05:56:26曾祥君
山西青年 2017年3期
曾祥君
大连市轻工业学校,辽宁 大连 116023
数控加工的相关坐标系与定位形式
曾祥君
大连市轻工业学校,辽宁 大连 116023
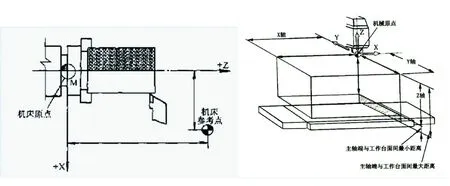
依据右手笛卡尔坐标判别和工件固定不动,刀具移动切削的原则,我们可以直观地分辨坐标轴的方向与位置。在此基础上机床原点是一固定位置,多设置在主轴法兰盘接触面的中心。如图所示的机床参考点是已知量(机床极限位置),可根据它的位置间接确定机床原点M的位置。回零(返参)操作后机床坐标系建立完成。
工件坐标系又称编程坐标系,是工艺设计人员在编程时设定的坐标系,工件坐标系的坐标轴与机床坐标系方向一致。而工件坐标系原点的位置通常放置在对称的工件几何中心上,当然数控铣和加工中心上也有角坐标的形式。

刀具与工件坐标系之间有确定的位置关系,该参数值是在机械坐标系中产生的。当我们采用试切法或寻边器对刀结束后,设置程序调用工件坐标系的方法有两种,G92与G54-G59。例如:当执行G92 X10 Y10时,常会认为是刀具运行到达X10 Y10点位上。其实,G92指令程序段只是设定加工坐标系,并不产生任何动作,这时刀具早已处于工件坐标系中的X10 Y10点上。
而G54-G59指令程序段可以和G00、G01指令进行组合,如G54G90G01 X10 Y10,运动部件在选定的工件坐标系中进行移动。程序段运行后,无论刀具当前处于哪个位置,它都会移动到工件坐标系中的
X10 Y10点上。二者的区别在于G92以当前刀具到达点位定义工件坐标系(刀具不动),G54-G59以目标点位定义工件坐标系(刀具移动)。
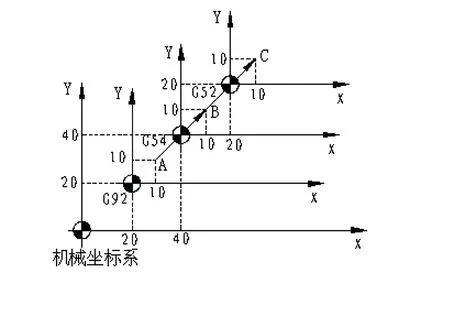
在高端编程操作中我们会利用到G52代码进行局部坐标生成,它的格式为G52 XYZ,其中XYZ参数是局部坐标系原点在当前工件坐标系中的坐标值。G52指令能在所有的工件坐标系(G92、G54-G59)内形成子坐标系,即局部坐标系,具体如上图。
含有G52指令的程序段中,绝对值编程方式的指令值就是在该局部坐标系中的坐标值。设定局部坐标系后,工件坐标系和机床坐标系保持不变。我们可以利用该程序段的特点,制作出很多复杂的型面和趣味零件。以上图为例,除固定位置的机械坐标外,一个程序中可出现三种坐标定义形式:G92、G54、G52。完成中间A——C点的切削,具体程序编制如下:
刀具沿A→B→C路线进行,刀具起点在(20,20,0)处
N02 G92 X20 Y20 Z0;设定G92为当前工作坐标系
N04 G90 G00 X10 Y10;快速定位到G92工作坐标系中的A点
N06 G54;将G54置为当前坐标系
N08 G90 G00 X10 Y10;快速定位到G54工作坐标系中的B点
N10 G52 X20 Y20;在当前工作坐标系G54中建立局部坐标系G52
N12 G90 G00 X10 Y10;定位到G52中的C点
在实际生产中,常会遇到大批量生产的情况,熟练地技术工人会将机床工作台合理划分区域,在一个加工区间内完成多个工件的加工。这就需要使用到多坐标系设定的相关知识。而G52指令的就能帮助操作者完成多坐标系的设定,熟练掌握该指令将对企业生产力的提高起到良好的促进作用。
TG
A
1006-0049-(2017)03-0197-01
猜你喜欢
科普童话·神秘大侦探(2023年1期)2023-05-30 12:48:10
电动工具(2022年2期)2022-05-18 08:40:38
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
现代苏州(2019年16期)2019-09-27 09:31:02
语言与文化论坛(2019年3期)2019-04-13 02:25:04
测控技术(2018年5期)2018-12-09 09:04:26
电子测试(2018年18期)2018-11-14 02:30:34
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
湖北文理学院学报(2017年2期)2017-04-16 05:09:06
燕山大学学报(2015年4期)2015-12-25 02:20:01