航天钛合金螺纹连接用SHH99-75固体润滑膜制备工艺研究
2017-01-10 07:36刘旭升黄群刘娅婷柳絮任彬张静首都航天机械公司北京100076
军民两用技术与产品 2016年23期
刘旭升 黄群 刘娅婷 柳絮 任彬 张静(首都航天机械公司,北京 100076)
航天钛合金螺纹连接用SHH99-75固体润滑膜制备工艺研究
刘旭升 黄群 刘娅婷 柳絮 任彬 张静(首都航天机械公司,北京 100076)
为满足航天钛合金螺纹连接件的润滑要求,采用聚酰胺-亚酰胺、环氧树脂复合粘接体系,研制了SHH99-75型二硫化钼固体润滑膜,研究分析了工艺参数对SHH99-75固体润滑膜结合力、润滑性能的影响规律,确定了产品最优制备工艺参数。在TB3钛合金表面制备了SHH99-75涂层,涂层厚度6µm~11µm,测试结果表明,结合力达到0级;在正压力1000N,转速200rpm情况下,试验0min~5min的动摩擦系数可达0.062。
钛合金,自锁螺母,二硫化钼,减磨涂层
钛及钛合金由于具有比强度高、抗腐蚀性能好、耐高温等一系列优点,已成为现代航空、航天工业中应用广泛的金属结构材料[1,2]。但是,由于其具有高化学活性、易粘附等特性,在实际产品应用中,常出现螺纹咬死现象。
粘结型固体润滑涂层是将一种固体润滑剂分散于有机或无机粘结剂体系中,再用类似于油漆的涂装工艺使其在摩擦部件表面成膜,以达到减小摩擦与磨损的目的。该涂层具有优异的摩擦学性能、耐候性、耐老化性和防锈防腐性能,已获得广泛应用,是目前品种最多、应用最广的一类固体润滑材料[3,4]。
SHH99-75涂层是采用环氧树脂、聚酰胺-亚酰胺粘接体系,配比二硫化钼润滑剂而制备的一种适用于钛合金紧固件的固体润滑涂层。本文对SHH99-75涂层的基体预处理、涂液组分配比、涂装方式等条件进行了对比试验,探讨各因素对涂层性能的影响,开发出了钛合金涂覆SHH99-75涂层工艺。
1 实验方法
1.1 实验工艺
试样采用TB3钛合金板材和M5自锁螺母零件,SHH99-75涂层的涂装工艺流程为:零件验收→除油→烘干→表面预处理→烘干→装挂零件→配制涂液→涂液涂覆→配制、涂覆交替→涂层固化→检验→交付。
1.2 实验方案
为了获得良好的涂层性能,对SHH99-75涂层的涂覆前基体预处理、涂液组分配比、涂装方式进行工艺对比试验,制定了实验方案,见表1。1.3 SHH99-75涂层性能表征
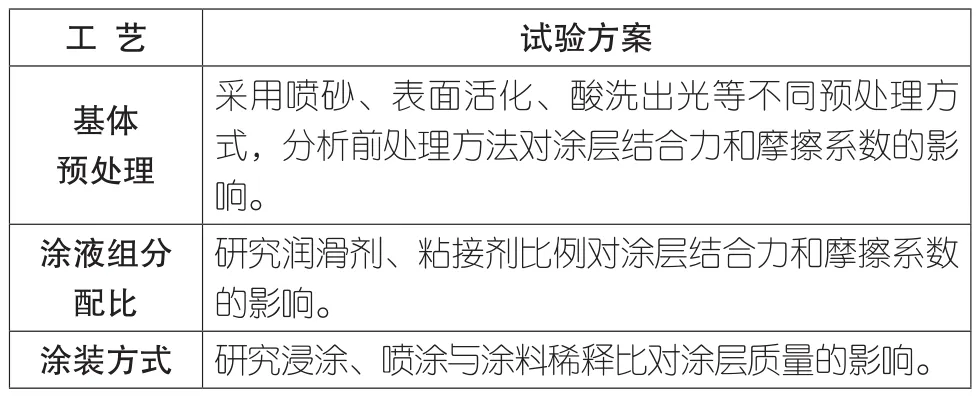
表1 SHH99-75固体润滑涂层涂装工艺方案
厚度:采用显微镜法和涡流测厚法检测涂层厚度。
附着强度:采用划格法,先用划格刀横竖方向在检测试片上将涂层划破至基体,形成边长1mm的小方格,数量100个,按照GB-T9286-1998(色漆和清漆漆膜的划格试验)要求判断结合力等级。
摩擦系数:按照GB12444.2-2006(金属材料 磨损试验方法 试环-试块滑动磨损试验)规定使用MRH-3型高速环块式摩擦磨损试验机进行金属环形试样-块状试样磨损试验,环试样采用GCr15材料,硬度HRC58~62,试样外圈进行涂SHH99-75涂层处理,涂层厚度5μm~12μm;块试样采用GCr15材料,硬度HRC58~62。正压力1000N,转速200rpm。按GB12444.2-2006第7.5条要求计算摩擦系数。
扳拧试验:选用Q/DY585-2001钛合金TB3六角自锁螺母涂覆涂层后,按QJ3079.1-1998(全金属自锁螺母)通用规范要求进行扳拧试验。
盐雾试验:按照QJ2027-1990(金属镀覆层耐盐雾试验方法)规定进行中性盐雾试验。将试样在35℃±2℃,5%NaCl溶液条件下,在盐雾试验箱中暴露,并记录膜层表面状态。
2 结果与讨论
2.1 表面预处理
TB3钛合金表面预处理采用干喷砂、酸洗、化学粗化处理等3种方式进行喷涂试验,试验结果见表2。
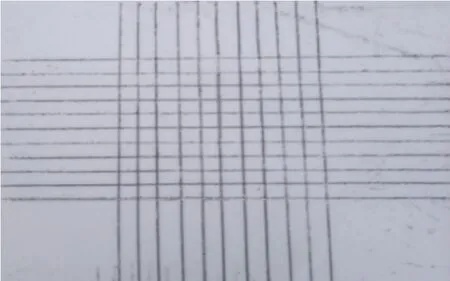
图1 合金粗化处理后的划格试样
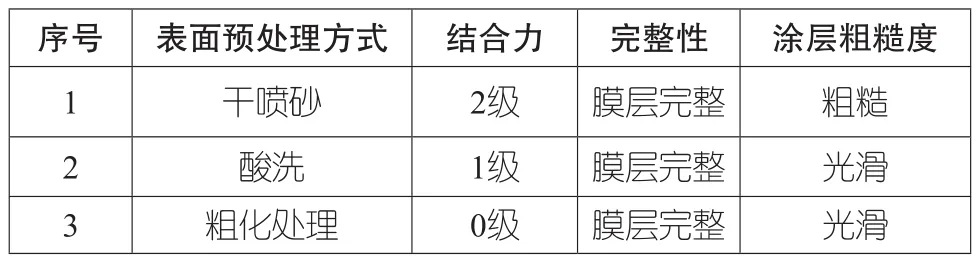
表2 表面预处理方式对涂层性能的影响
由表2可以看出,钛合金干喷砂后效果不理想,这主要是因为钛合金硬度偏低,进行干喷砂时,基体形变偏大,当涂层厚度很薄时,会导致涂层表面出现粗糙现象。同时,随着金属表面被喷射,还会导致钛合金试片表面产生强化硬层,造成涂层和基体的结合力下降。
酸洗虽然可以去除零件表面的氧化皮,提高清洁度,形成的膜层也比较光滑,但其对于零件表面粗化作用不明显,对涂层结合力的改善作用不明显。
钛合金粗化处理既达到了增大基体与涂层比表面积的作用,又不影响形成涂层表面粗糙度,对于钛合金试片的处理效果最优。
2.2 润滑剂与粘接剂组分配比
按照润滑剂与粘接剂的不同质量配比进行涂覆,涂覆后进行性能试验,试验结果见表3。
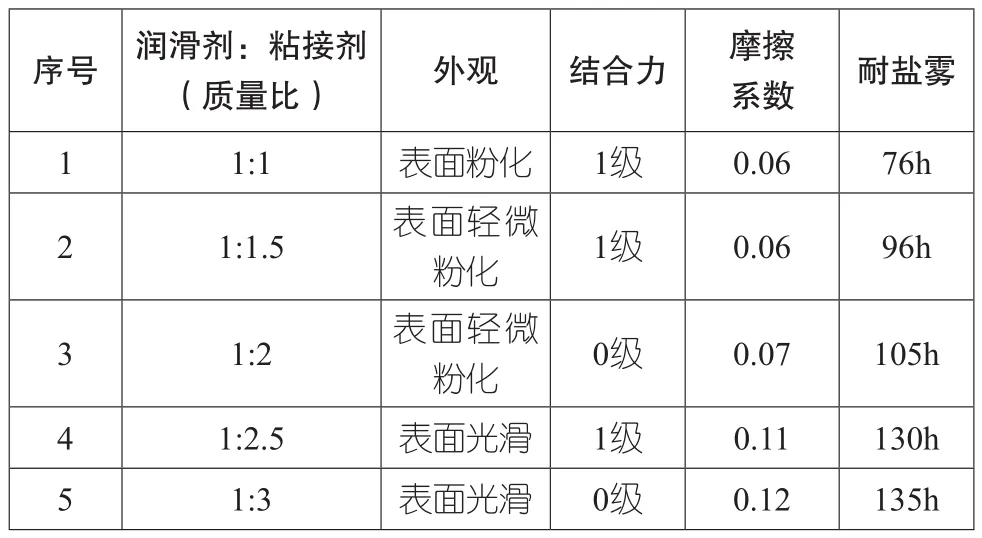
表3 润滑剂与粘接剂比例选取试验试验结果
由表3可以看出,随着粘接剂比例的提高,涂层表面由粉化逐步向光滑转变,耐盐雾性能提高,但润滑性能逐步降低,在质量比为1∶1至1∶3区间范围内,对涂层结合力影响不大。
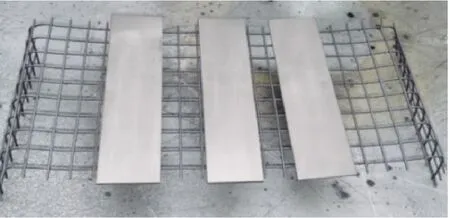
图2 润滑剂与粘接剂不同质量配比试验
2.3 涂装方式
选用浸涂和喷涂两种方法,并配以不同的稀释剂添加体积比进行试验,试验结果见表4、表5。
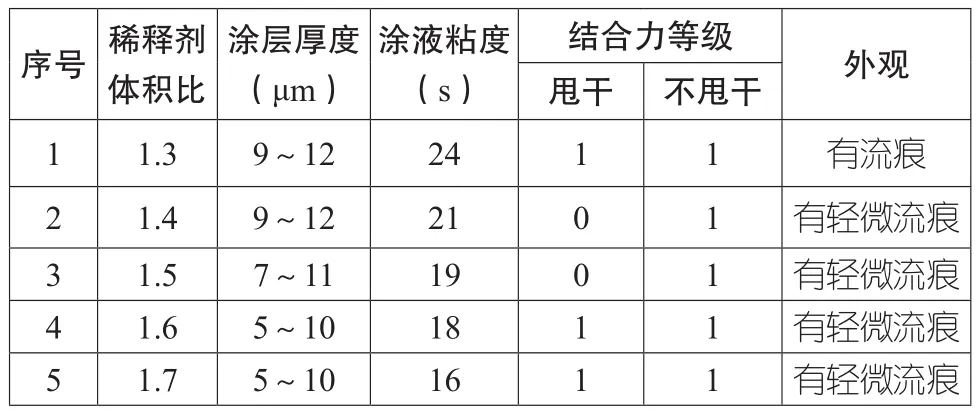
表4 浸涂工艺试验试验结果
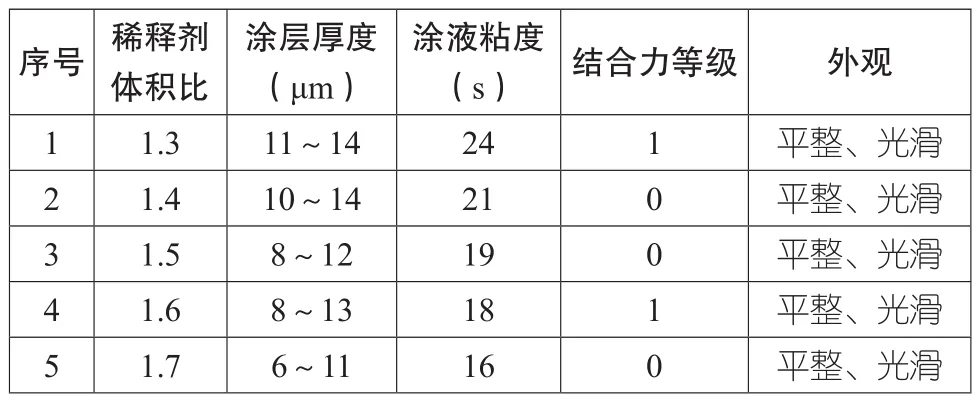
表5 喷涂工艺试验结果
由表4、5可以看出,随着稀释剂体积比的增加,涂层厚度减小,涂液粘度降低。喷涂试样的涂层厚度稍高于浸涂涂层厚度,甩干工序有助于提高结合力,喷涂外观质量明显优于浸涂,结合力等级喷涂、浸涂相当。结合产品的涂层厚度要求,初步拟定稀释剂添加体积比为1.5。
2.4 产品涂覆工艺的确定
根据上述试验结果,选择采用先进行浸涂、再进行喷涂的工艺方法进行加工。针对按涂料质量比配制完成后出现的轻微表面粉化的问题,拟对涂料配比进行微调。浸涂时,控制润滑剂与粘接剂比例为1∶1.5,稀释剂添加体积比1.5,浸涂完成后甩干。喷涂时,控制润滑剂与粘接剂比例为1∶3。
试验完成后涂层厚度控制在7µm~12µm,结合力0级,摩擦系数0.08,外观平整、光滑。
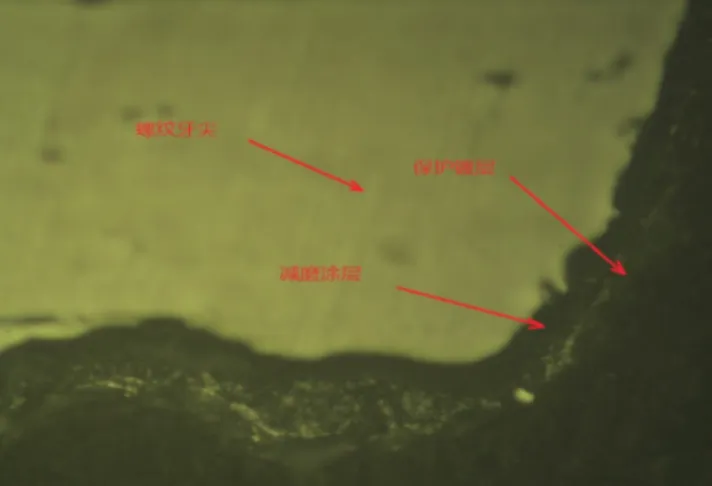
图4 产品截面低倍金相形貌
2.5 产品性能测试

图3 喷涂完成的钛合金紧固件
选取钛合金TB3 M5螺母进行涂层综合性能测试,测试结果见表6。
3 结束语
通过进行钛合金表面预处理研究、涂液组分配比研究、涂装方式研究,制备了一种适用于钛合金紧固件的固体润滑涂层SHH99-75。在涂层厚度6µm~11µm的条件下,动摩擦系数为0.062~0.09,结合力为0级,并具备抗溶剂、耐盐雾、耐湿热等复合涂层性能。钛合金Q/DY585-2001六
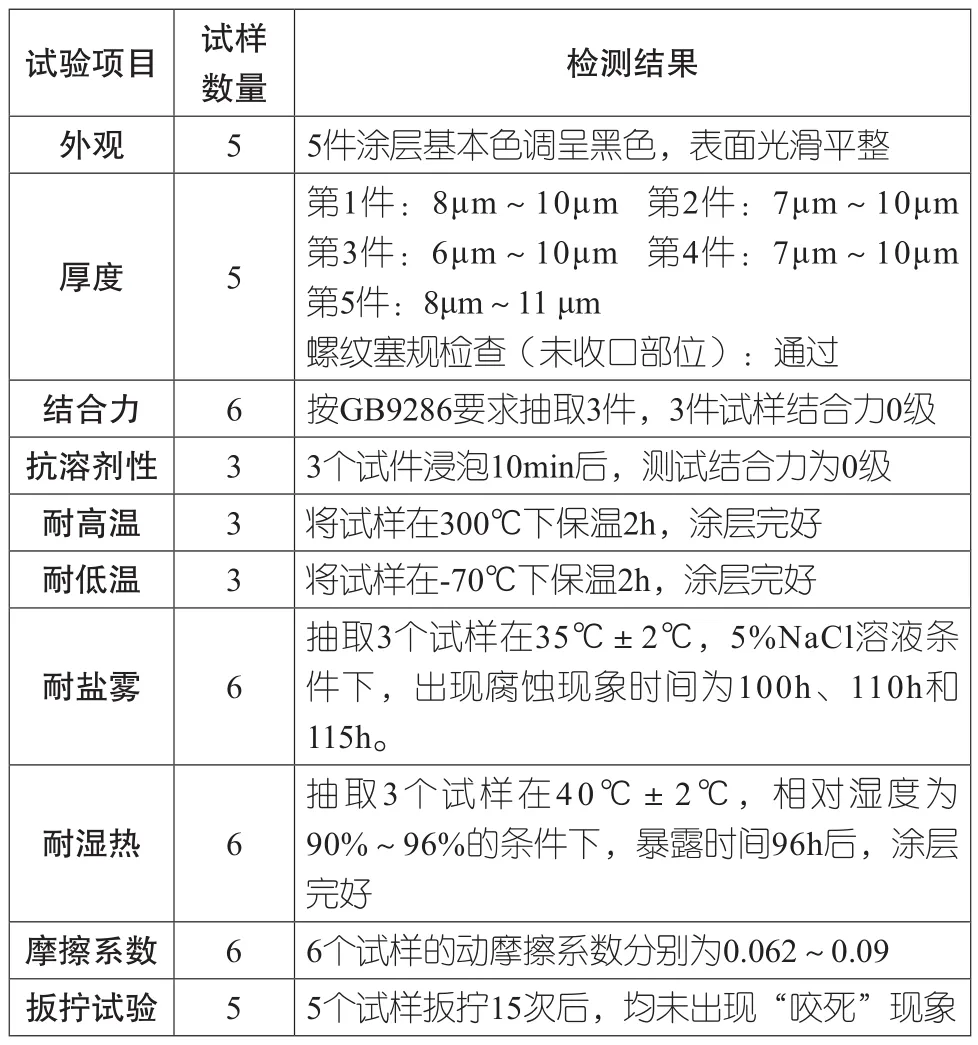
表6 钛合金螺母的SHH99-75涂层性能测试结果
角自锁螺母M5自锁螺母应用所研制的SHH99-75涂层后,按照QJ3079.1-1998(全金属自锁螺母)通用规范要求进行扳拧试验,反复15次不出现螺纹咬死现象,应用效果理想,能够满足使用要求。
1 王金友, 葛志明. 航空用钛合金[M]. 上海科学技术出版社, 1985
2 《中国航空材料手册》编辑委员会. 中国航空材料手册[M]. 北京∶ 中国标准出版社, 2002
3 竺士伟. 固体干膜润滑剂技术及其应用[J]. 航天工艺, 2001, (5)∶ 20~25
4 乔红斌, 郭强. 高分子固体润滑耐磨涂层研究进展[J]. 机械工程材料, 2004, 28(2)∶ 1~3, 23
1009-8119(2016)12(1)-0051-03
猜你喜欢
口腔疾病防治(2022年1期)2022-11-25
智能制造(2021年4期)2021-11-04
天津科技大学学报(2021年1期)2021-02-25
中华养生保健(2020年2期)2020-11-16
中国电气工程学报(2020年5期)2020-10-27
石油炼制与化工(2020年2期)2020-01-04
润滑油(2019年5期)2019-11-28
导航与控制(2018年3期)2018-06-15
雷达学报(2018年1期)2018-04-04
食品安全导刊(2016年12期)2017-01-10