
基于SCR[1]系统支线集装箱船满足排放III标准的应用
2017-01-13 00:44袁瑞军江齐锋
造船技术 2016年6期
周 兵, 袁瑞军, 江齐锋
(中船黄埔文冲船舶有限公司, 广东 广州 510727)
基于SCR[1]系统支线集装箱船满足排放III标准的应用
周 兵, 袁瑞军, 江齐锋
(中船黄埔文冲船舶有限公司, 广东 广州 510727)
针对2016年1月1日起,在排放控制区域生效的IMO排放III标准 ,在对其深入研究的基础上结合公司目前在建集装箱船的具体情况,进行配置方案对比和经济性分析,选择最适合支线集装箱船满足排放III的技术解决方案。
排放控制区(ECA);排放III;支线集装箱船
0 引言
随着2016年1月1日IMO排放III标准的正式实施,新建船舶航行于排放控制区(Emission Control Area, ECA)必须满足Tier III排放标准的要求,市场对此需求量很大,开发前景广阔。多年来文冲船厂一直从事支线集装箱船的研发、设计和建造工作,相继完工1 100~ 3 400 TEU等多型支线集装箱船,在全世界支线集装箱船建造的舞台上占有较大比重。
对于支线集装箱船来说,由于受到其主尺度的限制,设备空间布置特别紧凑,必须对此进行深入研究,进行多种配置方案对比和经济性分析,选择最适合支线集装箱船满足排放III标准的技术解决方案。这对在当前严峻市场形势下承接订单、占领新的集装箱船市场有着重要意义。
1 Tier III排放标准研究
Tier III排放标准主要包括硫氧化物(SOx)和氮氧化物(NOx)两个方面的控制要求。目前氮氧化物排放控制区NECA主要位于北美,包括加拿大和美国加勒比海域。建造日期在2016年1月1日之后的船舶在NECA区域航行都须满足NOx-Tier III排放的要求。目前硫氧化物排放控制区SECA除了NECA区域外还有欧洲海域。2015年1月1日以后建造的船舶在SECA区域航行都须满足SOx-Tier III排放的要求。预计未来还会有更多的国家陆续跟进加入ECA,如墨西哥、土耳其、日本等。中国交通部也在2015年年底发布了有关在中国3个ECA(珠三角水域、长三角水域、环渤海水域)内,即将陆续执行船舶硫氧化物排放控制要求的新标准。
满足SOx排放的具体执行时间如图1所示。
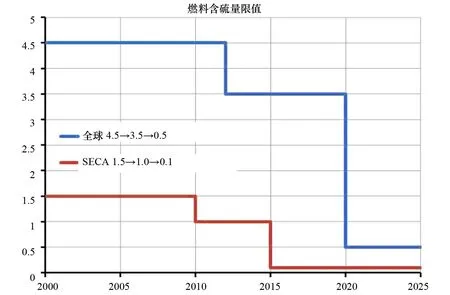
图1 燃料含硫量限值及执行时间
Tier III有关NOx排放控制标准如图2所示。

图2 NOx排放标准及执行时间
满足ECA的SOx排放限制标准,主要有以下三种方法:一是选择使用硫含量低于0.1%的燃油;二是选择增加尾气后处理系统即增加脱硫装置等;三是选择采用LNG作燃料。
为满足ECA的NOx排放要求,在Tier II阶段,柴油机厂家通过控制柴油机内部的燃烧温度来满足规范要求。但到Tier III阶段,仅由柴油机的燃烧控制已无法满足排放要求,必须增加后处理设备才能满足Tier III-NOx排放控制的要求。后处理设备目前主要有废气再循环(Exhaust Gas Recirculation,EGR) 和选择性催化还原反应(Selective Catalytic Reduction,SCR)两种,其原理和设备尺寸均不相同,需根据船舶的设计和配置进行合理的选择应用。
2 满足Tier III排放标准的设备配置分析和经济性研究
2.1 满足Tier III-SOx排放方法研究
满足Tier III-SOx排放控制主要有以下3种方法。
(1) 控制油品的硫含量,如采用低硫油MGO等。满足2015年ECA硫排放限制要求的燃油,其硫含量低于0.1%。由于这种油的黏度较低,不能满足柴油机对燃油黏度的最低要求,因此船上通常会对MGO进行冷却降温增加油的黏度。
(2) 增加尾气后处理系统,如增加脱硫装置等。采用化学的方法清除柴油机排气中的硫化物以达到硫排放要求。简单而言就是SOx与水反应生成硫酸,用海水与硫酸中和祛除废气中的SOx。 系统分为开式、闭式和混和式,根据不同的运行海域来确定。
(3) 双燃料动力的应用,如采用双燃料等。LNG 燃料中基本不含硫,燃烧后废气中不存在SOx, 在非ECA使用普通燃油,在ECA使用LNG燃料,可以满足Tier III的要求。
3种方案各有优劣。采用第一种方案:初期投资比较少,但因MGO油价格昂贵,造成后期运营成本高;采用第二种方案:后期运营成本较低,但初期投资较高,一套脱硫装置的价格一般在300万~500万美元;采用第三种方案,初期投资成本较高,LNG系统造价昂贵,不过运营成本会比较有优势,且能同时满足硫排放和氮排放要求。
2.2 满足Tier III-NOx排放方法研究
满足Tier III-NOx排放控制主要有以下3种方法。
(1) EGR。这个系统是由著名主机厂商MAN 开发的, 主要是利用废气再循环来减少NOx的含量。EGR 是柴油机本身的系统,但还需要增加一套额外的水处理系统。
(2) SCR。利用尿素喷射到废气内充分混合,在一定温度和催化剂的作用下,尿素分解的NH3和NOx反应,生成N2和H2O,减少NOx含量。 SCR由于是化学反应故而对反应温度有要求,一般要求大于320 ℃。对于四冲程发动机,排气温度较高,可直接装在增压器后。 二冲程发动机(主机)增压器后排气温度较低,必须装在增压器前或在增压器后安装(须带额外的加热装置)。
(3) 采用双燃料。由于LNG燃烧温度较燃油低,燃烧时候的CO2排放量会降低近20%,氮氧化物的排放量会降低近80%,可以满足Tier III关于NOx排放控制的要求。但并不是双燃料柴油机全部满足Tier III的要求。目前WARTSILA DF双燃料柴油机满足Tier III的要求。 MAN GI/ DF双燃料柴油机不满足Tier III的要求,需加后处理才能满足。主要原因是因为MAN机双燃料采用的是Diesel循环高压LNG系统,而WARTSILA机采用的是OTTO循环低压LNG系统。
EGR 和SCR的价格为60~75 EUR/(kW·h),1 700 TEU主机如果增加SCR或EGR系统,主机成本大约需要增加85 万~100万欧元,发电机成本大约需要增加35 万~40万欧元。
3种方法各有优劣。EGR系统仅用于MAN机,需要多出一套额外的水处理系统,需要大量的位置空间,且EGR附着于主机,对安装位置空间限制很大,价格比SCR系统要贵。SCR系统广泛应用于各大柴油机厂家的二冲程和四冲程机,且有较多的SCR配套厂家,应用范围最广,布置位置比较灵活,也是目前最适合我厂选用的一种方法。双燃料虽然是一种较好的能同时满足SOx和NOx排放控制的方法,但初期投资较大,造价昂贵,且LNG罐需要占用较多货运集装箱空间。
综上所述,目前满足ECA Tier III要求的船型配置技术主要有以下5种:低硫油+SCR;低硫油+EGR;洗硫塔+SCR;洗硫塔+EGR;双燃料。最适合船厂选择的支线集装箱船满足Tier III的设备配置方案为低硫油+SCR方案。该方案布置比较灵活简单,在设计的可行性和船舶的经济性方面都能达到较好的效果。
3 关键设备SCR系统技术研究
3.1 SCR系统原理
SCR系统的原理主要是采用氨水或尿素溶液(40%),在适当的温度下,在SCR触媒表面,氮氧化物(NOx)还原为氮气(N2)和水(H2O)。
SCR系统主要组件包括SCR反应器(包含催化装置)、尿素定量供给及喷射系统、混合管、压缩空气系统及吹灰装置、控制系统等。通过对旁通阀的控制,可以在Tier II和Tier III之间切换,如图3所示。
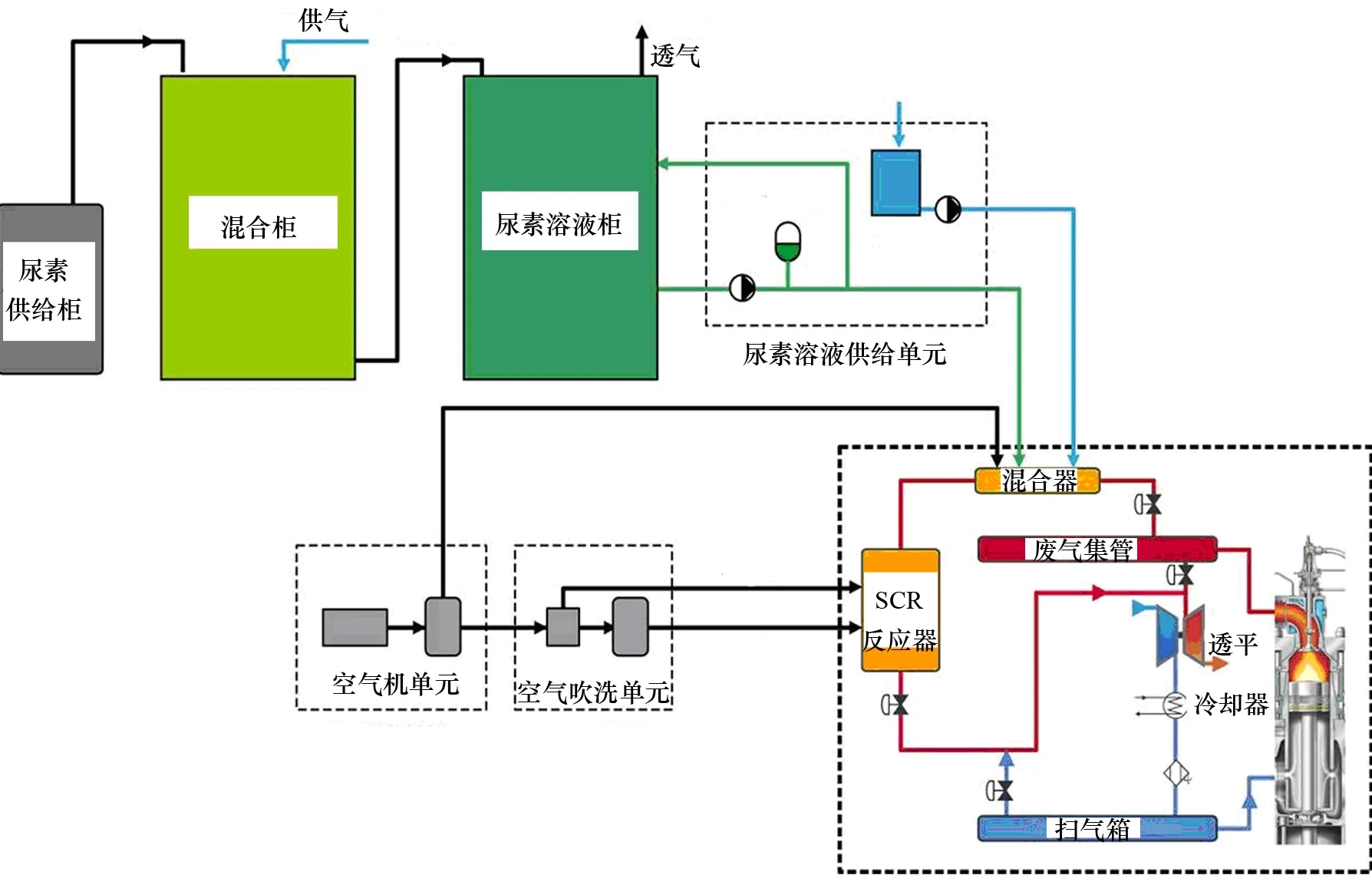
图3 SCR系统原理图
3.2 SCR系统布置方案
(1) 增压器前布置:高压SCR系统(只适用于主机)。SCR 反应器安装在涡轮增压器之前,属于高温高压型SCR系统,可以选用温度高于300 ℃的催化剂。该技术方案抗硫中毒性能高,对燃料含硫量不敏感,可适用重油燃料。柴油机SCR系统工作方式如图4所示。

图4 增压器前SCR系统
(2) 增压器后布置:低压SCR系统(适用于主机和发电机组柴油机)。增压器后布置工作方式如图5所示。根据所选用的催化剂性能的不同,低压SCR系统又可以分为如下两种形式。

图5 增压器后SCR系统
① 低温催化剂方案。SCR 反应器安装在涡轮增压器之后,属于低温低压SCR系统,可以选用温度低于300 ℃的催化剂。该技术方案可以从源头解决中低负荷及停靠港时SCR对NOx转化率低的问题。一方面,柴油机可以维持原设计不做任何改变;另一方面,SCR布置灵活,可以不占用主机空间,布置在合适位置,如图6所示。
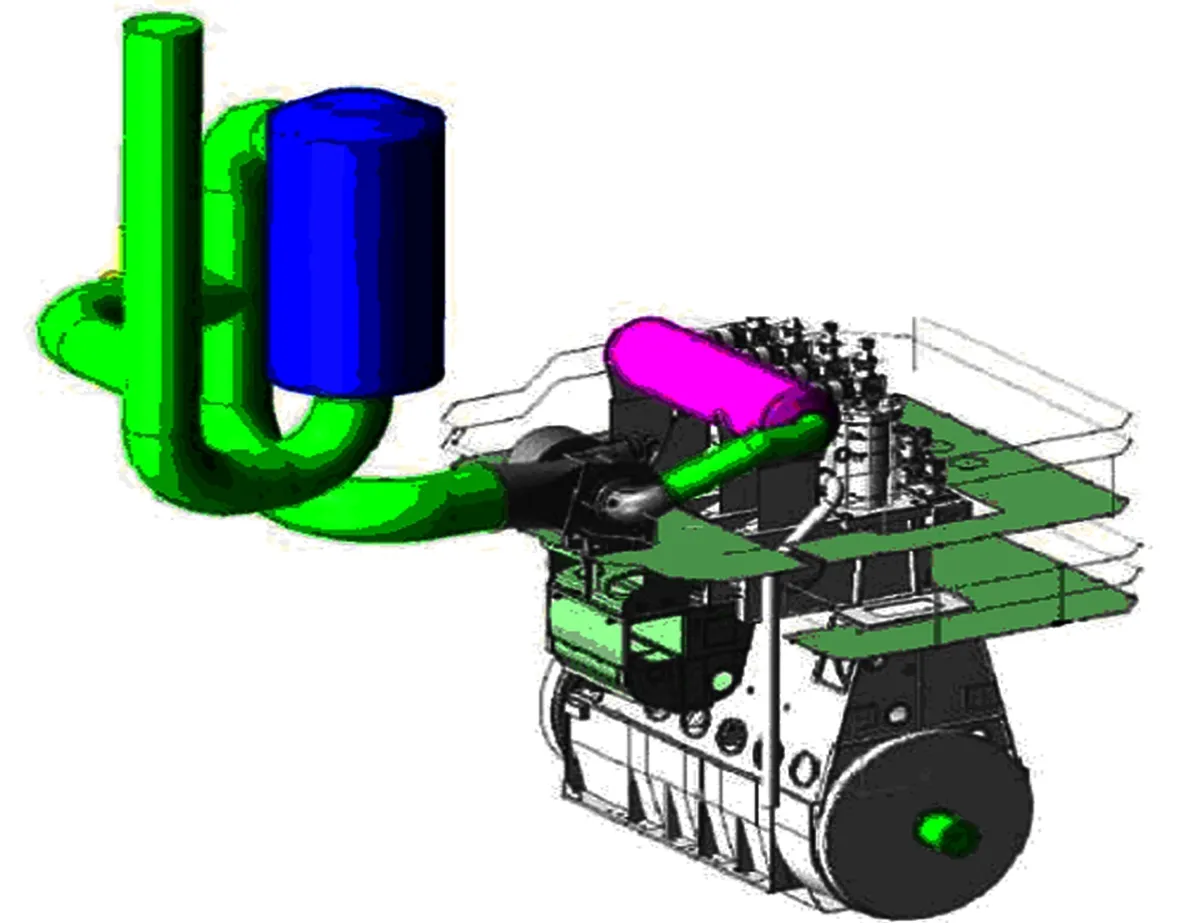
图6 增压器后布置SCR示意图(不带加热系统)
② 增压器后SCR系统(常规催化剂,SCR带加热系统)。该方案和低温催化剂方案相比,采用常规催化剂,催化剂费用相对较低,但由于主机增压器后温度达不到催化剂反应温度,SCR系统还需要配备额外的加热系统,如图7所示。
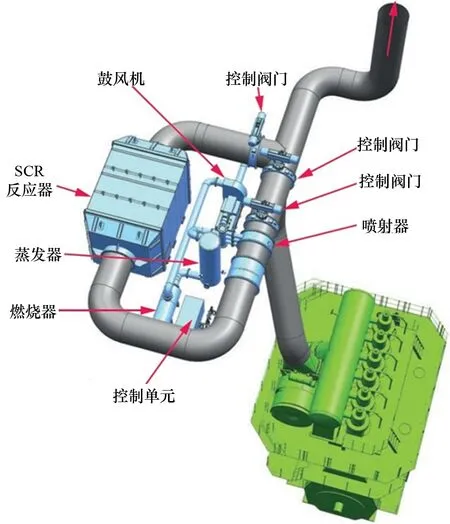
图7 增压器后布置SCR示意图(带加热系统)
3.3 SCR系统供货范围
SCR厂家一般常规供货范围:尿素罐、泵站、旁通阀门、反应器、传感器、SCR控制箱、NOx控制箱、尿素喷枪喷嘴、蒸发混合管、调节单元、计量单元等。
4 实例研究
以某1 700 TEU浅吃水集装箱船为实例,深入研究SCR系统的主副机布置方案。
4.1 主机SCR方案
结合公司某1 700 TEU浅吃水集装箱船型的实际情况,设计SCR满足Tier III排放标准的布置方案如下。
主机:6RT-flex 58T-E,13 560 kW,105 r/min,GL船级社;
废气流量:25 750~73 500 kg/h;
温度范围:300~430 ℃;
反应器尺寸:Φ2 300×6 978;
废气管路:DN900;
尿素消耗量(溶液中尿素的质量分数为40%):max 230 L/h;
压缩空气消耗量:max 400 N·m3/h,8 bar;
电力消耗量:约67.8 kW(按5 kW/MW SMCR计算)。
SCR整个系统价格:约75 EUR/(kW·h)。
具体SCR相关机舱布置图如图8所示。
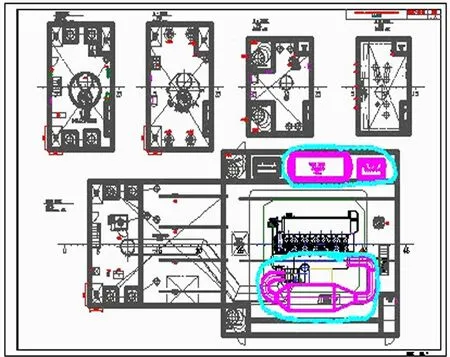
图8 主机SCR机舱实际布置图
4.2 副机SCR方案
副机由于是四冲程机,废气温度高,SCR 反应器一般都安装在发电机、柴油机、增压器之后,且不需要配备额外的加热系统(见图9)。
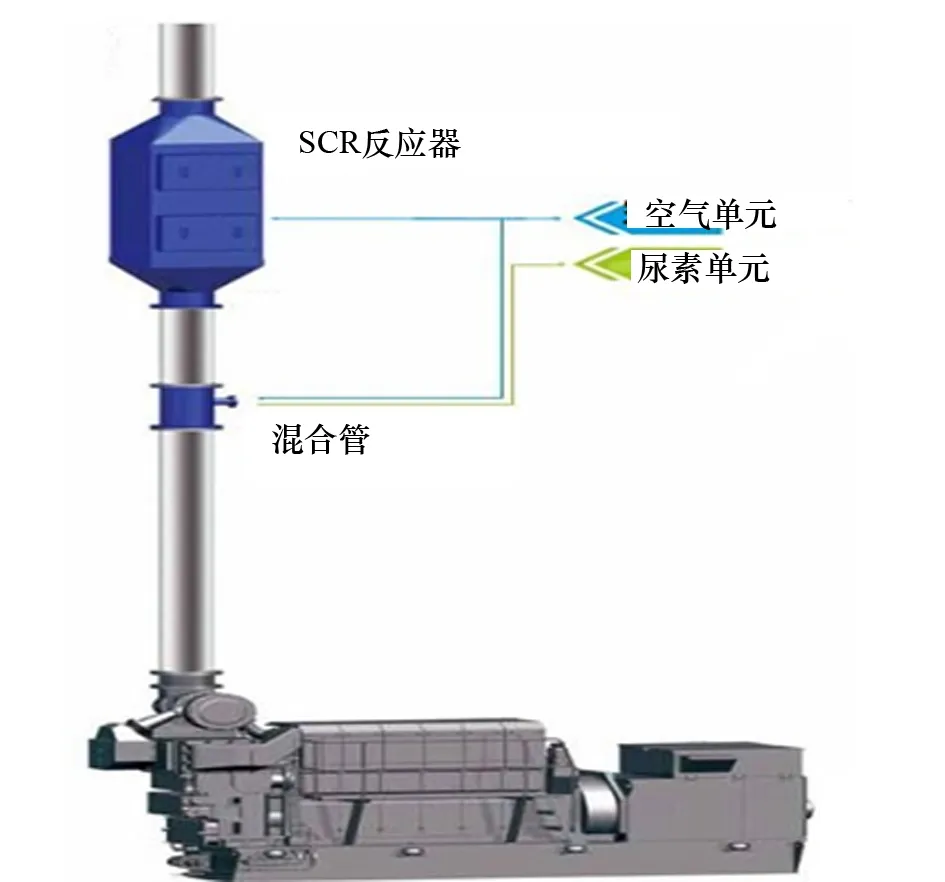
图9 副机SCR示意图
布置方案:
副机:MAN 6L21/31,1 250 kW×4台;
船级社:GL;
废气流量:10 300 kg/h;
温度范围:350~460 ℃;
反应器尺寸:1 200(L)×1 250(B)×2 900(H);
废气管路:DN500;
尿素消耗量(溶液中尿素的质量分数为40%):max 14 L/h;
压缩空气消耗量:max 12 N·m3/h,8 bar;
电力消耗量:约25 kW(按5 kW/MW SMCR计算);
SCR整个系统价格:约75 EUR/(kW·h)。
副机SCR在机舱的实际布置如图10所示。
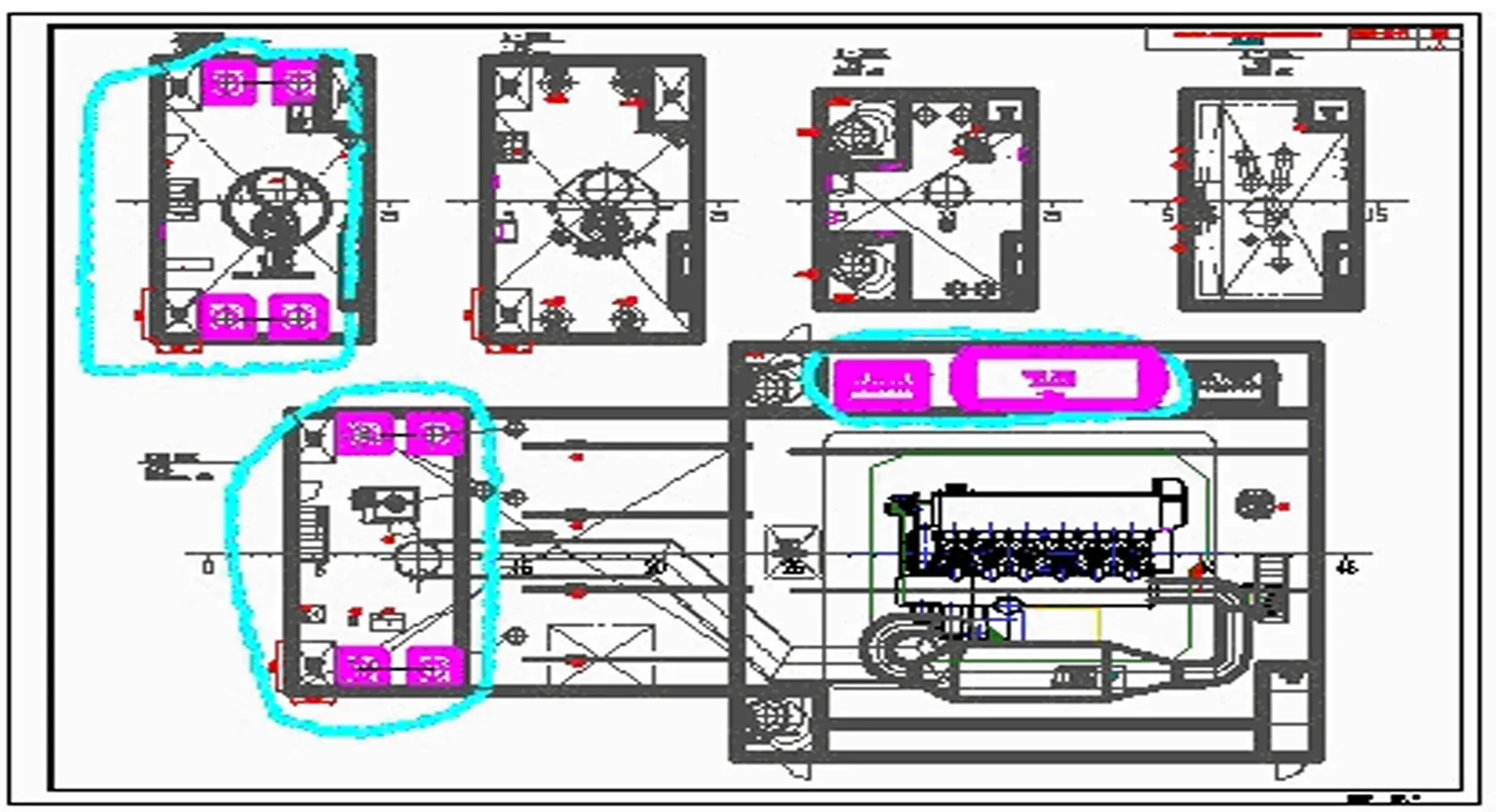
图10 副机SCR机舱实际布置图
4.3 布置注意事项
船厂配置40%浓度尿素溶液柜,储存温度需要一直保证在5~35 ℃区间范围内,因此需要配备必要的海水冷却装置。
SCR连接管路材质要求防腐蚀,如不锈钢或玻璃钢管等。混合管直管段长度有要求,一般可要求厂家供货。
柴油机和SCR可以分开取证,装船后测试再取得Tier III证书。也可以柴油机打包SCR,在车间试验中就取得Tier III证书。从降低船厂的风险考虑,建议选择第二种取证方式。
如果在SCR工作期间使用废气锅炉,锅炉中相对较低的温度会导致硫酸氢铵(由燃油中的硫与SCR过程中的氨反应生成)发生沉淀,即使使用低硫油,沉积物仍然会很多,将严重影响锅炉的使用性能和寿命。根据SCR性能的综合性考虑,建议安装一个废气锅炉旁通,以便在SCR工作期间使用,以保证锅炉的性能和寿命不受到较大的影响。
5 结束语
针对支线集装箱船的特点,综合研究了目前满足Tier III排放标准的各种主流方法。从经济性和布置方面考虑,选用低硫油+SCR作为优选方案,并结合公司在造的1 700 TEU集装箱船产品,通过升级改造,完成了一整套能满足ECA Tier III排放要求的支线集装箱船的布置解决方案,具有很强的现实性和可推广性,同时为其它船型升级提供了良好的技术支持。
[1] 李海鹰.中速船用柴油机的仿真及低NOx排放优化设计[D].大连:大连理工大学,2009.
[2] 孙培廷.国际海事组织《MARPOL公约》附则Ⅵ的实施要点研究[C]//大连海事大学校庆暨中国高等航海教育90周年论文集(机电分册),1999:45-49.
[3] 程琪.船用低速柴油机SCR技术介绍[R].沪东重机有限公司,2015.
[4] YARA Company. SCR Systems for Marine Diesel Engines[R].2015.
[5] MAN Company. MAN Tier III Two-Stroke Technology[R].2015.
[6] WinGD Company. Wartsila Tier III Two-Stroke Technology[R].2015.
Application of Feeder Container Vessel to Comply with Tier III Base on SCR System
ZHOU Bing, YUAN Ruijun, JIANG Qifeng
(CSSC Huangpu Wenchong Shipbuilding Co., Ltd., Guangzhou 510727, Guangdong, China)
Tier III rules in Emission Control Area(ECA) came into force on January 1st, 2016. Based on deep research of feeder container vessel, this paper makes comparison with the different configuration scheme, arrangement and analyzes the cost to choose the best technical solutions for feeder container vessel to comply with Tier III.
Emission Control Area(ECA); Tier III; feeder container vessel
周 兵(1983-),男,工程师,主要从事船舶轮机方面的研究。
U662
A
猜你喜欢
舰船科学技术(2022年10期)2022-06-17
民用飞机设计与研究(2020年4期)2021-01-21
船舶标准化工程师(2020年1期)2020-06-12
军事文摘(2018年24期)2018-12-26
中国工程咨询(2017年11期)2017-01-31
汽车文摘(2016年7期)2016-12-12
船海工程(2015年4期)2016-01-05
集装箱化(2014年12期)2015-01-06
集装箱化(2014年8期)2014-09-17
中国工程咨询(2012年8期)2012-02-14
