城际动车组铝合金车体关键尺寸控制工艺研究
2017-01-05 08:57:23唐山轨道客车有限责任公司制造技术中心张明伟孙学亮孙宏海
世界制造技术与装备市场 2016年6期
唐山轨道客车有限责任公司制造技术中心 张明伟 孙学亮 孙宏海
城际动车组铝合金车体关键尺寸控制工艺研究
唐山轨道客车有限责任公司制造技术中心 张明伟 孙学亮 孙宏海
在交通运输市场竞争激烈的今天,铁路高速化是当今世界发展的潮流和必然趋势,城际动车组作为一个新型的动车组产品孕育而生,其时速远远高于普通地铁车辆,具有运量大、适合长距离运输等优点,成为目前当今社会大都市之间交通运输的发展趋势。本文主要阐述了新型城际动车组铝合金车体关键尺寸的控制工艺,对城际动车组铝合金车体的产品结构和关键尺寸进行介绍,通过系统的分析制定出关键尺寸控制工艺,保证了城际动车组车体的质量,顺利完成了铝合金车体的生产制造。
城际动车组时速一般在120~160km之间,是当今世界铁路高速化的必然产物,其作为一个新兴的动车组产品,时速远远高于普通地铁车辆,具有运量大,适合长距离运输等优点,成为目前当今社会大都市之间交通运输的发展趋势。本文介绍了时速140km城际动车组铝合金车体关键尺寸的控制工艺。
1.车体结构
新型城际动车组最高时速140km,由1辆中间车和2辆带司机室的头车组成共3辆车的编组,采用2M+1T配置,其编组如图1所示。

图1 编组示意图
车体采用的是铝合金车体,其具有重量轻、耐腐蚀、寿命长、外观平整度好和易于制造美观车体等优点,同时还能提供良好气密性,隔音、降噪,为乘客提供舒适的车内环境,节省能源。
车体作为动车组列车的关键承载部件,是一个封闭的焊接箱型结构,在运行过程中会受到各种力的作用,起到了保护乘客安全作用的同时,也为乘客提供宽敞、舒适的旅行空间。车体由底架、侧墙组成、车顶和端墙等铝合金材质的大部件组成,如图2所示。
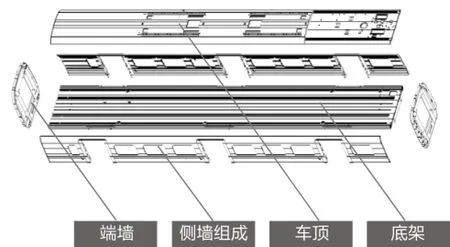
图2 车体结构图
2.车体组成的关键尺寸
车体组成的关键尺寸为车体长度、箱体断面尺寸和挠度值等,箱体断面尺寸包括宽度、高度和对角线差值,这些尺寸直接决定了车体的内部空间大小、运行安全和车体的使用寿命等。具体尺寸详见附表。

车体关键尺寸
3.关键尺寸控制工艺
(1)车体长度尺寸控制工艺
车体是由底架、侧墙、车顶和端墙装配焊接后形成的,其长度取决于底架、侧墙和车顶的长度,所以其三大部件的长度就相当关键。车体长度尺寸的控制是通过在大部件上进行工艺放量的手段来实现的,分析总结长度公差和考虑焊接会造成长度方向上收缩,将底架边梁和地板加长6mm,保证底架组焊完成后的长度为+6mm;将边顶和圆顶加长5~6mm,保证车顶组焊完成后长度+5mm;侧墙为分块侧墙,单侧3个门口,考虑到侧门口尺寸要求均为正差,所以侧墙的长度放量只将一二位端的小侧墙加长2mm,其余分块侧墙不放量。该样放量分布可保证三大部件长度上的匹配,保证车体形成后的最终长度尺寸满足公差要求。经过多种车型铝合金车体制造的经验累计,将各大部件的放量等于车体长度的上公差值,形成车体后长度可满足要求。
(2)箱体断面尺寸控制工艺
车体的制造难点即在箱体尺寸的控制上,因为其累计了各大部件的公差,制造阶段保证的尺寸关联性较大,且车体组成后调修困难。箱体的断面尺寸由底架、侧墙和车顶三部分拼焊而成,内外共8道焊缝,为保证其焊接完成后车体的宽度、高度和对角线尺寸,在预制反变形、组装和焊接的各个阶段都需要控制不同的参数。
车体的高度主要取决于侧墙的高度,而且还受车体挠度和侧墙挠度匹配度的影响,如侧墙没有挠度,需通过在侧墙上修磨出挠度的方法来保证装配质量,这样就会降低车体的高度,所以侧墙的高度尺寸需控制在理论值(+3mm,+6mm)的范围才能保证挠度修磨的需要。车体的宽度尺寸是在保证各大部件符合公差要求的前提下,通过焊接过程中预制反变形来保证的。
城际动车车体的焊接顺序为先外后内,先下后上。焊接车体外侧焊缝会使车体在宽度方向上变大,所以车体内部的支撑主要内高支撑起作用,可以不必支撑宽度支撑,通过图3的数据统计折线得出了在装配阶段尺寸高度的组装尺寸为理论值(+2,+4)mm。

图3 高度尺寸折线图
焊接完成外侧焊缝后需撤掉所有支撑对箱体断面尺寸进行检测,根据检测数值调整箱体宽度的预制反变形量,相应宽度值越小反变形量越大。焊接内侧焊缝会对车体宽度收缩较大,根据图4的数据统计折线,使用宽度支撑调整宽度方向的反变形量到理论值+14mm~+18mm。由于宽度支撑量的加大会使内高降低,所以高度的反变形调整为理论数值+10mm左右,重新调整斜支撑,保证对角线尺寸。因盖面焊对车体尺寸影响较小,所以待内侧焊缝的打底焊接完全冷却后可以撤除内部的所有支撑,便于焊接操作,提高生产效率。
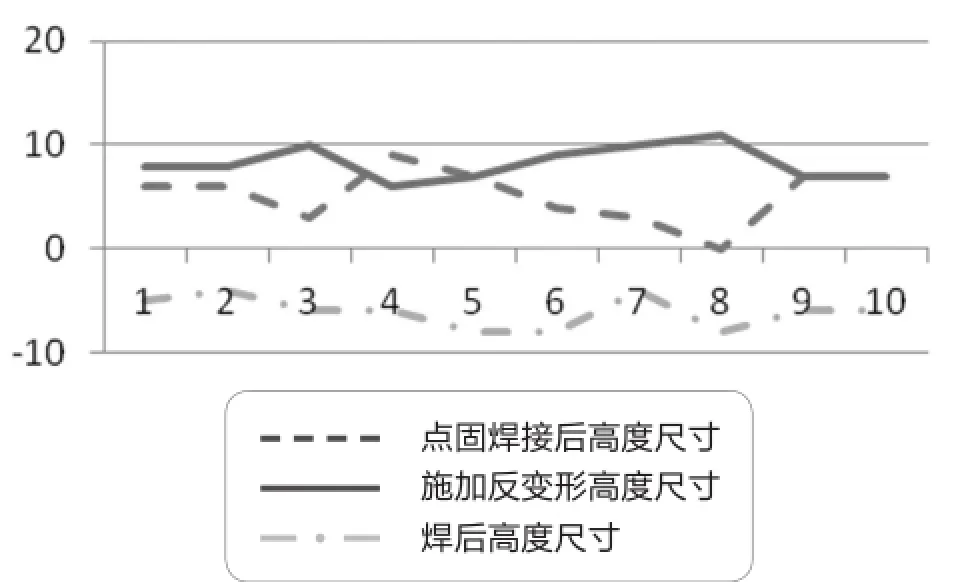
图4 宽度尺寸折现图

图5 车体箱体尺寸控制
待所有焊缝冷却至室温,就形成了最终箱体的断面尺寸,最后可通过局部的机械调修或火焰调修来实现宽度和高度的最优比(见图5)。
(3)车体挠度控制工艺
城际动车组车体挠度要求为7~13mm,是通过焊前在底架上预制一定的反变形来保证的。依据其他种类铝合金车体制造经验,在车体组成工装上预制一个合理的反变形(a=13mm),利用水准仪精确测量各支撑面的高度差值,在每个对称的门口处增加横梁下拉装置(见图6),保证底架边梁下面和定位支撑块密贴。车体挠度的尺寸应尽量控制在中差,不可过大也不可过小,过大会由于下拉值过大,影响车体的高度,过小会使在满载情况下,车体中部下垂量大,缩短车体的寿命。

图6 挠度尺寸控制
车体挠度的控制不仅仅是要控制底架下拉的挠度,还要控制侧墙的挠度值,以保证在底架下拉状态下,侧墙和底架间装配出均匀的间隙,从而保证焊缝的质量。侧墙的挠度值需要在侧墙组焊时通过工装上预制反变形来实现,在车体组装阶段在窗口处设置了侧墙窗口下拉装置,保证和底架间的装配间隙,也保证了焊接完成后车体挠度值的形成,通常侧墙的挠度值在8~10mm间最好。
4.结论
通过对城际动车组铝合金车体的产品结构介绍和分析,确定了车体关键尺寸的控制要点和制造工艺,保证了城际动车组车体的质量,顺利完成了铝合金车体的生产制造。□
猜你喜欢
小猕猴智力画刊(2022年4期)2022-05-25 02:29:38
装备制造技术(2020年9期)2021-01-26 00:15:14
铁道通信信号(2020年2期)2020-09-21 08:59:10
专用汽车(2020年3期)2020-04-07 12:32:38
金属加工(热加工)(2020年12期)2020-02-06 05:59:06
现代装饰(2019年9期)2019-10-12 08:47:00
铁道通信信号(2019年11期)2019-05-21 03:06:04
建筑科技(2018年6期)2018-08-30 03:40:58
现代机械(2018年2期)2018-05-11 07:50:35
新时代职业教育(2016年2期)2016-02-06 02:29:55