
120tLF炉35kV母线静止无功补偿装置设计与应用
2016-12-30 01:13:11任明国王民吕凤齐霞任燕霞
中国铸造装备与技术 2016年4期
任明国,王民,吕凤,齐霞,任燕霞
(1.山东钢铁股份有限公司莱芜分公司,山东莱芜 271104;2.山东莱芜钢铁集团有限公司,山东莱芜 271104)
120tLF炉35kV母线静止无功补偿装置设计与应用
任明国1,王民2,吕凤2,齐霞2,任燕霞2
(1.山东钢铁股份有限公司莱芜分公司,山东莱芜 271104;2.山东莱芜钢铁集团有限公司,山东莱芜 271104)
LF精炼炉在运行中,会产生大量谐波、负序,产生无功冲击并导致电压波动和闪变,冶炼功率因数低等电能质量问题,降低供电系统的可靠性,并危害其他设备安全。本文从分析莱钢供电系统及电网情况入手,结合现场设备实际运行参数,系统进行静止无功补偿装置各参量参数计算,各次滤波器设计选型,并初步介绍了SVC静止无功补偿计算机控制系统的设计组成、具备的技术特点及应用效果。
LF精炼炉;谐波;功率因数;SVC
0 引言
LF精炼炉在运行中,会产生大量谐波、负序,产生无功冲击并导致电压波动和闪变,造成冶炼功率因数低等电能质量问题,降低供电系统的可靠性,并危害其他设备安全。按照国家标准规定,像这种产生严重电力“污染”的工程是不能接入电网运行的。因此,必须按照电能质量有关标准进行限定,采取综合治理措施,以使诸如电力系统的谐波、负序、无功冲击等参数满足国家标准要求。另外配套SVC有很多好处,如可使精炼炉熔化功率增加,减少电极损耗、减少精炼炉熔化时间,降低各次谐波注入供电系统,提供无功功率,提高功率因数等,因此对SVC进行合理的方案设计显得尤为重要。
1 莱钢电网情况
1.1 系统及主变压器参数
公共连接点(PCC点)为银山变电站110 kV母线 。
(1)系统短路容量
35 kV母线:Skmax=967 MVA; Skmin=529 MVA。
(2)主变压器参数
额定容量:80 MVA;额定电压:110 kV/35 kV。
1.2 精炼炉参数
炉变额定容量:22 MVA;接线组别:YNd11;
额定电压:35 kV/185V~295V;阻抗电压:6.91%;
一次额定电流:363 A;二次额定电流:40 282 A。
2 静止无功补偿装置参数计算
2.1 精炼炉等效阻抗
公共连接点35 kV,短路容量Skmax=967 MVA,Skmin=529 MVA,取基准容量Sjz=100 MVA。
35 kV母线上阻抗标幺值为:
最大运行方式下:X1=100/967=0.103
最小运行方式下:X2=100/529=0.189
X2为电炉变压器等效阻抗标幺值:0
X2= 7.41%*(100/22)=0.337
X3二次短网阻抗取1.932
2.2 最大无功Qmax核算
由无功冲击测试结果可知单台精炼炉的无功冲击最大值达17 Mvar;两台精炼炉同时生产时引起2#主变压器35 kV侧无功冲击最大值63 Mvar,无功冲击增量的95%概率最大值约34 Mvar。
2.3 电压波动及电压闪变值计算
由无功冲击测试结果可知,2#主变压器35 kV侧母线电压最大值为38.8 kV,最小值为35.8 kV,引起电压波动最大值为14.82%,严重超过国家标准2%的规定。引起2#主变压器35 kV母线侧的短时间闪变为2.9,严重超过国标限值0.9。
2.4 功率因数计算
由平均功率因数测试结果可知,单台精炼炉生产时的平均功率因数约为0.85。
2.5 补偿容量计算
(1)TCR容量选择
根据测试结果可知,目前单台精炼炉运行时引起的无功冲击约为17 Mvar,35 kV母线的最小短路容量为529 MVA。因此,通过治理措施,将电压波动降到2%,考虑一定的安全裕度,每套精炼炉需要加装SVC的容量为15 Mvar。
(2)补偿功率因数所需电容器容量
目前单台精炼炉的功率因数约为0.85,通过治理提高到0.95需要补偿基波无功功率为:Qc=P(tgα1- tgα2),式中P为用功功率(kW),tgα1为补偿前功率因数角的正切值,tgα2为补偿前功率因数角的正切值。
即:Qc=22×0.85×(0.6197-0.3287)=5.44(Mvar),取值5.5 Mvar。
再考虑补偿50%TCR的感性容量为7.5 Mvar。共需要补偿基波无功容量为13 Mvar。因此SVC容量选择15 Mvar,是可行的,可以保证治理后功率因数达到0.95。
2.6 谐波电流计算
国标中规定,在假定基准短路容量下注入35 kV系统的公共连接点的各次谐波电流允许值如表1第一列所示。35 kV基准短路容量取250 MVA。
由于考核点的最小短路容量不同于假定基准最小短路容量,应按照国标附录B进行换算,换算公式如下:
式中,Sk1为公共连接点的最小短路容量,MVA;Sk2为基准短路容量,MVA;Ihp为表1第三列中第h次谐波电流允许值,A;Ih为短路容量为Sk1时第h次谐波电流允许值,A。
35 kV母线最小短路容量为529 MVA。110 kV母线共接有5台80 MVA的供电主变压器,可以换算并分配出2#主变压器(80 MVA)所带三台精炼炉(含计划新增一台精炼炉)允许注入35 kV侧的谐波电流值,根据国标推荐方案,按照有效值分配后得到每台精炼炉允许注入35 kV母线的谐波电流。
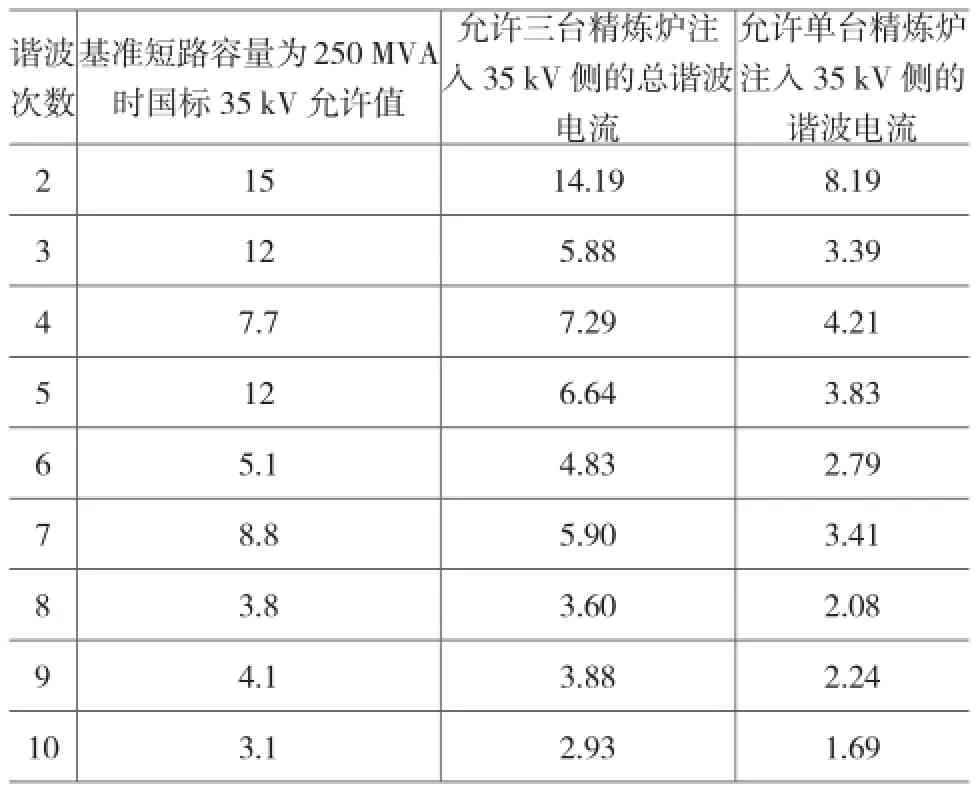
表1 允许注入系统的谐波电流值(A)
2.7 滤波器支路及参数计算
根据谐波电流注入35 kv侧的情况,选择加装3次、4次和5次三组滤波支路。滤波支路采取如下接线方式:
3次滤波器—采用单调谐滤波器,达到最佳的滤波效果;
4次滤波器—采用单调谐滤波器,达到最佳的滤波效果;
5次滤波器—采用单调谐滤波器,达到最佳的滤波效果。
所有滤波器同TCR均直接挂在35 kv母线上,TCR与3次滤波器支路共用一个断路器,4次和5次支路共用一个断路器。SVC一次原理主接线图如图1所示。
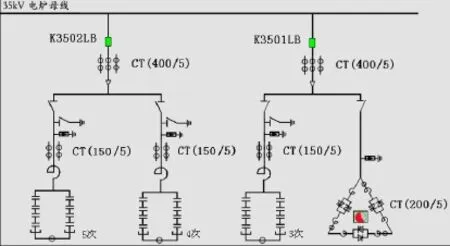
图1 SVC一次原理主接线图
滤波器的基波补偿容量与TCR容量基本平衡即可。各滤波器支路基波容量的分配要综合考虑谐波效果、安装容量大小和安全指标,采取最优化配置。在各滤波器支路基波容量和谐波源谐波电流确定的前提下,要计算滤波器其他参数,首先必须确定滤波电容器的额定电压。
滤波电容器的额定电压受以下几个方面的影响:母线电压水平、谐波电流加在电容器两端的谐波残压、串联电抗器后电容器两端电压的升高、电压波动使电容器两端电压的升高。
考虑以上因素后,计算得到各滤波支路电容器额定电压、安装容量及电容器连接方式,以及滤波电抗器参数。
3 静止无功补偿计算机控制系统设计
SVC作为一种可快速调整无功出力的装置,必须有足够的处理能力来控制并保护系统,实现调节计算和装置状态的监控。SVC监控系统作为SVC控制保护系统的核心,由多个处理单元组成,通过分层式结构实现对多个监控量的采集与监控。系统内部通过CAN现场总线实现现场数据共享通道,提高系统的可靠性和灵活性。主要处理单元构成有:
(1)TCR监控单元:对系统进行保护监控;
(2)调节控制单元:将系统的电压、电流信号经过转换,并经CPU进行计算,获得AB、BC、CA三相触发角,并以光脉冲的形式发出;
(3)阀基电子(VBE):将TCR控制器调节单元晶闸管触发相位转换为逻辑多脉冲触发信号,完成TE板触发功能;
(4)微机保护:保护柜通过微机保护单元对TCR支路、4滤波器支路进行保护。
4 SVC系统应用效果
4.1 仿真实验
在进行LF炉供电质量实验前,首先对SVC系统进行仿真实验,其中Us=220 V、f=50 Hz,仿真时间为4个周期,系统在一个周期后进入稳态,得出对补偿前后负载电流、网侧电压的波形图,如图2示。
从仿真结果看,补偿前网侧电压与负载电流之间存在明显的相位差,同时电流波形有一定的谐波成份。而补偿后网侧电压与负载电流之间相位差很小,说明无功情况得到很好的补偿。
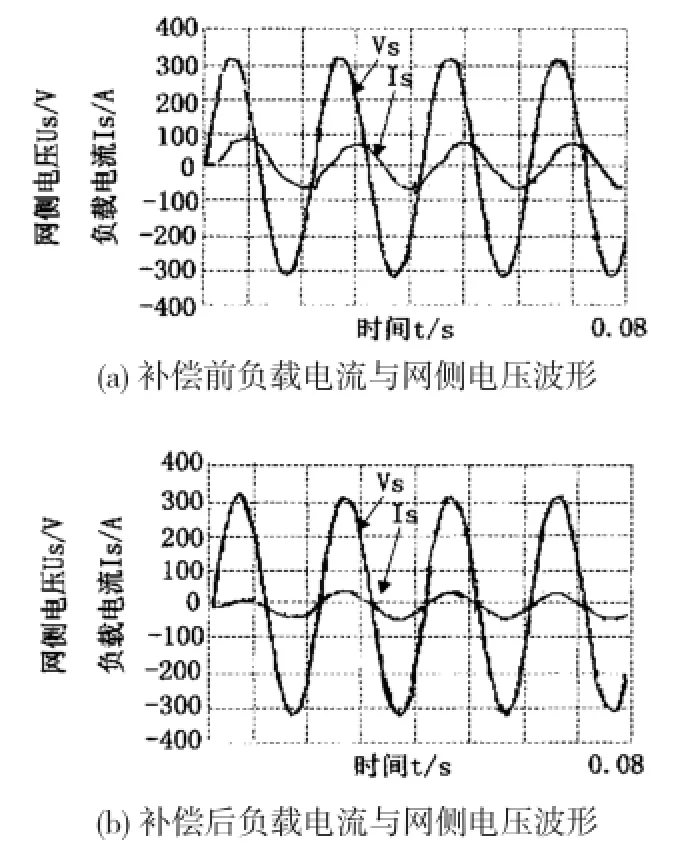
图2 负载电流、网侧电压的波形图
4.2 供电质量实验
(1)应用电力质量分析仪记录SVC投入前后变压器各侧电压和电流谐波。如图3所示:
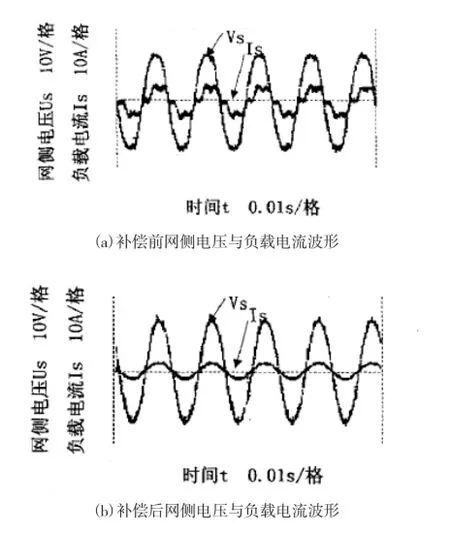
图3 变压器各侧电压和电流谐波
从结果分析,补偿前网侧电压和负载电流不对称,补偿后电压电流同相位。
(2)测量功率因数
LF精炼炉不运行,功率因数接近1.0;
LF精炼炉投入运行,SVC不投时,功率因数0.5,不符合要求;投入SVC时,功率因数大于0.92,符合要求。理论上功率因数可以补偿至1。
(3)谐波
各种工况下,110 kV母线电压各次谐波分量及线路注入的2、3次谐波电流均不超标;LF精炼炉运行时,不投入SVC,35 kV侧母线电压各次谐波分量及谐波电流2、3、4次数值超标;投入SVC后,彻底消除了3次、4次、5次谐波。
(4)负序
从图3可以看出,由于采用了分相补偿,投入SVC后负序电流也被补偿掉。
综上所述,SVC在正常运行期间,各项指标均满足设计要求,有效提高电网电能质量,减少电网污染。同时可以提高冶炼节奏,稳定冶炼电压,减少电极消耗,节能降耗效果明显。
[1] 国家质量监督检验检疫总局.GB/T 12325-2008,电能质量供电电压偏差[S].北京:中国标准出版社,2008.
[2] 国家质量监督检验检疫总局.GB/T 12326-2008,电能质量电压波动和闪变[S]. 北京:中国标准出版社,2008.
[3] 国家质量监督检验检疫总局.GB/T 14549-1993,电能质量公用电网谐波[S]. 北京:中国标准出版社,1994.
[4] 王宝峰,张宏,方新华. S VC动态无功补偿在安钢1780mm热连轧当中的应用[J]. 山西电子技术. 2010(03).
第十四届中国国际铸造博览会简述
2016年5月17日,由中国铸造协会主办的第十四届中国国际铸造博览会在中国国际展览中心(新馆)隆重开幕。本届“铸博会”总面积达108000平米,来自30多个国际和地区的1300多家知名展商,在为期4天的展会上展示自己的最新产品和技术。
本届展会参展商以产品分类,主要有铸造装备、3D打印、机器人、铸件和铸造材料等五大类参展商。
1 铸造装备
国内展馆主要参展企业有济南铸锻所、保定维尔、苏州苏铸、无锡锡南铸机、无锡华统环保、青岛铸造机械、济南二机床、湖南华中天地、山东杰创、临海市众瑞机电、无锡市大山机械、苏州市花锦、新乡新兰贝克、威海工友等。
国外展馆主要参展企业有爱立许、致恒(天津)实业、常州好迪、常州宇涛机电、德国科特纳、亨特自动化、昆格瓦格纳、兰佩和莫斯纳、青岛新东、上海新研、常州法迪尔克、迪砂(常州)机械、美国福康等。
济南铸造锻压机械研究所有限公司
本届展会采用LED大屏幕滚动播放公司主打产品,并对公司主管或主办的国家铸锻机械质量监督检验中心、全国铸造机械标准化技术委员会、全国锻压机械标准化技术委员会、《中国铸造装备与技术》杂志、《锻压装备与制造技术》杂志、中国机床工具工业协会铸造机械分会、中国机床工具工业协会锻压机械分会等进行了专题报道。本届展会展出的浇冒口气冲锤,具有操作简单、工作效率高、降低废品率等特点。展出的双工位机械手抛丸清理机,是专门为发动机缸体、缸盖、进气歧管、齿轮箱等复杂不易清理的铸件而设计制造的新型高效自动化抛丸清理机,该机具有清理效果好,清理区域无死角及生产率高等特点,广泛应用于发动机缸体、缸盖等铸件的表面和内腔的精细清理,对于较大缸体、缸盖,生产率可达60件/小时,较小缸体、缸盖可达100件/小时。展出的700×700×350/220(mm)静压造型主机,其特点为:制出的砂型硬度高(可达80~95GF,可调)、硬度均匀、型腔表面光滑、无噪音、效率高(单工位造型生产率可达120整型/小时),适合批量生产结构复杂、高精度的铸件,广泛应用于汽车发动机缸体、缸盖、轮毂、制动鼓、壳体件、排气管、车桥等铸件的生产。
保定维尔铸造机械股份有限公司
展出的底注式全自动高速浇注机,具有与主机造型信号联锁、砂型计数、自动控制塞杆旋转和孕育剂、自动保存模板信息等特点。展出的平移式下芯机,可替代手工下芯,在造型循环节拍内自动将砂芯放置在砂型型腔中,有效提高下芯质量和效率。展出的粘土砂高效混砂单元,包括高效转子混砂机,旧砂、新砂和辅料称量系统,定量加水系统,型砂在线质量控制仪等,采用三层立体布置,具有布置紧凑、功能清晰、维护方便、混砂效率高、型砂均匀松散、性能好、质量稳定等特点。展出的翻转式振动落芯机,主要用于发动机缸体、缸盖的型芯落砂,该机采用了德国F+K公司的气动震击锤,震芯效果明显,锤头耐用,振动的同时铸件在设备内可0~2 7 0°旋转,可有效排除铸件内的芯砂。展出的双盘搅拌冷却机,其特点为具有预混和降温双重功效,高效冷却旧砂温度至45℃以下或环境温度加15℃之内,冷却后旧砂含水量控制在2.0%±0.2%范围内。展出的取件机械手,主要用于在艰苦的工作环境中安全、长期并且精确的操作使用,采用全液压传动,可实现夹具开合、夹具回转、夹具仰俯、夹具偏摆及整个装置的水平、垂直和回转运动,操作环境舒适、操作方便,具有仿真功能。展出的机器人钩舌打磨系统,用于铁路机车钩舌的自动打磨,可完成钩舌各个面的自动磨削,该产品采用离线编程技术实现了机器人磨削路径的快速规划,采用在线测量校准技术,克服了各种误差,保障了铸件的磨削质量。展出的机器人自动下芯系统,用于砂芯的自动搬运和下芯,采用的柔性卡具技术,一方面能正确抓取砂芯,另一方面能保证砂芯不被破坏;采用的三维激光扫描测量技术,实现了砂芯与砂型的精准定位。展出的伺服控制自动浇注机,为可编程自动浇注机,具有纵移、横移、提升、倾转四轴伺服传动,适用于水平分型有箱/脱箱造型自动线的灰铁、球铁铸件的生产。
苏州苏铸成套装备制造有限公司
展出的双工位全自动静压造型机,生产率可达到200整型/小时。展出的双工位全自动浇注机,具有换包时间短的特点,可与高生产率的造型线配套使用。
无锡锡南铸造机械股份有限公司
长期专注于自硬砂造型和V法造型的铸造生产线以及铸造用砂再生系统的研发、设计、制造与服务。本届展会展出了新研制的1.5T取件机械手。
昆格瓦格纳(青岛)机械有限公司
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。昆格瓦格纳德国公司(KW德国)成立于1907年,产品覆盖粘土砂铸造工厂造型、砂处理、浇注、清理和后处理等工部,为客户提供智能或自动化的整体解决方案,实现铸造工厂“交钥匙”工程。2014年9月1日,KW德国公司被青岛市机械工业总公司(Q M E)收购,2014年12月在中国青岛注册成立昆格瓦格纳(青岛)机械有限公司(KW青岛),作为KW德国的全资子公司,KW青岛承担KW德国在中国及亚太地区的品牌推广、产品销售、备件供应及售后服务工作。
青岛铸造机械有限公司
展出的水平输送式抛丸机和抛丸器,均是青岛铸造机械有限公司与斯洛文尼亚高仕托公司合资成立的高仕托(青岛)机械有限公司的产品。展出的水平输送式抛丸机,工件被放置在水平网带上通过抛丸机,适用于落砂去芯、除锈、除漆、去除焊接及气割痕迹、去除热处理产生的氧化层、去除毛刺等,可处理的单件质量从1Kg 到100 Kg。展出的抛丸器,具有超长使用寿命、特别耐磨、减少能源消耗、减少弹丸消耗、易损件更换便捷和维护方便等特点。
济南二机床集团有限公司
本届展会展出的固定升降式连续子母混砂机,主要用于大型铸钢(铸铁)件造型工艺,可以实现同时或分别混制两种型砂,可满足面、背砂同时混制造型生产,可实现铸钢件造型时铬铁矿砂的混制,可满足造型灵活生产,母机子机相互补充,提高生产效率。
青岛新东机械有限公司
展出的巴零达打磨机,适用于中小型铸件的毛刺打磨清理;配备可旋转移动的主磨轮和小磨轮各1个;适合处理比较复杂铸件的内外周毛刺;主磨轮轴采用伺服电机驱动,高效率的打磨清理提高了生产效率和品质;研磨中也能通过工装切换装置完成工件切换,工装容易更换,打磨前的准备时间短;安装面积小,一名作业人员可以操作多台;使用金刚石磨轮,降低了运行成本并减少了切削和粉尘。
致恒(天津)实业有限公司
展出了AMF-II(H)06R型脱箱造型机,生产能力150 mould/h。展出的500 Kg全自动浇注机,采用传感器计量,铁液补给方式采用追加或更换浇包,采用齿轮、齿条啮合传动,伺服控制。
常州好迪机械有限公司
展出的HGR57-7 X摆臂数控打磨机,适应工件尺寸φ700×400(mm),适应最大工件质量100 Kg,7轴数控系统,2轴工具,大工具尺寸(外径×厚度×孔径)405×12×80,小工具尺寸50×16.5×70。展出的高效转子式混砂机,盘径2 900 mm,最大批料量2500 Kg,最小混砂周期100 s,混砂量90 t/h。展出的摆床通过式抛丸机,生产率6~8 t/h,最大工件质量150 Kg,最大工件对角线长度850 mm,抛头数量4,每个抛头功率37 k W,最大砂分离量100 kg/min,除尘风量24 000 m3/h。
无锡市大山机械有限公司
大山机械是与日本浪速铸机株式会社合作的企业,由日本浪速铸机株式会社提供全套技术制造出各类铸造设备和模具。本届展会展出的SBM-540无箱式高速自动造型机,是采用侧面射砂+上、下压实方式,生产效率高,造型能力25秒/循环。该公司与FANUC公司合作,配套FAN U C机器人实现造型、制芯和浇注自动化。
兰佩和莫斯纳(北京)铸造设备有限公司
展出了LL10-Asi a制芯机,是德国品质,中国制造。该机结构紧凑,用途广泛,操作简便,气体装置、控制装置、控制柜、液压装置和安全仓集成一体且相互网络连接。
爱立许(EIRICH)
展会上以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。公司专注于原料制备领域的设备和技术研发,可以为铸造、钢铁、耐火材料行业提供设备的制造、安装、调试及交钥匙工程。在铸造砂处理方面是全世界公认的技术领导者,可以提供潮模砂输送、筛分、冷却和混制的交钥匙工程。中国公司成立20多年来一直秉承德国技术、中国制造的理念,竭诚为客户提供最先进、最优质的设备和服务。
德国科特纳(Küttner GmbH & Co.KG)
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。该公司自1970年以来,已经建造了300多套冲天炉装置,公司生产的新型环保节能冲天炉具有以下特点:适用范围广;工艺稳定性好;使用寿命长;环保;节能;运行费用低。
亨特自动化机械(上海)有限公司
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。亨特造型机自1964年在美国问世以来,经过不断完善、改进和创新,到现在精益求精的X L系列已经是第八代产品,它融当今世界先进的计算机科技成果及最新的自动控制技术为一体,设计更完善,技术更先进,性能更稳定,运行更安全,使铸造企业能够高效地生产出各类高质量、近乎完美的铸件。亨特造型机在世界各国已销售1 800多台,信誉度及销售量居世界同行业第一。
总部设在上海的亨特公司亚太地区运营中心及制造基地,集工程设计、生产、销售和服务为一体,并提供亨特造型机的其他配套产品,如涡轮式高效混砂机、砂型在线检测等。
湖南华中天地环保科技有限公司
本届展会展出的数字化工厂管理系统模型,具有方便成本核算、产能分析和工艺管理等特点,为提高车间管理水平提供了有力保障。展出的电磁盘吸料系统,具有自重轻、能耗低、起重量大、使用寿命长、绝缘等级高等特点,广泛应用于钢铁、机械、港口等行业,吊运散状导磁性金属物料如废钢、生铁锭、回炉料等,也可用于吸吊中厚钢板等。展出的烘包器(燃烧介质为柴油),具有燃烧效率高、火焰刚性强的特点,适用于烘烤1~5 t浇包。
新乡新兰贝克振动电机有限公司
展出了XVM-C系列、T系列、XVM-A系列振动电机。XVM-C系列产品是在吸收世界知名振动电机制造商VIM ARC技术的基础上研制出的一款新产品,具有自主知识产权,具有外观新颖大方、电机结构科学合理、便于安装、使用寿命长、价格便宜等特点。
威海工友铸造机械有限公司
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。该公司是专业生产铸造用浇包的企业,目前最大的铁水包可以做到60T,最大的钢水包做到120吨。主要为国内中大型铸造、钢铁、铸管等企业提供浇包。浇包自锁可靠,浇注过程中不会出现“磕头”的问题,蜗轮采用符合国标ZQAL9-4的铸铝青铜,具有良好耐磨性能和较高的强度,ISO9001质量保证体系可以承诺质保三年,主要的受力件安全系数达到10倍以上,完善的售后服务体系可以保证用户使用无忧。
山东杰创机械有限公司
展出的自动浇注机,主要由伺服控制系统、称重系统、升降系统、红外测温系统、随流孕育系统、远程监测系统等组成,可实现手动、半自动、全自动浇注,具有动作精确可靠、生产效率高、浇注废品率低等特点。展出的喷涂机器人,选用ABB公司的IRB2600机器人,工作范围是1.65 m 或1.85 m,综合运行精度达±0.05 mm,最高运行速度3 000 mm/s,喷头最大流量760 ml/min,最大喷幅370 mm,喷出涂料的形状有扇形和圆形两种。
常州宇涛机电设备有限公司
作为英国欧米伽和美国辛普森在中国的独家授权销售公司,在本届展会上以视频、宣传海报和交流互动的形式,全面展示了欧米伽公司造型系统、铸型输送系统及辛普森公司砂处理系统的技术实力和铸造工厂的解决方案。
上海新研工业设备有限公司
展出的2250 kW、300 Hz一拖二双供电中频电源柜,其特点:串联谐振设计,整流满开放,功率因数高,高次谐波小;模块化设计;全数字化控制电路,全部触发信号通过光纤传输,抗干扰能力强,系统更稳定;以太网通讯,实现实时数据监控,远程诊断;有竞争力的耗电量指标;功能强大的熔化管理系统,实时记录熔炼系统工作的各种信息。展出的1.5 t无加热全自动浇注炉,是上海新研与瑞典Pour-tech AB合作生产的,其特点:有后倾装置,铁水易倒空;可以连续生产,提高生产率;有补加铁水提示功能;铁水称量系统,能够自动补偿液位变化对浇注流量的影响,浇注精度高;使用点激光自动寻找浇口杯,使用线激光监测浇口杯里金属液面的高低;电驱动塞杆执行器,根据线激光实时反馈的浇口杯液面信息,每秒达到25次响应速度;有球铁浇注自动清渣装置;有塞杆自动扭转装置;自动随流孕育装置,孕育剂加入量可调,1~30 g/ s。展出的2.5 t无芯线圈加热气压式保温浇注炉,其特点:有后倾装置,铁水易倒空;浇注槽里金属液面的高低使用激光传感器控制;使用点激光自动寻找浇口杯,使用线激光监测浇口杯里金属液面的高低;电驱动塞杆执行器,根据线激光实时反馈的浇口杯液面信息,每秒达到25次响应速度;有球铁浇注自动清渣装置;有塞杆自动扭转装置;自动随流孕育装置,孕育剂加入量可调,1~30 g/s。
临海市众瑞机电设备制造有限公司
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。该公司是一家专业从事造型、制芯及各种规格造型线设计制造企业,公司主打产品为各种规格微震造型机、各种规格气动微震内力多触头造型机、铁型覆砂造型机和造型线、各种规格粘土砂造型线、各种规格冷芯和热芯盒射芯机等。
苏州花锦铸造设备有限公司
以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。该公司是熔化浇注设备、砂处理设备和树脂砂设备的专业生产厂,与全国各设计研究院所保持良好的技术合作,可根据用户要求,设计制造各种非标产品,提供成套设备的技术咨询、工艺设计和安装调试服务。近年来,研制开发的HFD系列复式分道送风冲天炉,经国家铸锻机械质量监督检验中心现场测试,各项指标达到标准要求,并评为优质产品。
2 3D打印
主要参展企业有ExOne、广东峰华卓立、北京隆源自动成型、维捷(中国)三维打印、武汉华科三维科技等。
ExOne 公司
ExOne公司的3D打印技术分砂型、砂芯间接打印和金属直接打印,可提供设备解决方案和打印服务;打印成本低,效率高,挑战工件成型极限;广泛应用于铸件原型试制,金属功能件生产和小批量工业化量产。本届展会展出了一台型号:S-MaxTM砂;规格:1800×1000×700 mm的3D打印机,并展出了此机型打印的砂型(芯)。
广东峰华卓立科技股份有限公司
在本届展会上以视频、宣传海报和交流互动的形式,全面展示了公司的业务范围和技术实力。该公司是中国最早研究3D打印技术并实现产业化的公司之一,成功创造了以砂型3D打印为核心的先进制造技术并将之应用于国家最基础的铸造工业。公司已经发展成为拥有砂型3D打印设备的制造与研发、复杂金属零部件的3D快速铸造、3D砂型(芯)打印快速加工定制、三维数据处理及3D数字化综合技术应用服务、3D打印各类耗材的研发与销售。其中,国内独创的微滴喷射砂型3D打印的冷芯制造技术,获得多项专利认证,其工艺优越性与传统工艺的无缝兼容性,将极大的改变传统铸造行业的固有生产模式及制造技术,可广泛应用于汽车、军工、航空航天、船舶、水泵、陶瓷、建筑、雕塑等行业。
3 铸造材料
参展的企业有亚世科、济南圣泉、福士科等。
亚世科(镇江)新材料科技有限公司(ASK CHEMICALS)
本届展会展出的VDICELLTM过滤器,是由部分稳定氧化锆制成全烧结泡沫陶瓷过滤器,特别适合于铸钢和铸铁厂使用,可减少铸件缺陷,具有最佳成本效益的解决方案,过滤器尺寸最大为300 mm。展出的INOTEC TM无机树脂,在缸体、缸盖金属模铸造中,能实现对生产率和复杂铸件要求的最好满足,加上对环保的贡献,相比于冷芯盒工艺更有优势。展出的型内孕育块GERMALLOYTM用于改进石墨球的形态,从而优化机械性能,SMW insertsTM与GERMALLOYTM联合使用,进一步增加石墨球数量,同时避免短粗石墨。展出的OPTIGRANTM是用于灰铁的型内孕育块,可以得到更细的均匀分布的A型石墨形态。展出的ISOCURE冷芯盒树脂,是专为高强度、高抗湿、高生产率而设计的,并且在铸铁领域对水基涂料有更好的适用性。展出的VELVAPLAST是一款水基涂料,有优异的流平性,更好的涂层强度,用于砂芯表面和组芯整体浸涂。
4 结束语
本届展会呈现出了两大特点:
1)围绕市场需求,产品转型升级
在整个经济形势下滑及结构性产能过剩的大背景下,各参展商能够冷静分析市场形势和需求,开发出了一批满足市场个性化需求且经济实用的产品。努力挖掘自身优势,苦练内功,产品外观质量、可靠性指标及性能指标有大的提升。积极寻求外部技术合作,实现优势互补,在短期内研发出了填补国内空白且具有国际竞争力的产品。
2)生产过程网络化、数字化和智能化仍是本届亮点
随着劳动力等生产要素成本不断上升,市场对产品质量和生产效率的要求不断提高,招工难、招熟练工和有一定技能的工人更难等问题日益凸显,迫切需要生产过程实现网络化、数字化和智能化。“铸造”作为有5000年历史的“资深行业”,随着信息化及虚拟生产、3D打印和各类机器人在铸造领域的广泛应用,传说中的数字化装备、单元和工厂已经成为现实。(本刊报道)
三院306所激光3D打印技术实现新突破
近日,中国航天科工三院306所技术人员成功突破TA15和Ti2AlNb异种钛合金材料梯度过渡复合技术,其采用激光3D打印试制出的具有大温度梯度一体化钛合金结构进气道试验件顺利通过了力热联合试验。
该技术成功融合了激光3D打印与梯度结构复合制造两种工艺,解决了传统连接方式(如法兰连接、焊接等工艺方法)带来的增重、密封性差和结构件整体强度刚度低等问题,为具有温度梯度结构的开发设计与制造开辟了新的研制途径;同时,开创了一种异种材料间非传统连接的制造模式,实现了结构功能一体化零部件的设计与制造。(摘自腾讯网 http://news.qq.com/a/20160706/024272.htm?p gv_ ref=aio2015&ptlang=2052)
120 t LF furnace 35 kV bus static reactive compensation device design and application
REN MinGuo1,WANG Min2,LV Feng2,QI Xia2,REN YangXia2
(1. Shandong iron and steel Co., Ltd., laiwu branch,Laiwu 271104,Shandong,China; 2.Shandong laiwu iron and steel group Co., Ltd., Laiwu 271104,Shandong,China)
LF refining furnace is a special kind of nonlinear impact load. In the operation of the LF furnace in, can produce a large number of harmonics, negative sequence, shock of reactive power and voltage fluctuation and flicker, smelting low power factor of power quality problems, reduce the reliability of power supply system, and endanger the safety of other equipment. This article obtains from the analysis of power supply system and power grid in lai steel case, combined the actual operation parameters, equipment system for static reactive compensation device of each parameter calculation, parameter all filter design selection, and introduces the SVC static reactive power compensation of computer control system design, the technical characteristics and application effect.
harmonic;power factor;SVC

TF748.2;
A;
1 006-9658(201 6)04-0098-04
10.3969/j.issn.1 006-9 658.2016.04.028
2016-01-18
稿件编号: 1601-1217
任明国(1981—),男,工程师.主要从事设备管理和维修.
猜你喜欢
山西冶金(2022年4期)2022-09-26 14:53:12
材料与冶金学报(2022年2期)2022-08-10 09:15:54
山东冶金(2022年3期)2022-07-19 03:24:30
通信电源技术(2018年5期)2018-08-23 01:16:16
科学与财富(2017年26期)2017-09-23 14:41:37
大型铸锻件(2015年1期)2016-01-12 06:33:28
黑龙江工程学院学报(2015年5期)2015-12-04 01:39:47
电源技术(2015年11期)2015-08-22 08:50:58
电测与仪表(2015年8期)2015-04-09 11:50:00
电子设计工程(2015年3期)2015-02-27 12:03:52
