电镀高强度螺丝断裂分析
2017-01-16 03:24:46郭垚峰周海生王永明
材料研究与应用 2016年4期
郭垚峰,周海生,王永明,李 珍
富士康科技集团鸿富锦精密电子(郑州)有限公司,河南 郑州 450000
电镀高强度螺丝断裂分析
郭垚峰,周海生,王永明,李 珍
富士康科技集团鸿富锦精密电子(郑州)有限公司,河南 郑州 450000
电子产品内一批次电镀紧固螺丝额定扭力装配后,放置一段时间发生断裂.通过外观和金相观察、断口和成分分析及硬度测试等,对螺丝断裂原因进行了研究,并提出了解决方案.结果表明:该批次螺丝断口为氢脆特征,基体硬度较高;在采用了双层电镀后没有后续去氢处理,是螺丝氢脆断裂的主要原因.
螺丝;断裂;氢脆;电镀
螺丝作为最常见的可拆卸紧固件,被称之为工业之米.小到手机、手表,大到飞机、桥梁,螺丝在日常生活及生产中起着必不可缺的作用.先进的螺丝是机械制造之本,远远超出其表面产值,有着四两拨千斤的效果.正因如此,螺丝的失效破坏也会带来系统层面的巨大附加损失.
某厂采购一批次电镀高强度螺丝,用于电子产品装配.螺丝要求可承受的扭力≥1.2 kgf·cm,在以不大于0.5 kgf·cm额定扭力上紧螺丝,在周围涂液态胶固化,室温下放置数天后发现相当数量的螺丝发生断裂,结果造成该批次电子产品报废.螺丝生产工艺:来料热处理→螺纹加工→螺丝热处理(淬火+中温回火)→表面电镀(镀铜+镀镍)→检测→出厂.为找到螺丝断裂原因并规避后期风险,对该批次失效螺丝进行一系列理化检测.
1 试验部分
选取断口新鲜且完整的失效螺丝一根,使用VHX-600E型3D光学显微镜观察其宏观断口形貌进行初步判断.用HITACHI-SU1510型扫描电子显微镜,对螺丝断口进行微观分析,并结合HORIBA-EX250型能谱分析仪,对断口位置的成分进行分析.利用ZEISS-Imager.A2m型金相显微镜,对螺丝靠近断口位置基材的组织及螺丝镀层的结构进行观察.用日本MITUTOYO维氏硬度计,对螺丝基材进行显微硬度测试.设计液体石蜡浸渍实验,定性判断螺丝是否含有超标氢.
2 测试与分析
取失效螺丝于光学显微镜下观察,如图1所示.从图1可见:螺丝断口呈现很多小亮面,表现出脆断特征[1];断裂螺丝周围蓝色区域为已固化的固定胶,断口区域未发现残留胶,说明裂纹出现于涂胶工段后,符合实际中延迟断裂之特征.
2.1 断口分析
2.1.1 形貌及金相
图2为失效螺丝的SEM断口形貌.从图2可见,失效螺丝断口整体为沿晶断裂,呈冰糖状,晶界棱线清楚,晶面光滑.同时,螺丝断口可观察到较多二次裂纹、微孔与发纹,呈现出氢脆断口特征[1].整个断口面无明显夹杂、氧化等异常.

图1 失效螺丝外观 (a)100×;(b)300×Fig.1 The photo of the failed screw
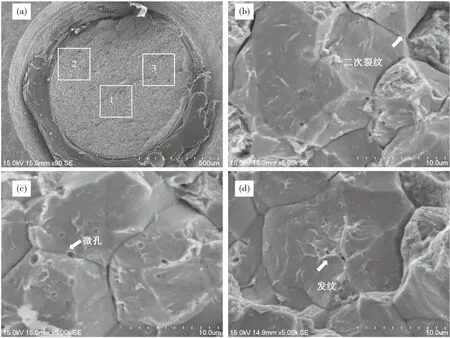
图2 失效螺丝断口微观特征(a)整体;(b)1区域;(c)2区域;(d)3区域Fig.2 Fracture micrograph of the failed screw(a)entire;(b) area 1;(c) area 2;(d) area 3
图3为失效螺丝截面金相图.从图3可见,螺丝断口位置与基材组织均为马氏体位向分布的回火托氏体.该组织综合性能优异,且与螺丝供应商标称之热处理工艺(淬火+中温回火)对应,无明显异常.但需要注意的是,此金相属于对氢脆较敏感的类型[2].

图3 失效螺丝截面金相(a)断口位置; (b)芯部组织Fig.3 Microstructure of the failed screw in cross section(a)fracture location;(b) core structure
2.1.2 成分分析
表1为螺丝断口位置的能谱(EDS)成分分析结果.由于螺丝尺寸较小且表面存在镀层,不适合采用直读光谱(Spark)、原子发射光谱(ICP)等手段进行成分分析,故对断口1~3区域采用EDS法进行成分分析.由表1可知,螺丝基材为普通碳钢,成分无明显异常.

表1 EDS成分测试结果
2.2 镀层分析
为保证螺丝导电及耐蚀性等要求,先后对螺丝表面进行了镀铜-镀镍处理.客户管控规格为铜层+镍层总厚度平均值不小于2 μm.实际测试中发现,螺丝螺牙部分镀层较薄,根部较厚.在断裂螺丝截面选取五点得平均镀层厚度为4.1 μm,符合设计需求.图4为螺丝之截面切片形貌.从图4可见,断裂螺丝螺牙及螺牙根部等位置镀层连续且平整,对应的螺丝基材亦无明显缺陷或不良.

图4 螺丝镀层分析Fig.4 The coating analysis of the screw
2.3 硬度测试
依据日标JIS Z 2244-2009对失效螺丝进行维氏硬度分析,结果列于表2.由表2可知,螺牙与螺丝位置的硬度无明显差异,硬度值均在回火托氏体硬度范围内,并且符合客户的要求.

表2 螺丝硬度测试结果
2.4 去氢检测
在160~190 ℃温度下,加热液体石蜡5 min,以便去除石蜡中残存的水分.将该批次失效螺丝清洗及干燥后,完全浸没于石蜡中,大约10 s后螺丝表面出现少量的气泡.这说明,螺丝中存在一定量的氢[3],亦证明了螺丝氢脆断裂之判断.
对失效螺丝的金相、硬度、镀层及成分分析均未发现异常,装配操作恰当并保留了足够的安全系数.螺丝断口呈现冰糖状沿晶断裂,断口无夹杂等缺陷,为氢脆之典型特征.
实际考察失效螺丝生产工艺,发现其经两道电镀处理后却未进行去氢处理,结合到失效螺丝延迟断裂的特征[4],可以认定其失效原因为电镀导致的氢脆.由GB/T 3098.17-2000紧固件机械性能标准中检测氢脆用预载荷试验—平行支承面法(等效于ISO 15330:1999)推荐的检查螺丝室温条件发生氢脆的试验方法可知,预载荷试验的灵敏度取决于试验的开始时间,通常这种试验应尽快进行,即最好在制造过程结束后的24 h内进行.鉴于本批次螺丝出厂时间较久,且相当数量螺丝已发生断裂,进行预载实验已失去意义,故并未进行该项检测.
材料强度越大,其氢脆敏感性也越大[5].由于钢材强度与硬度有很好的对应关系,因此实践中通常会用材料的硬度来判断材料氢脆敏感性.根据GB/T 5267.1-2002紧固件电镀层的要求,紧固件的表面硬度大于320HV时,推荐采取合理的工艺设计并进行氢脆测试;当硬度超过365HV时,推荐供需双方明确协议,进一步减少氢脆发生风险.本文中所测试高强螺丝基材硬度达400HV,属于需要特别去氢的类别.供应商并未进行相关操作,进而导致了该批次产品的报废.
3 解决措施
氢脆是材料常见缺陷之一,导致氢脆通常需要两个必要条件[6],一是必须有氢的发生源,二是对象金属需对氢敏感.本例中的电镀工艺是失效螺丝氢的主要来源,理论上由于水分子的离解,在电镀过程中电镀溶液或多或少伴有析氢的副反应发生[7].相关研究表明,氢在金属内可能以间隙原子(后期会聚集为氢气[8])、氢化物、甲烷气体[9]等形式存在,它们的共同特点是均会引起金属晶界结合力降低[10]及材料内应力增大[11].由于氢脆与氢原子的扩散有关,而扩散需要时间,故氢脆通常表现为延迟断裂[12].本例中回火托氏体钢属于常见易吸氢材质,理论上活性排在氢之前的金属都可能发生氢脆,酸性环境电镀的材质更应特别注意.
实践中通常可以通过以下途径避免和消除氢脆[5].(1)原料控制:紧固件材料表面缺陷,如微裂纹、蚀坑、超标脱碳层等,都可能产生局部应力集中,给后期电镀埋下隐患.(2)电镀前处理:在除氧化皮时建议尽量采用吹砂等工艺除锈,必须采用酸洗时需在酸洗液中添加缓蚀剂,每次酸洗时间应严格控制.(3)电镀工艺控制:在电镀时选用碱性镀液或高电流效率的镀液,其渗氢量较少[13].(4)去氢工艺:氢原子半径小,在钢铁材料中扩散速度快[5],对可能出现氢脆的电镀件,可在真空或惰性气氛中200~240 ℃下加热2~4 h去氢,具体的处理温度和时间应根据零件大小、强度、镀层性质及电镀时间的长短而定,去氢加热在电镀后1 h(最慢3 h)内进行效果最佳,因为随着时间的延长氢会逐渐向零件芯部扩散,去氢加热注意不要影响材料基体力学性能且顾及镀层的强度,尤其不能在某些钢材的回火脆性区加热.
4 结 论
通过对失效的高强电镀螺丝断裂原因分析发现,螺丝沿晶、延迟断裂,是氢脆的典型特征,而材料氢脆属于紧固件严重的质量问题.螺丝供应商电镀后没有进行去氢操作,是造成螺丝失效的主要原因,可通过原料控制、电镀前处理、电镀工艺控制及去氢工艺等途径避免和消除氢脆.
[1] 赵峰.金属材料检测技术[M].长沙:中南大学出版社,2010:73.
[2] 王荣.10.9级高强度螺栓断裂分析[J].理化检验-物理分册,2010,46:263-273.
[3] 李秀兰.小型零件的去氢检验方法与再去氢热处理[J].金属热处理,1999(2):43-44.
[4] 谭莹,周崎,曹标,等.螺栓断裂原因分析[J].金属热处理,2007,32(增):328-331.
[5] 赵步青,胡会峰.谈谈钢铁氢脆[J].常规热处理,2015,13:33-35.
[6] 唐文忠. 35CrMo钢螺栓断裂原因分析[J].金属制品,2015,41(4):62-64.
[7] 王挺,李振华.镀锌螺钉断裂分析[J].理化检验:物理分册,2015,51:668-670.
[8] 庞勃.浅谈影响几种常见钢氢脆的因素[J].科技风,2014(11):48.
[9] 姜锡山,赵晗.钢铁显微断口速查手册[M].北京:机械工业出版社,2010:174.
[10] DJUKIC M B,SIJACKI ZERAVCIC V,BAKIC G,et al.Hydrogen embrittlement of low carbon structural steel[J].Procedia Materials Science,2014(3):1167-1172.
[11] 罗建东.自攻螺钉断裂与表面处理[J].电镀与环保,2005,25(1):37-38.
[12] JAROSLAV S,PETRA V,V VODREK,et al.Diffusion of hydrogen in the TRIP 800 steel[J].Procedia Materials Science,2016(12):66-71.
[13] 张昕,孔德新,刘宪伟.对电镀中氢脆现象的研究与探讨[J].价值工程,2015,25:90-91.
Fracture analysis of electroplate high strength screw
GUO Yaofeng,ZHOU Haisheng,WANG Yongming,LI Zhen
HongFujinPrecisionElectronics(Zhengzhou)Co.,Ltd.,Zhengzhou450000,China
Abatchofelectroplatescrewsforelectronicproductsfracturedduringaperiodoftimeafterassemblageintheratingforce.Throughvisualinspection,fractureanalysis,chemicalcompositionanalysis,metallographicmicrostructureandhardnesstest,thecrackreasonofthescrewandthesolutionwillbeproduced.Theresultsshowsthatthescrewswithahigherhardness,andhavethefeatureofhydrogeninduceddelayedfracture,whichmeansthehydrogenhadbeennoteliminatedaftertwiceelectroplates.
screw;fracture;hydrogenembrittlement;electroplate
2016-08-27
郭垚峰(1987-),男,河南新乡人,硕士.
1673-9981(2016)04-278-05
TG178
A
猜你喜欢
金属热处理(2023年4期)2023-07-31 03:09:35
今日农业(2022年16期)2022-11-09 23:18:44
山东冶金(2022年4期)2022-09-14 08:59:04
幼儿画刊(2022年6期)2022-06-06 06:55:48
当代陕西(2022年6期)2022-04-19 12:12:26
建材发展导向(2021年14期)2021-08-23 00:56:24
铝加工(2019年4期)2019-03-30 01:53:26
特别健康(2018年4期)2018-07-03 00:38:18
四川冶金(2017年6期)2017-09-21 00:52:22
科技创新与品牌(2016年9期)2016-11-03 09:03:30