基于S7-300 PLC呼吸法真空烘干箱控制系统的设计
2017-01-16 01:14寇水潮
计算机测量与控制 2016年12期
柴 琦,姜 宁,赵 煦,寇水潮
(西安热工研究院有限公司,西安 710054 )
基于S7-300 PLC呼吸法真空烘干箱控制系统的设计
柴 琦,姜 宁,赵 煦,寇水潮
(西安热工研究院有限公司,西安 710054 )
针对传统烘干设备存在效率低、箱体分离等问题,提出了一种基于西门子S7-300 PLC的呼吸法真空烘干法,并设计了呼吸法真空烘干控制系统。系统以管路加热和箱体加热为基础,利用WINCC、MP-377 HMI触摸屏和S7-300 PLC结合对所采集的温度信号进行分析,然后依次完成烘干箱加热、吹除和抽真空等工作流程;最后将压力、温度和时间等运行参数保存至工控上位机上;经现场调试,本设计方案可行、稳定,具有一定的实用性。
呼吸法真空烘干法;S7-300 PLC;MP-377 HMI;WINCC;工控上位机
0 引言
目前烘干技术已经在生物、化工、航空和航天领域广泛使用。经某工厂现场调查表明:现有的烘干设备大多采用烘干箱体和控制系统分离的机械结构,在使用时仅能对1个产品进行烘干,且整个烘干过程需要9~15个小时。由于箱体容量较小和温度控制精度差等问题造成了烘干效率低、加热不彻底等问题。当烘干设备在航空、航天领域应用时,需可靠性和精确度极高呼吸法真空烘干设备。
20世纪90年代初,美国率先将智能微处理器应用在烘干控制系统中,随后几年基于智能嵌入式微处理的烘干技术成为各国研究的热点。在互联网和工控技术迅速的发展的前提下,未来烘干设备将朝着全自动、无人值守方向发展。本设计在传统烘干技术的基础上,优化了现有烘干箱控制系统,并开发了基于S7-300 PLC和HMI结合的呼吸法真空烘干控制平台,在一定程度上提高了烘干效率。
1 系统总体方案设计
基于S7-300呼吸法真空烘干箱控制系统技术上要求系统管道加热温度控制精度为4.40%,烘干箱加热温度控制精度为3.70%。针对传统烘干设备一次只能烘干一个产品,烘干方式单一,加热介质为水,且存在加热效率和烘干效率低等问题,本烘干系统在17.5 Mpa气源作为传热介质的基础上利用工控机PC、Profibus通信、Ethernet/IP工业以太网通信、MP377-HMI触摸屏、真空泵、S7-300 PLC、压力和温度传感监测技术实现抽真空、吹除、加热3种产品烘干方式结合的远程自动、手动无人值守呼吸法真空烘干箱控制系统。S7-300 PLC的AI模拟量输入模块在采集、分析2路温度和6路压力变送器输出的4-20 mA信号后,按照HMI触摸屏和工控机WINCC上位机预先设置的产品吹除、产品抽真空、产品加热、产品运行时间等工艺流程,通过AO模拟量输出模块控制管道加热器、烘干箱加热器,利用DO数字量输出模块控制真空泵和4路气孔阀门,并完成管道温度和烘干箱温度在室温—60℃范围内稳定控制。系统HMI触摸屏主要用来显示温度、压力、系统运行状态等信息,并将数据实时保存至U盘。系统总体方案如图1所示。

图1 系统总体方案
2 系统工艺流程
整个系统主要包括烘干箱、管道加热系统、压力控制系统、真空泵、管路电磁阀、压力温度测控系统。其中烘干箱、吹除气体的温度、管路的压力采集和电磁阀、真空泵、加热器的控制均由PLC完成。系统通过S7-300控制管路和箱体温度实现产品烘干,当对产品进行抽真空工作流程时,相当于人类内吸气动作。当对产品进行吹除工艺流程时,相当于人类的呼气工作。根据工业现场功能需求所设计的呼吸法真空烘干控制系统的工艺流程如图2所示。

图2 系统工艺流程
系统自动烘干控制流程为产品吹除流程、抽真空流程和烘干箱加热等3种操作流程的组合。每种自动工艺流程可由HMI触摸屏选择设定,且依据HMI预先设定的系统运行参数进行循环自动运行,直至系统整体运行时间到,则停止。
3 系统硬件设计与实现
系统硬件接线主要由PLC、触摸屏、继电器控制模块、直流电源、真空泵等组成。S7-300 PLC通过AI通道采集烘干箱内和管路内吹除气体的温度,根据设定温度和变化参数,采用PID算法,利用AO通道控制加热可控硅,使烘干箱和吹除气体达到设定温度。PLC控制器通过DO通道,控制系统管路电磁阀、真空泵、烘干箱换气装置,根据设定的控制时序和温度压力条件进行自动控制。HMI触摸屏和PLC之间通过DP线连接,HMI主要用来显示系统各个压力、温度参数、进行试验配置、保存试验数据,进行数据回放、上传试验数据。HMI触摸屏可以设定烘干箱温度、管路吹除气体温度、吹除压力、烘干时间,烘干温度、静置时间,吹除时间,抽真空压力、抽真空时间,间隔时间,热压缩空气压力、热压缩空气温度,同时可以保存、回放、上传试验数据。系统硬件接线如图3所示。

图3 系统硬件接线图
4 软件设计
在完成系统机械管路和已经接线的基础上,通过STEPV5.5编写梯形图语言程序。系统软件主要由吹除程序、抽真空程序和烘干程序组成。各部分程序联合工作完成产品的烘干、控制和显示功能。其中软件分为自动和手动两种控制方式,自动控制由6种工艺流程组成,手动控制由3种工艺流程组成。系统软件流程如图4所示。

图4 软件流程图
4.1 HMI主界面设计
系统HMI主界面在MP377触摸屏上利用Wincc Flexible组态软件开发设计。MP377触摸屏和S7-300 PLC之间采用Profibus-DP通信方式,在Wincc Flexible组态软件上保存并配置好Profibus-DP地址和通信频率后,将HMI组态界面下载至MP377触摸屏内。系统人机操作界面主要由主界面、参数设定界面、趋势界面、报警界面和工艺流程设定界面组成。其中呼吸法真空烘干控制系统操控主界面显示系统整体运行状态、时间设定、温度设定和压力设定。呼吸法真空烘干控制系统主界面如图5所示。

图5 HMI主界面
4.2 工控机主界面设计
为实现呼吸法真空烘干控制设备的远程控制,利用WINCC7.0开发了系统工控机远程控制界面。在WINCC7.0上设置以太网通信地址后,将S7-300 PLC连接至局域网,工控机通过S7-300 PLC的网络地址实现呼吸法烘干箱的远程监控功能。工控机主界面主要由数据报表系统、趋势画面组成,报表系统主要负责将系统运行数据实时存储至SQL数据库中,趋势画面则显示了温度和压力的实时运行状态。呼吸法真空烘干控制系统工控机主界面如图5所示。
图5 工控机主界面
5 实验结果分析
在上述系统总体方案设计、系统工艺流程、系统软件设计基础上,结合3种手动工艺流程和6种自动工艺流程,对被试产品进行烘干。实验中的具体参数为:气源压力为17.5 Mpa,经减压阀J1后压力变为0.56 Mpa,经减压阀J2后压力变为0.56 Mpa,经减压阀J3后压力变为0.53 Mpa。设置管道加热温度为0-60℃范围内变化,烘干箱加热温度为0-60℃范围内变化,总体系统运行时间为120 Min,系统运行工艺流程为自动:吹除-抽真空-加热,抽真空压力设定为0.1 Kpa。表1为上述方法所测得的呼吸法真空烘干设备的检测结果分析。
由表1可以看出,系统管道加热温度控制误差为1.12%~4.40%,烘干箱加热温度控制误差为1.22%~3.70%,管道和烘干箱温度控制误差较小,且能达到系统4%左右的设计误差需求。
6 结论
本设计按照系统的功能需求,结合现场实际情况,设计出基于S7-300 PLC的呼吸法真空烘干控制系统,并按照操作工艺流程实现了产品自动和手动两种烘干方式。系统首先绘制系统机械管路图和系统硬件电路原理接线图。然后完成机械管路部分平台的搭建,依据设计好的原理接线图展开系统电气部分的布线,检查机械管路的气密性和合理性,并验证电气部分接线的正确与否。最后,完成系统HMI触摸屏、工控机和S7-300之间的联合调试,直至达到规定的功能指标为止。呼吸法真空烘干箱控制系统一方面现场工作人员可靠烘干数据,实现了对产品更高效率的烘干。另一方面将所测数据远程传输至工控机上,方便工作人员远程了解产品目前烘干运行情况。
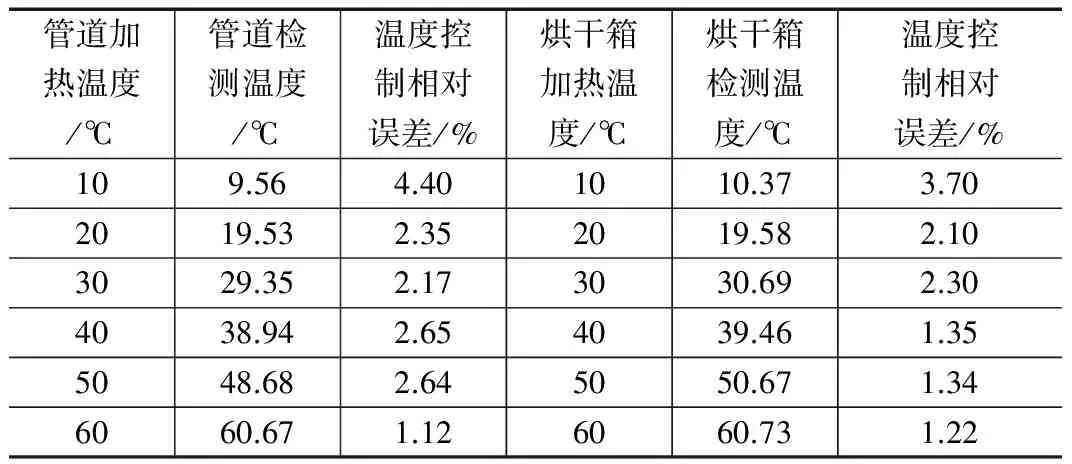
表1 系统实验测试结果
[1] 杜京义,寇水潮,田 伟.非接触式汽轮机速度检测系统的设计[J].计算机测量与控制,2015,23(9):2968-2973.
[2] 申少君.制动阀配件真空干燥系统的设计[J].城市建设理论研究,2014,30:2983-2984.
[3] 陆 英,李习峰,张 昱.基于PLC的真空喷涂控制系统[J].工业控制计算机,2015,10:57-58.
[4] 颜志成.基于PLC的真空压力控制系统设计[J].机电工程技术,2015,7:63-66.
[5] 周绍志,李春林,杨俊恒,等.运载火箭吹除气体加温控制方式[J].导弹与航天运载技术,2015,3:100-103.
[6] 王雪芹,陈儿同,王 芳.全自动真空冷却性能测试装置的研制[J].制冷与空调,2005,2:71-74.
[7] 王成琼,向六昭.基于PLC的JHE21-160型高性能压力机控制系统的设计[J].制冷与空调: 2015,9:111-115.
Design of Breathing Vcuum Drying Box Control System Based on S7-300 PLC
Chai Qi , Jiang Ning, Zhao Xu, Kou Shuichao
(Xi′an Thermal Power Research Institute Co., Ltd, Xi′an 710054, China)
Aiming at the traditional drying equipment has low efficiency and box separation problems, a breathing vacuum drying method based on Siemens S7-300 PLC is proposed, and the breathing vacuum drying control systems is designed. On the basis of pipe heating and box heating, using WINCC, MP-377 HMI touch screen and S7-300 PLC to analyze the collected temperature signal, and then finish drying box heating, blowing and vacuum process flow. Finally, the operating parameters such as pressure, temperature and run time are stored on the industrial PC. Industrial field applications shows that this design scheme is feasible, stable, and has a certain practicality.
breathing vacuum drying method;S7-300 PLC;MP-377 HMI;WINCC;industrial PC
2016-07-12;
2016-08-01。
柴 琦(1982-),男,陕西西安人,工程师,主要从事火电厂电气方向的研究。
1671-4598(2016)12-0078-03
10.16526/j.cnki.11-4762/tp.2016.12.022
TP273
A
猜你喜欢
中学生数理化(高中版.高考理化)(2022年4期)2022-05-25
中学生数理化·高一版(2020年2期)2020-04-21
铁道通信信号(2020年12期)2020-03-29
装备制造技术(2019年12期)2019-12-25
制造技术与机床(2018年11期)2018-11-23
电子制作(2018年19期)2018-11-14
知识就是力量(2018年7期)2018-07-11
自动化博览(2014年6期)2014-02-28
自动化博览(2014年4期)2014-02-28
自动化与仪表(2014年10期)2014-02-26