烙铁温度计校准装置
2017-01-04 10:01纪金龙厦门市计量检定测试院
上海计量测试 2016年6期
纪金龙 / 厦门市计量检定测试院
烙铁温度计校准装置
纪金龙 / 厦门市计量检定测试院
介绍了烙铁温度计的工作原理、用途及其校准现状和校准方法,提出一种智能化、高准确度烙铁温度计校准装置的研制思路。该校准装置主要由恒温腔及其加热系统、机械臂智能按压系统、高精密温度测量系统组成。本文重点讨论了智能按压系统及标准温度测量系统的设计思路和实现方式。该研究成果可有效提高烙铁温度计的校准效率和准确性。
烙铁温度计;校准装置;恒温体;AI-5600高精密数字温度计
0 引言
随着电子工业的快速发展,对焊接工艺的要求越来越高。为保证被焊接元器件的安全可靠和性能稳定,必须根据不同元件材料和生产工艺对电烙铁焊嘴温度进行严格控制,温度过高或者过低均会对焊接质量,特别是对焊接的长期可靠性产生一定影响。实际焊接工作中,特别是在高端电子产品行业,生产现场大量使用烙铁温度计,用于监测电烙铁焊头的温度,以判断电烙铁是否保持正常工作状态。因此,为保证被焊接器件的性能安全可靠,确保实时准确地监控电烙铁焊嘴温度,需要对烙铁温度计的温度测量性能进行定期校准。
1 烙铁温度计的校准现状
烙铁温度计是一种用于校准或测试电烙铁焊嘴温度的重要计量仪器,通常由温度传感器、信号处理电路和温度显示单元组成,其工作原理如下:烙铁温度计的温度传感器感受来自电烙铁焊嘴的瞬时温度,迅速产生温差热电动势,其温度测量电路根据测得的热电动势实时显示电烙铁焊嘴当前温度。
测量时,电烙铁焊嘴须紧密接触温度传感器,见图1。烙铁温度计的准确度等级一般为1.0级,分辨力为1 ℃,测量范围一般是0~600 ℃,常见的有国内快客电子设备有限公司生产的QUICK 191A型和日本白光公司生产的HAKKO FG-100型两种产品,主要性能参见表1。

图1 用于测量电烙铁焊嘴温度的烙铁温度计

图2 温度传感器

表1 两种烙铁温度计的技术参数
对于烙铁温度计的校准,至今还没有制定国家计量校准规范,也没有相应的标准器和校准装置。目前,校准工作主要参考JJG 617-1996《数字温度指示调节仪》[1]。这种方法仅仅对烙铁温度计的温度指示部分进行校准,而没有对烙铁温度计的温度传感器进行校准,无法实现烙铁温度计的全面校准。
烙铁温度计的传感器感温部分为K型热电偶,呈星形状,利用三个对称角把感温头镶嵌在仪表右下侧的凹槽内,其中感温头直径不足2 mm,端面面积小于4 mm2,且引线长度不超过10 mm,见图2。由于感温头小,难以对它进行准确校准。以工业I级K 型热电偶为例,在300 ℃时的最大允许误差约为±1.2 ℃,因此忽略温度传感器部分的误差必然造成烙铁温度计监控电烙铁时产生温度偏差。为此本文根据2015年发布的《烙铁温度计校准规范征求意见稿》要求,设计了一种智能化、高准确度的烙铁温度计校准装置,以实现对仪器示值误差的准确校准,及时满足企业的计量需求。
2 烙铁温度计校准装置
2.1 研究进展
国内外针对烙铁温度计校准装置开展的研究仍鲜见报道,市场上还未有该类产品。目前只有浙江省计量科学研究院有该方面的研究,其方案为采用模拟烙铁焊嘴的恒温腔结构提供恒定温度源[2]。这种模拟标准电烙铁结构的手持式恒温源,由于其工作表面与烙铁温度计感温头的接触情况对温度影响很大,校准人员引入的人为误差较大,校准重复性差,可操作性不强。本文通过合理的结构设计,采用机械臂智能按压的方式消除人为误差,并引入本单位自行研发的AI-5600高精密温度测量系统进行温度测量,以提高校准的效率和准确性。
2.2 校准装置结构
该校准装置主要由恒温腔及其加热系统、机械臂智能按压系统、高精密温度测量系统组成。原理如下:温度控制系统对恒温腔头内的热电偶温度传感器进行实时温度测量,通过比较电路将输出信号反馈至加热系统,启动加热系统工作,直至恒温腔头达到预定的恒温温度;通过机械臂的智能按压,将恒温腔头与烙铁温度计的温度传感器压紧;AI-5600高精密数字温度计实时精密测量恒温腔头温度,以此作为校准的参考温度。通过合理的恒温腔结构设计[3](见图3)保持工作表面的温度可控且稳定,并具有一定带载能力,以克服温度瞬变问题,满足校准工作要求。

图3 恒温腔结构
恒温腔采用圆柱型的高纯度紫铜制作,并将恒温腔头设计成凸字形,以使恒温体和感温头紧密接触;恒温腔内部采用PTC热敏电阻(PTCR)加热体,其升温迅速、功耗小,且具有良好的恒温特性;恒温腔的外部包裹云母片保温材料,以减少环境温度波动的影响;智能按压系统保证了校准时的按压紧实且不破坏感温头;AI-5600标准温度传感器内置于恒温腔头,可实时检测温度变化。
2.3 智能按压系统
机器臂具有高效率、高可靠性、低劳动强度等特点,在各领域都得到了迅速发展。机械臂结构如图4所示,装置具有三个自由度(前后X轴,左右Y轴,上下Z轴),恒温体集成于Z轴机械臂上。利用PLC(可编程逻辑控制器)将恒温体运行到所需按压的点位,对准并记录下此点位的位置。PLC是机械臂控制的核心,采用欧姆龙CP1E-N30DT-A型小型PLC,可以控制10个点以上。通过定制装置平台的烙铁温度计标准夹具组,可以实现批量校准,提高效率。

图4 机械臂结构
校准时将被校准烙铁温度计固定于XY平面的标准夹具上,通过直线导轨、标准滑块和微型汽缸控制机械臂的标准按压动作。微型汽缸采用气源控制,气体先后通过过滤减压阀和精密减压阀,保证压力的平稳输出,并接微压表对按压动作进行监测和控制。
2.4 标准温度测量系统
紫铜恒温体具有很好的导热性,其准确度主要由温度传感器的测量准确度决定。装置的标准温度测量系统采用了自行研发的AI-5600高精密数字温度计作为标准温度计,以Pt100作温度传感器,引入多点修正和参数整定,按PID控制方式对恒温腔头进行实时准确测量,通过温度比对保证校准温度的准确可靠,并作为校准时的参考温度。
AI-5600型高精度数字温度计基于24位AD转换器和16位单片机设计,具有高准确度、高稳定性等特点,最高分辨力为0.001 ℃,最高准确度等级达到0.02级或最大误差在±0.01 ℃范围内。标准温度计可以独立配置15个校正记录,每个记录有30点校正数据,通过软件校正,消除包括传感器在内的仪表整体固有误差。仪表的多点修正是采用标准值校正法,以二等标准水银温度计或二等标准铂电阻温度计作为标准仪器,从50~600 ℃每隔50 ℃测出标准温度计在每个温度点上的修正值,并保存校正结果,结果见表2。使用时,仪表的显示值会根据校正记录自动进行修正。
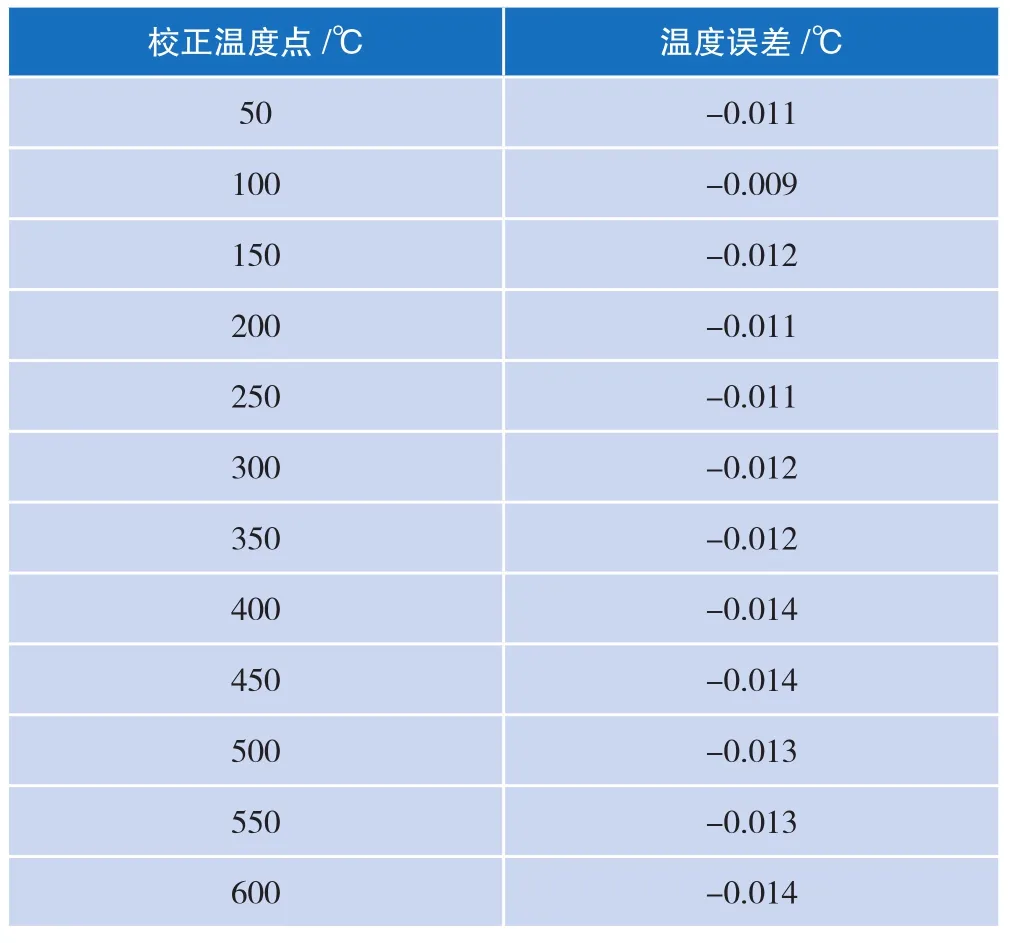
表2 多点修正实验结果
AI-5600型高精度数字温度计的整体修正值是采用电量单位线性内插计算的,参见图5。对于温度传感器,由于存在电量与温度的非线性关系,使得温度单位的修正结果不会完全等于电量单位的修正结果,但这种差别应该是在允许范围内。
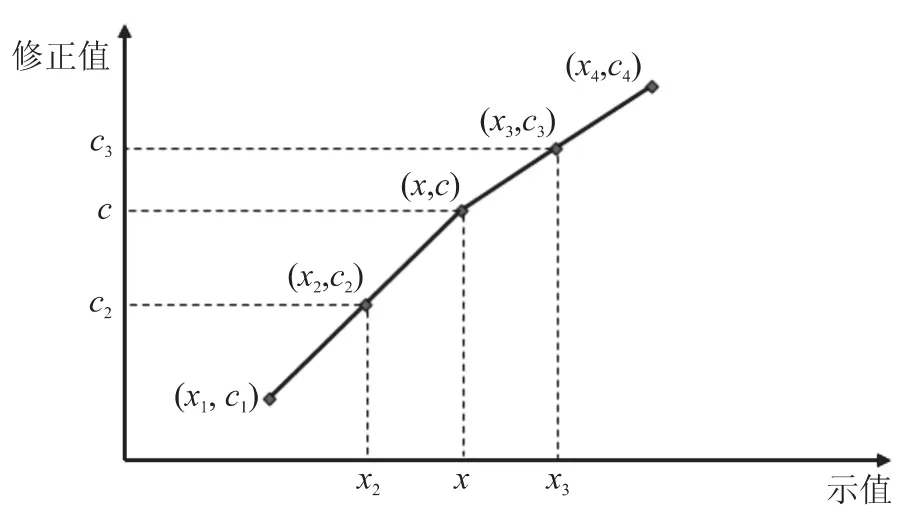
图5 AI-5600型高精度数字温度计的多点校正
图5中的x点修正公式如下:
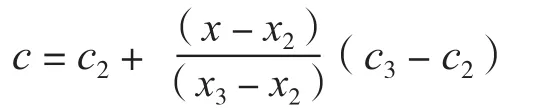
修正后仪表的显示值x为x =x*+ c
式中:x*——没有任何修正时的纯原始示值;
c——根据仪表内校正记录所计算的修正值
AI-5600本身具有很高的稳定性,只要所匹配的传感器稳定性也很高,则整体误差就会很小。因此,选择采用AI-5600型高精度数字温度计作为标准温度计,将Pt100温度传感器内置于恒温腔头,测得的温度读数作为校准时的参考温度,实现了烙铁温度计的准确校准。
3 结语
烙铁温度计的校准采用表面温度接触式测量方法,主要受恒温源表面性能、环境状况以及人工操作的影响。本文通过合理设计的高精度表面恒温源,可以有效地对烙铁温度计的误差进行校准。其中恒温腔头采用凸式结构紫铜恒温块,恒温腔外围以保温材料包裹,有效减小了表面性能和环境温度变化引入的测量误差;通过智能机械臂的标准化按压操作,有效减少了由于人工手持操作引起的按压压力和角度不确定引入的误差;通过AI-5600高准确度温度测量系统对恒温腔头进行实时准确测量,为烙铁温度计的校准提供可靠的标准参考温度,保证了校准的准确性。
[1]王志明.烙铁温度计校准方法的探讨[J].计量技术,2012,(1):56-57.
[2]余时帆,潘子升.烙铁温度计校准装置的研究[J].计量技术,2009,(1):56-58.
[3]姜华,万辉,殳伟群.高精度温度测量仪[J].自动化博览,2005(S2):88-92.
Calibration device for iron thermometers
Ji Jinlong
(Xiamen Institute of Measurement and Testing)
The paper introduces the working principle, use, calibration status and calibration methods of iron thermometer, and presents the research idea of an intelligent and high-precision calibration device.The paper emphatically discusses the design and development of the intelligent compression system and the standard temperature measurement system.The research results could effectively improve the calibration efficiency and accuracy of iron thermometers.
iron thermometer; calibration device; constant temperature chamber; AI-5600 high-precision digital thermometer
猜你喜欢
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·八年级物理人教版(2021年10期)2021-11-22
中学生数理化·八年级物理人教版(2020年10期)2020-11-26
设备管理与维修(2020年1期)2020-02-26
中学生数理化·八年级物理人教版(2019年10期)2019-11-25
电子制作(2018年19期)2018-11-14
电子制作(2017年8期)2017-06-05
电子世界(2016年16期)2016-09-27
中国设备工程(2013年9期)2013-12-07
中国新技术新产品(2013年20期)2013-11-16