
冷却钢带纠偏及防护措施的改进
2016-12-29 04:55穆洪彪赵培余张含博孙迎波
化工装备技术 2016年6期
穆洪彪赵培余张含博孙迎波
(杭州中法实业股份有限公司)
冷却钢带纠偏及防护措施的改进
穆洪彪*赵培余张含博孙迎波
(杭州中法实业股份有限公司)
通过对冷却钢带机组结构及其运动规律的分析,提出在钢带主、从动轮一侧增加钢带偏移量在线测量装置。添置扭力指示扳手,控制钢带张紧力。经过技术改进,机组中钢带的调整频次和故障率显著降低。
冷却钢带偏移量纠偏在线测量钢带张紧力
在聚酯树脂生产领域,冷却钢带机组是用于成品降温冷却的关键设备。但是在机组运转过程中,钢带总是发生跑偏,即向滚轮的一侧或另一侧运动。若不能及时调整,易造成胶条脱落、冷却水流入成品中的质量事故。因此调整钢带,使之保持正确的工作状态,成了钢带操作工的经常性工作。为了培训员工,维护好钢带,保障生产的正常进行,笔者对冷却钢带的运动规律进行了深入的研究,并对现有的纠偏措施进行了改进,变定性分析为定量分析,配合钢带位置及纠偏示意图解,使操作工容易掌握钢带的运动趋势,便于调整钢带位置。
1 冷却钢带机组的结构和组成
如图1所示,冷却钢带机组由从动轮、钢带、钢带张紧力调整装置、主动轮位置调整装置、主动轮、钢带机架、带TR型轴承座的UC滚动轴承、减速电机等部件组成。
2 钢带偏移的原因
由于冷却钢带是柔性部件,在使用过程中频繁地受到热交变应力的作用,使钢带的实际长度每时每刻都在发生变化,从而影响钢带受到的张紧力,导致钢带在两只轮毂上的位置发生变动。因此钢带的偏移就一直贯穿于生产的始终。
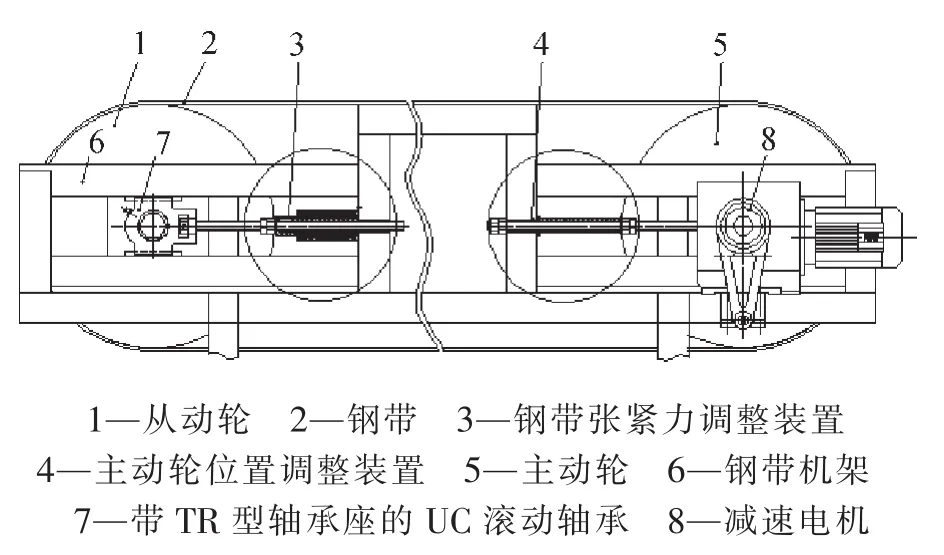
图1 冷却钢带机组结构
3 原纠偏措施
(1)钢带调整依据
钢带操作工观察钢带胶条相对于钢带滚轮边缘的位置(约3~5 mm为极限位置)。
(2)主动轮端钢带位置的调整
如图2所示,通过调整主动轮轴承连接螺杆上的调整螺母2和调整螺母9,带动主动轮做径向运动,用以增加或减小钢带受到的张力,达到对钢带纠偏的目的。
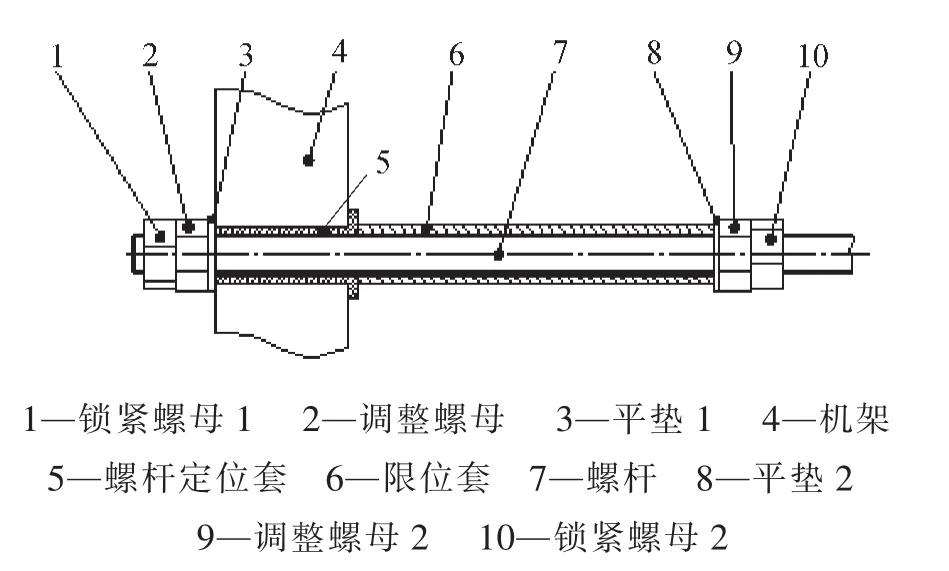
图2 主动轮位置调整装置
(3)从动轮钢带位置的调整
如图3所示,通过调整螺母2做前后运动,用以调节碟形弹簧组的压缩量,从而增大或减小弹簧对从动轮轴承螺杆的推力,螺杆再把这个推力传递到从动轮的两端,使钢带在轮毂两侧受到的张力发生变化,达到钢带纠偏的目的。
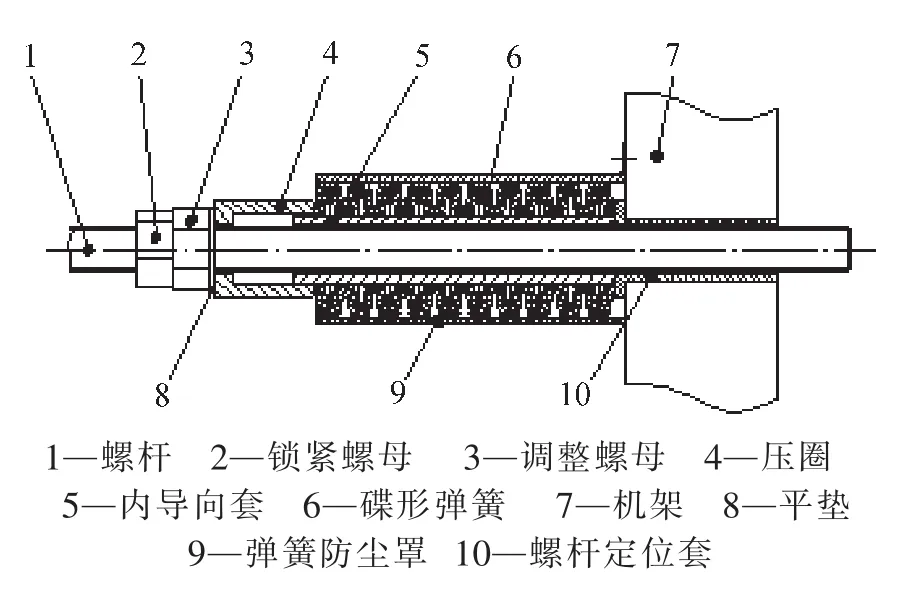
图3 钢带张紧力调整装置
4 改进后的纠偏措施
(1)加装钢带偏移量在线测量装置。如图4、图5所示,该测量装置由带定位导向功能的测量导杆11、轴承9、导向套7、弹簧13、深度游标卡尺8等主要部件组成。
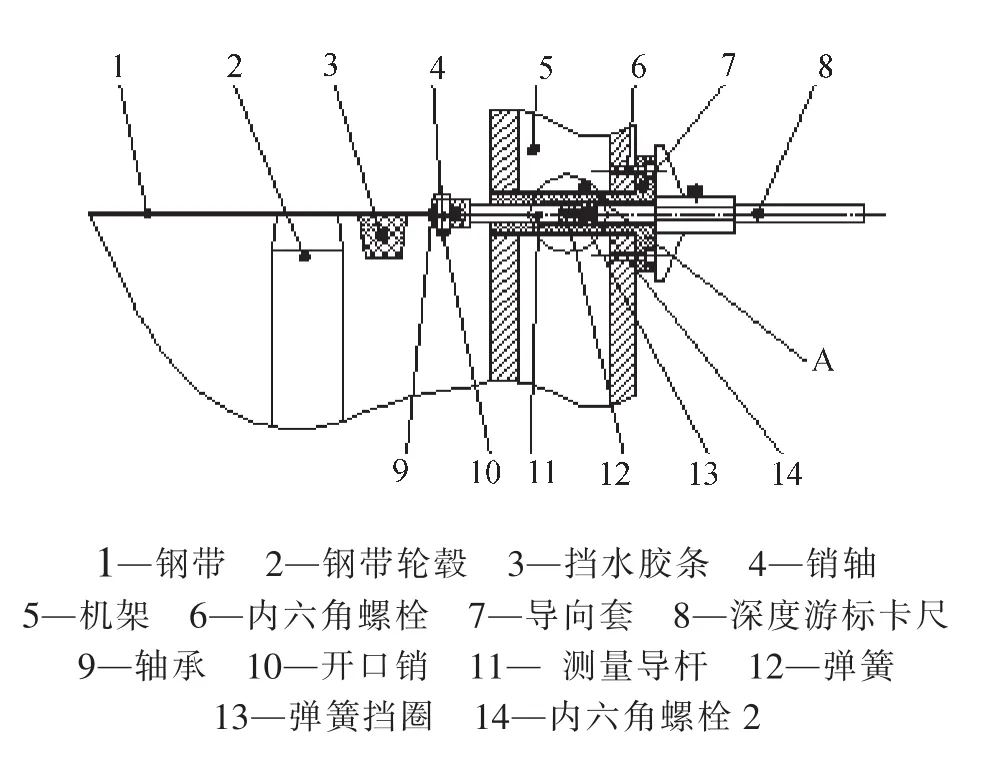
图4 钢带偏移量在线测量装置
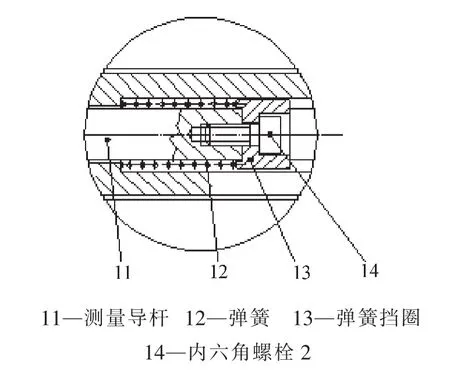
图5 在线测量装置图(图4)中的A部放大图
工作原理:在钢带运行状态下,用深度游标卡尺的测量杆抵压测量导杆11,测量导杆11压缩弹簧13向钢带一侧运动,直至使轴承9接触钢带边缘;此时轴承9与钢带1滚动接触,测量导杆11处于相对静止状态,这时可从深度游标卡尺8上读出精确的数值,在与钢带的最佳位置数据(即钢带1处于滚轮2的正中,测量装置测出的数据)比较后,可以实时监控钢带的准确位置。当测量结束后,深度游标卡尺8离开测量导杆11,测量导杆11在弹簧13在压力下复位,离开钢带1。
(2)记录每次检查及调整的数据,积累资料,作为设备档案保存下来,用以分析每条钢带的运动规律。
(3)添置扭矩指示扳手,控制钢带张力,预防钢带张紧力超标,从而保护钢带。
①钢带机组出厂时碟形弹簧预紧力的计算。
钢带厂碟形弹簧组参数:4个一组,共10组,自由状态长200 mm,工作状态长170 mm;外径D=90 mm,内径d=46 mm,厚度t=3 mm,自由高度H0=6.9 mm,内锥高h0=3.9 mm。
单个碟形弹簧载荷的计算:

式中P——碟簧载荷,N;
t——碟簧厚度,mm;
D——碟簧外径,mm;
f——单个碟簧的变形量,mm;f=0.75 mm;
h0——碟簧压平时变形量的计算值,mm;
E——弹性模量,MPa;取2.06×105MPa;
μ——泊松比,取μ=0.3;
K1——系数;
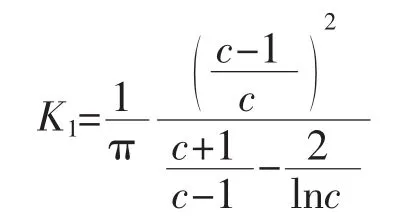
c——径比,c=D/d;
d——碟簧内径,mm;
K4——系数,无支承面碟簧K4=1。
将上述参数代入碟簧载荷计算式,则单个碟簧的受力为:
碟簧的预紧力:

②钢带张力调整螺母在上述碟簧组预紧力下的扭矩。
螺杆参数为M30×3。
螺纹连接的拧紧力矩按下式计算:
式中T——拧紧力矩,N·m;
μ——螺母与连接件支承面间的摩擦系数,取μ=0.15;
F0——预紧力,N;
d——螺纹的公称直径,m。
将F数值代入拧紧力矩计算式得:
T=1.25×0.15×14 756×30/1000=83 N·m
(4)绘制钢带位置及纠偏示意图。图6所示为8种钢带偏移至极限位置以及需要进行纠偏操作的示意简图。
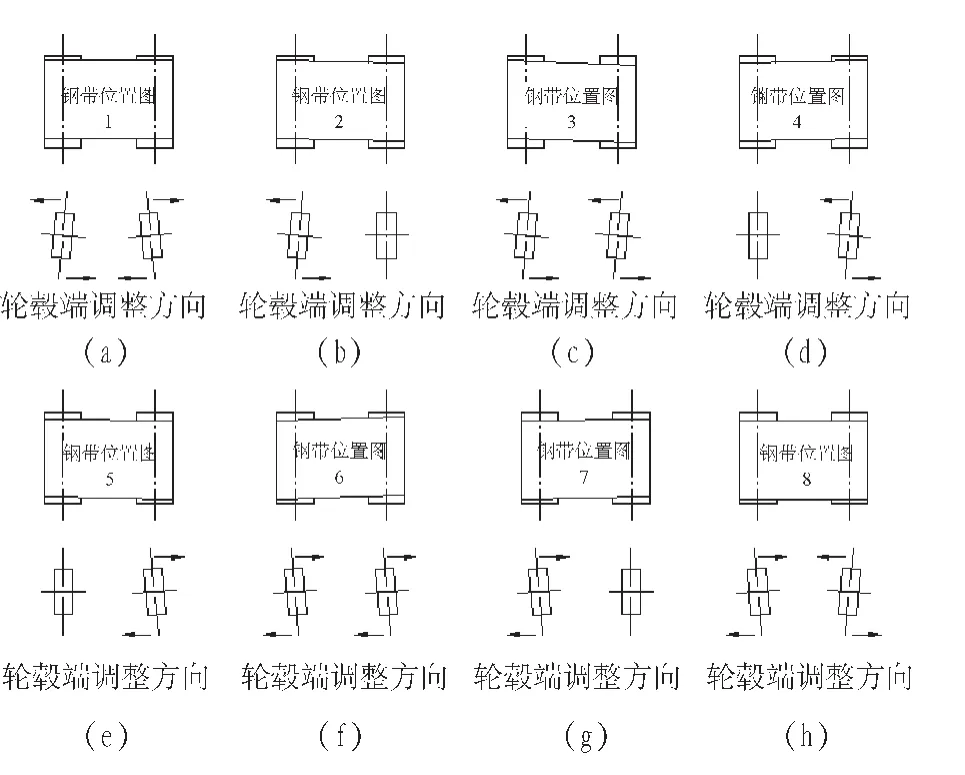
图6 钢带位置及纠偏示意图
对图6作以下说明:对于钢带位置图1的状态,见图6(a),钢带在轮毂的北侧极限位置,此时应使钢带向南移动。见图(b),先松开主动轮南侧的调整螺母9,把调整螺母2向下转动少量(例如1/6圈),主动轮南侧向内移动0.5 mm,再按同样的方法使主动轮北侧向外移动0.5 mm。为使从动轮南侧有向内移动的趋势,应减小作用到螺杆上的碟簧压力(如扭矩减小5 N·m),从而相应地减小了钢带在从动轮南侧受到的张力,使钢带有向南运动的趋势;同样道理,增加从动轮北侧的螺杆上的碟簧的压力,也可使钢带有向南侧运动的趋势。因此通过这样的调节,可使钢带向南侧移动。
5 结论
(1)在钢带机组主、从动轮一侧增加钢带偏移量检测装置,可实时监测钢带的位置,变定性分析为定量分析;再配合钢带位置及纠偏示意图解,可方便地维护钢带,使钢带的调整频次和故障率显著降低。
(2)通过对冷却钢带机组出厂时钢带张紧力预计值的计算分析,添置扭力指示扳手,即可控制碟簧调整压力,从而防止钢带张力超限。
(3)通过分析给定调整量下的钢带偏移速率,可为确定钢带的调整频次提供依据,也可为实现钢带纠偏自动化改造提供基础数据。
Improvement of Rectification and Protective Measures for Cooling Steel Strip
Mu HongbiaoZhao PeiyuZhang HanboSun Yingbo
Based on the analysis of structure and motion characteristics of the cooling steel strip unit,two improvement measures were provided,which were adding online measuring device for the offset on the side of steel strip drive wheel and driven wheel,and adding torque wrench to control the strip tension.After the technical improvement,the adjustment frequency and failure ratio of steel strip in the unit were significantly reduced.
Cooling steel strip;Offset;Rectification;Online measurement;Steel strip tension
TQ 050.6
10.16759/j.cnki.issn.1007-7251.2016.12.014
2016-03-15)
*穆洪彪,男,1968年生,工程师。杭州市,310009。
猜你喜欢
橡塑技术与装备(2022年7期)2022-07-06
机械设计与制造工程(2022年1期)2022-02-19
液压与气动(2020年10期)2020-10-16
矿山机械(2020年3期)2020-03-24
模具制造(2019年10期)2020-01-06
绿色科技(2019年22期)2019-12-30
高考·上(2019年1期)2019-09-10
机械工程与自动化(2018年6期)2018-12-21
无锡商业职业技术学院学报(2018年3期)2018-06-29
航天制造技术(2018年2期)2018-05-17
