
HERO工艺在煤化工废水处理与回用中的应用
2016-12-29 01:48:13张广远
工业水处理 2016年12期
张广远
(北京禹冰水利勘测规划设计有限公司,北京100048)
经验交流
HERO工艺在煤化工废水处理与回用中的应用
张广远
(北京禹冰水利勘测规划设计有限公司,北京100048)
介绍了高密度澄清池+V型滤池+树脂软化+高效反渗透组合工艺处理某煤化工废水的效果、设计参数及调试运行情况。该工程设计处理水量为500 m3/h,主要去除水中的SS、硬度、COD。运行结果表明,高效反渗透(HERO)工艺具有回收率高、出水水质稳定的优点,其出水可满足工业循环冷却水补水水质的要求。
煤化工废水;循环冷却水;高效反渗透;回收
大型煤化工项目耗水量大,对煤化工废水进行处理及回用成为发展煤化工产业的必然要求。煤化工是以煤为原料经过化学加工实现煤的转化并综合利用的工业,主要分为炼焦、煤炭气化、煤炭液化、煤炭化学品及其他煤加工制品等。煤化工废水排放量大、污染物浓度高、成分极其复杂。目前国内外对煤化工废水的处理大都按照物化预处理+生化处理+深度处理的流程进行,与单一工艺相比,这种组合工艺可做到优势互补,对废水的处理更为彻底。
内蒙古某煤化工企业采用高效反渗透(HERO)工艺,对循环排污水、生产废水(有机含氨污水和无机含泥污水)处理站出水及脱盐系统浓水进行深度处理,并回用于循环水系统作为补水,使其达到高回收率并获得良好的经济效益。进水量按500 m3/h设计,运行时间8 000 h/a,设计产水量417 m3/h。
回用水处理站进水水源主要为:(1)生产废水处理站出水,其出水水质满足《污水综合排放标准》(GB 8978—1996)一级排放标准;(2)循环排污水;(3)脱盐水站排污水。回用处理站设计进水水质见表1。
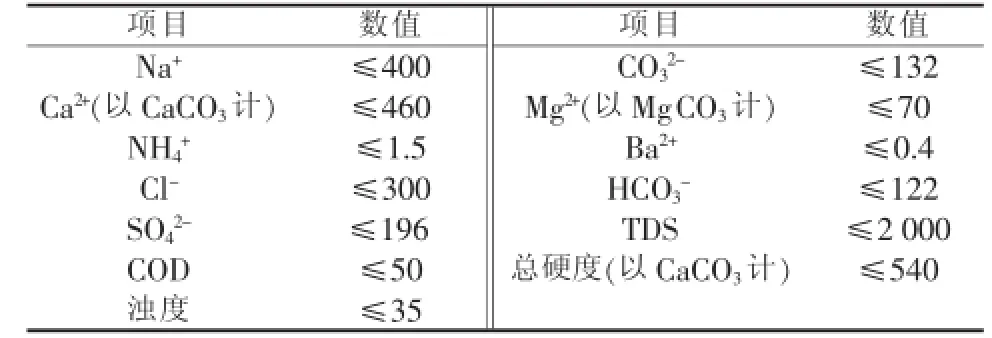
表1 原水水质
1 工程概况
1.1 处理规模及原水水质
该废水处理系统按最大水量设计,同时考虑未预见水量在管理完善的情况下并不产生,因此装置
1.2 工艺流程
煤化工废水深度处理常用工艺包括固定化生物技术、混凝沉淀、吸附、催化氧化及反渗透膜处理技术等。由于该废水的COD、NH3-N、SS、硬度及碱度都较高,因此,石灰澄清软化是唯一可行且最经济的预处理办法;高效反渗透技术能有效解决有机物污染和微生物滋生的问题,并且能实现较高的回收率、脱盐率和系统的经济、稳定运行。经过比较,确定处理工艺流程如图1所示。

图1 回用水处理工艺流程
HERO技术是该工艺流程的核心,其是在常规反渗透基础上发展起来的一种新型技术。它克服了常规反渗透装置回收率较低的缺点,可将回收率提高至90%以上(最高达95%)。HERO工艺具有如下特点:(1)HERO工艺中反渗透膜的防垢是通过预处理系统来实现的,即在预处理系统去除水中的硬度、碳酸盐碱度及其他易引起结垢的物质〔1〕。(2)特别适合处理高含硅的废水。SiO2的溶解度随pH升高而增大,当pH在10.0以上时硅的溶解度可达到1 600~2 000 mg/L。(3)HERO工艺通过提高运行pH来避免生物粘污和控制有机物粘污。在高pH运行条件下,细菌、病毒、孢子和内毒素被溶解或皂化。有机物被乳化或被皂化,不会黏附在反渗透膜上。
1.3 主要处理系统设计
(1)预处理系统(混凝+澄清+过滤)。预处理系统出水水质是影响后续超滤系统及离子交换系统运行的关键因素,也是保证反渗透系统不结垢的前提条件。
高密度澄清池对来水进行絮凝沉降及石灰软化,降低浊度及硬度,具有体量小、产水量大、效能优异的特点〔2〕。该系统设置2座高密度澄清池,每座处理能力为280 m3/h。其中混凝区停留时间为11 min,沉淀区表面负荷为15 m3/(m2·h),污泥循环率通常为5%~10%。高密度澄清池出水浊度控制在10 NTU以下,总硬度(以CaCO3计)控制在80 mg/L以下。
V型滤池的作用主要是在高密度澄清池的基础上进一步降低水体浊度,以保护下游的膜处理单元。设计了3个V型滤池,单池设计流量170 m3/h,平均滤速7.4m/h,滤料高度1.5m,滤料有效直径1.35mm。V型滤池出水浊度控制在2 NTU以下。
(2)超滤系统。超滤作为阳床的预处理单元,可使阳床避免有机物及铁锈污染。该项目有3套超滤装置,采用美国DOW公司SFP2880外压式中空纤维膜,77 m2/支,共150支,系统回收率>90%。超滤系统出水浊度控制在0.2 NTU以下,SDI控制在5以下。
(3)阳床。阳床可在高密度澄清池基础上进一步降低硬度。废水经离子交换后已经去除绝大部分硬度,可将多价阳离子降至非常低的水平,为后续HERO系统运行提供必要条件。采用Purolite薄壳树脂SST60H,设计5套阳床,正常情况下4用1备。树脂交换器出水总硬度要<0.2 mg/L,这是HERO系统正常运行的最基本要求。如果树脂床出水硬度不能保证,反渗透膜将受到结垢和污堵。与此同时阳床出水氨氮要<2 mg/L,目的是使系统维持反渗透浓水侧的pH,避免二氧化硅沉淀和有机物污堵。
(4)HERO反渗透。系统设置3套反渗透装置,每套装置皆为一级三段,每套装置产水量为155 m3/h。反渗透单元膜壳排列为16∶10∶6,每个膜壳装6支膜,采用聚酰胺复合膜BW30-400/34i。由于离子交换已将水中的硬度基本去除,盐分则靠反渗透装置去除;同时,反渗透装置在高pH条件下运行,此时硅主要以离子形式存在,不会污染反渗透膜并可通过反渗透去除;而有机物在高pH条件下皂化或弱电离,不会造成膜的有机物和生物污染。故高效反渗透不再需要高pH化学清洗,常规的维护性化学清洗也大为减少。反渗透系统运行过程中既节省了大量酸碱,又使反渗透的回收率提高到90%〔3〕。
2 调试与运行
2.1 高密度澄清池运行状况分析
预处理系统中的高密度澄清池是重要单元,其对硬度的去除效果直接影响后续系统能否顺利进行。高密度澄清池主要通过投加石灰、纯碱去除硬度。来水总硬度大概在500~600 mg/L(以CaCO3计),其中暂硬约为200 mg/L。根据来水硬度的变化情况微调石灰与纯碱的投加量。絮凝剂聚合硫酸铁投加量为20 mg/L,PAM投加量为0.5 mg/L。调试过程发现硬度的去除除与石灰、纯碱的投加量有关,还与pH控制有直接关系。硬度的去除效果与pH的关系见图2。
从图2可知:(1)当高密度澄清池出水pH在10.0以下时,出水硬度较高,基本在100 mg/L以上,硬度去除率在80%以下。(2)pH在10以上时,出水硬度随着出水pH的升高逐渐降低,硬度去除率随之升高。(3)当高密度澄清池出水pH达到10.5~11.2时,出水硬度可控制在80 mg/L以下,硬度去除率在85%~90%。(4)当pH超过11.2后出水硬度开始回升,硬度去除率开始下降。可见高密度澄清池pH控制在10.5~11.2时对水中硬度有较好的去除效果。
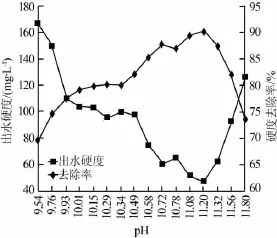
图2 pH与出水硬度及硬度去除率的关系
2.2 HERO反渗透系统运行状况分析
强酸型离子交换器可去除大部分的硬度,在阳床后进反渗透前通过除碳器去除水中的碱度。因此在无硬度、无碱度且高pH(浓水端pH为10.9)条件下运行,意味着反渗透膜无污堵、结垢及污染的风险。因此高效反渗透膜的通量可以很高,其回收率只受渗透压的影响,可以高达90%以上甚至更高。高效反渗透的出水水质如表2所示。

表2 反渗透出水水质
由表2看出,反渗透系统产水指标均符合设计要求,完全能满足厂区循环冷却水的补水水质要求。
高回收率是高效反渗透的主要优势,因此回收率能否达到90%以上是考核工艺成败的关键技术指标。反渗透系统产水及回收率变化如图3所示。
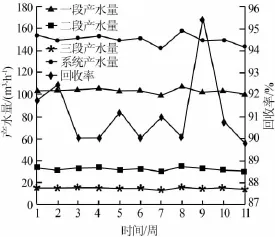
图3 高效反渗透系统产水及回收率
由图3可见:调试运行3个月以来高效反渗透回收率能稳定控制在90%以上,最高可以达到95%。
3 系统运行费用
电费:总装机容量2 870 kW,常用负荷1 760.65 kW,按当地电价0.487元/(kW·h)计,则电费为2.057万元/d,吨水电费为1.71元。
药剂费:聚合硫酸铁投加量20 mg/L,吨水费用0.056元;PAM投加量为0.5mg/L,吨水费用0.01元;石灰投加量240 mg/L,吨水费用0.192元;纯碱投加量250 mg/L,吨水费用0.75元;单个阳床再生HCl用量5 t/次,中和药剂NaOH需用量5 t/次,再生药剂折合吨水费用0.50元;次氯酸钠投加量5 mg/L,吨水费用0.004元;还原剂及螯合剂微量。药剂费合计为1.512元/t。
人工费:操作站定员15人,实行三班倒制,按平均每人每年40 000元,折合吨水人工费0.136元。
系统运行总费用=电费+药剂费+人工费= 3.358元/t。
4 结论
(1)采用预处理+高效反渗透工艺处理煤化工企业废水,其产水用于循环冷却水补水在实际工业应用是可行的,具有良好的经济效益和社会效益,该技术也可用于其他废水特性类似的化工企业。(2)严格控制系统各个单元的pH和加药量是保证高效反渗透系统稳定运行的关键。同时来水水量和水质的波动直接影响预处理效果,尤其是对硬度的去除效果影响较大。因此要加强在线仪表的监测,定期校准仪表,以便根据水质波动情况及时调整加药量。(3)阳床再生过程中会产生低pH废水,因此中和水池的防腐问题需在设计和施工过程中引起高度重视,目前常规做法是混凝土内衬玻璃钢进行防腐。
[1]葛小玲,李克先.电厂废水“零排放”工艺应用[J].中国环保产业,2010(12):21-23.
[2]谢钦.高密度澄清池工艺简介[J].给水排水,2006,32(增刊):38-39.
[3]德巴斯什·穆霍帕德黑.高效率操作的反渗透方法和设备:中国,1236330[P].1999-11-24.
Application of HERO technology to the treatment of wastewater from coal chemical industry and its reuse
Zhang Guangyuan
(Beijing Yubing Hydraulic Survey Planning Desing Co.,Ltd.,Beijing 100048,China)
The effect of the combination process,high dense settling pond+V-type filter+resin softening+HERO,for treating the wastewater from coal chemical industry,its design parameters,and operation debugging status are introduced.The designed water treatment capacity of this project is 500 m3/h,mainly removing SS,hardness and COD from water.The operation results show that HERO process has advantages,including high recovery rate,and stable effluent water quality.It can meet the water quality requirements for the make-up water of industrial circulating cooling water.
wastewater from coal chemical industry;circulating cooling water;highly efficient RO;recovery
X703
B
1005-829X(2016)12-0112-03
张广远(1981—),注册环保工程师。电话:18600919274,E-mail:zgybsh@163.com。
2016-10-09(修改稿)
猜你喜欢
工业安全与环保(2022年10期)2022-10-28 12:15:26
供水技术(2021年3期)2021-08-13 09:08:30
浙江大学学报(理学版)(2020年1期)2020-03-12 05:55:10
中国农资(2019年44期)2019-12-03 03:11:04
能源(2017年12期)2018-01-31 01:43:14
山东工业技术(2016年15期)2016-12-01 05:30:43
海峡科技与产业(2016年3期)2016-05-17 04:32:17
天津城建大学学报(2015年5期)2015-12-09 01:26:53
机电信息(2015年6期)2015-02-27 15:55:16
安徽农学通报(2015年2期)2015-02-12 00:26:41
