
电絮凝法在水处理过程中影响因素研究现状
2016-12-29 01:48王少坡孙力平骆尚廉
工业水处理 2016年12期
费 琼,王少坡,罗 伟,孙力平,骆尚廉
(1.天津城建大学环境与市政工程学院,天津300384;2.天津市水质科学与技术重点实验室,天津300384)
电絮凝法在水处理过程中影响因素研究现状
费 琼1,2,王少坡1,2,罗 伟1,2,孙力平1,2,骆尚廉1,2
(1.天津城建大学环境与市政工程学院,天津300384;2.天津市水质科学与技术重点实验室,天津300384)
电絮凝过程是一种物理化学反应过程,能够有效去除水中的悬浮物、胶体、可溶物等各类形态污染物,具有去除率高、对环境影响小、污泥产率低、操作简单、化学药品投加量小等优势。介绍了电絮凝的主要作用机理,综述了电絮凝反应过程中影响处理效率的各类重要因素,如电源、电极材料、极板间距、pH、共存离子等,并提出目前电絮凝技术的局限性和未来发展趋势。
电絮凝;水处理;共存离子
电絮凝(EC)技术于1889年首次被公布,并于1909年在美国获得铁、铝极板电解专利。但由于当时技术水平较低,导致该技术能耗相对偏高,成本过大,所以在实际应用中受到严重限制〔1〕。近年来,随着人们环保意识的不断提高,环保型技术越来越受到推崇,加之技术水平提高、能耗成本降低,使得电絮凝技术的广泛应用成为可能。如今电絮凝已在处理造纸废水、餐饮废水、纺织废水等方面得到应用。传统的水处理方法存在诸多问题,如污染环境、操作难度大、占地面积大、工艺复杂、污泥产量多等。电絮凝可以很好地克服上述缺点,特别是对难降解的复杂污染水体有较好的处理效果〔2〕,因此得到更多关注。
1 电絮凝的作用机理
电絮凝的作用机理主要分为3个方面:电解氧化还原、电解絮凝、电解气浮。(1)电解氧化还原是指电解过程中溶液中的物质受阴阳极板得失电子的作用,发生氧化还原反应。在氧化反应中,电解产生的羟基自由基、次氯酸、氧气等强氧化剂将水中大分子难降解物质氧化分解成小分子物质,使其易被电解絮凝过程产生的絮体吸附,从而达到较好的处理效果〔3〕。在还原反应中,H+在阴极电解产生的新生态氢是强还原剂,可将氧化态的污染物还原。(2)电解絮凝是指电解过程中可溶性阳极极板失电子产生金属离子,与在阴极H2O得电子产生的OH-发生聚合反应,生成一系列多核羟基络合物及氢氧化物。这些物质作为絮凝剂通过电中和、吸附、架桥、网捕、卷扫等作用与污染物结合成团〔4〕。此过程与传统絮凝过程相似,但与传统絮凝剂相比,电解絮凝产生的絮凝剂效果较好〔5〕。(3)电解气浮是指电解过程中,阴极通过电解过程产生粒径和密度相对较小的H2和少量O2气泡,它们依附于溶液中的絮体上,并携带絮体上浮至水面,从而达到固液分离的效果〔6〕。有研究表明中性pH条件下可产生最小体积的H2气泡,而O2气泡的大小则随pH的增大而增大〔7〕。
图1展示了电絮凝的作用机理。除上述3种机理外,电解过程中还存在电泳作用、极化作用、电场作用等〔8〕。根据目标污染物的类型和水体中各类物质的浓度不同,电絮凝在运行过程中的主要作用机理会发生改变〔9〕。总之电絮凝去除目标污染物的过程是众多反应机理的综合作用过程〔10〕。
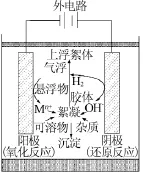
图1 电絮凝作用机理
2 电絮凝效率的影响因素
2.1 电源
电源是电絮凝反应必需的能源供应设备,其工作情况直接影响电絮凝的处理效率。目前应用于电絮凝的电源设备主要分为直流电源和脉冲电源。直流电源使用方便、操作简单、运行稳定,但其缺陷在于电流连续使用,造成不必要的能耗增加和极板钝化加剧〔11〕。脉冲电源循环进行供电和断电的电解过程,这种供电方式使电解过程中的电能利用率趋于有效化。由于通电时间远小于电解处理的总反应时间,非必要通电时间大大缩短,所以电能利用率得到大幅提高〔11〕。
供电方式的改变是电絮凝技术发展的一个重要方面。目前比较受推崇的是将脉冲电源和周期换向两者结合,这种供电方式兼具脉冲电源的优势,同时又可在一定时间内交换电极,有利于降低电极钝化和浓差极化的程度,是目前电絮凝技术较为理想的电源。换向脉冲电源已在一些研究中得以应用〔12〕。
2.2 电极材料
电极材料是电絮凝过程的核心。电极材料主要有铁、铝、镁、钠、锌、钡、不锈钢、合金、惰性电极等。其中铝、铁、不锈钢之类的多价电极在电絮凝过程中广泛使用,原因在于多价电极作阳极产生的多价离子混凝作用较好,且经济划算,便于取材〔13〕。不同条件下这3种多价电极的应用情况也不同。水体Ca2+、Mg2+含量较多时,应考虑使用不锈钢电极。齐学谦等〔14〕分别采用铁、铝电极对砷、氟进行去除,结果证明铝极板对氟的去除效果较好,而铁极板对砷的去除效果较好。郎林等〔15〕发现铁极板同步脱氮除磷有更高的去除率。其中铝、铁板既可作单一电极又可联合使用,联合使用时产生的絮体具有较高的絮凝效果〔16〕。
其他电极材料也有各自不同的特点:碳材料电极价格便宜但硬度较小,电阻较大,不利于电流利用〔17〕;掺硼金刚石电极拥有较高的氧化及产氢电势,能电解析各种不同的化学物质〔18〕,但造价过于昂贵〔19〕;由贵金属氧化物包裹的惰性电极有极强的寿命和耐腐蚀性,如IrO2〔20〕。可见不同极板对不同性质的目标污染物的处理效果有很大不同,应根据水体受污染情况选用适当类型的极板。
值得注意的是电絮凝过程中阳极极板易于钝化。阳极钝化是指阳极极化使得金属阳极周围的金属离子大量聚集,有助于与其他物质反应生成金属氧化物或盐类,附着于阳极极板表面形成致密的钝化膜〔21〕。钝化膜的出现阻止了金属极板的溶解、电子传递,限制了絮凝剂的产生,大大降低了反应效率,极大地阻碍了正常反应的进行。因此需对钝化膜进行处理以消除不利影响,消除钝化的措施有:(1)加点蚀活性离子,如Cl-等;(2)周期性改变电极极性;(3)增加曝气量;(4)增加水体的紊流状态;(5)机械清洗电极表面;(6)表面抛光。
2.3 电极间距
电极间距是影响反应器尺寸、能量消耗、运行稳定的控制性参数〔22〕。一般情况下,电极间距减小有利于两极间的传质作用,同时导致电阻压降减小,电荷的传导作用增强,电絮凝反应速度和去除速率得以提高〔10〕。狭窄的电极间距也会使槽电压降低,在电流密度保持不变的情况下能耗大大降低〔23〕。但当极板间距过小时,一方面易使电流密度太高而引起短路,另一方面极板间距过小会使溶液在两板间的流通性变差,絮凝体易堵塞极板,降低了极板的有效电解面积〔24〕。电极间距过大的不利影响与间距减小的优势正好相反。
M.Asselin等〔25〕研究表明电极间最适间距在10 mm左右。而实际应用中这一间距仍然过小,所处理水量较大时所需极板过多且布置过密,应用起来极为不便,所以极板间距也是影响电絮凝广泛应用的一大障碍。目前尚未有有效的解决方法,值得深入研究和改进。
2.4 水体pH
在电絮凝过程中,pH是影响处理效率的重要因素。pH对电絮凝效率的影响主要体现在絮凝体形态、极板溶出及导电率〔10〕。表1、表2综述了pH对絮凝形态的影响(以铝极板、铁极板电絮凝为例)。

表1 pH对铝极板电絮凝絮体的影响〔26〕
pH对极板的溶出也有影响。有研究表明pH<3时铝极板的溶出率小于pH>3时的溶出率〔28〕。原因可能在于酸性条件下阴极的产氢氧根反应受到抑制,导致阳极极板溶出率降低〔10〕。铁极板情况则恰恰相反,M.B.Sassond等〔29〕研究表明铁极板在碱性条件下溶出率受到抑制,而酸性条件下溶出率大大增加。其原因可能是碱性条件下铁板易产生钝化膜,阻止极板的持续溶出〔10〕。

表2 pH对铁极板电絮凝絮体的影响〔26-27〕
一般情况下水体pH会随反应的进行而升高,有一部分学者认为这是由于阴极的析氢作用产生氢氧根,另一部分学者认为阴极氢气的析出使水中CO2析出,同时SO42-、Cl-置换了氢氧化铝中的氢氧根,造成水体碱性增加〔30〕。综上所述pH对电絮凝过程的影响主要是对絮体结构和数量产生影响,应根据实际需要在反应过程中实时调节水体的pH,以保证反应持续进行。
2.5 阴离子SO42-、Cl-、NO3-和H2PO2-的影响
水体中存在多种共存阴离子,它们与金属离子、氢氧根、絮凝剂、羟基络合物等发生反应,对电絮凝主反应产生重要影响。因此需探讨水体中常见阴离子的电絮凝行为,如表3所示。

表3 阴离子对电絮凝过程的影响
综上所述,适量Cl-的存在对电絮凝过程有利,可以增强电絮凝处理效果。SO42-和NO3-的存在对电絮凝过程有利有弊,其对电絮凝处理效果的影响应根据目标水体的污染情况而定。水体中H2PO2-的存在对电絮凝处理效果会产生不利影响。上述阴离子对电絮凝反应的影响仅限于一般情况,但与此同时相同种类的阴离子也会对不同水体的电絮凝过程产生不同效果。在研究中可根据水体受污染情况,利用阴离子对电絮凝过程的影响,控制水体中相应阴离子的浓度,以达到促进电絮凝反应的作用。
2.6 阳离子Ca2+、Mg2+的影响
水体硬度是普遍存在的,因此有必要研究Ca2+、Mg2+对电絮凝反应的影响。水中微溶的CO2与Ca2+反应生成Ca(HCO3)2,随着阴极反应产生的OH-的增加,Ca(HCO3)2迅速生成CaCO3。CaCO3作为难溶物吸附在电极表面,从而影响析氢反应的传质和表面电阻,降低了系统电解效率〔42〕。Mg2+与Fe3+离子半径接近,使得Mg2+易于渗入到铁絮体中促进铁絮体的生长,但Mg2+与阴极产生的OH-结合生成难溶的Mg(OH)2,形成类似于Ca2+的钝化膜,影响电絮凝过程的进行〔43〕。综上所述,水体中钙镁离子会在电絮凝过程中形成钝化膜,阻碍反应的持续进行。
2.7 电流密度
电流密度直接决定具有混凝效果的阳离子产量、气泡产生量及大小、溶液混合程度、物质传递效率〔44〕。在一定范围内,电流密度增大会导致处理效果变好。储金宇等〔45〕采用电絮凝法处理电镀废水中的Crn+、Cu2+、Zn2+,试验结果表明随着电流密度的增加,絮凝剂和氢氧根的数量也在增加,从而使得目标污染物的去除效率大幅增加;但当电流密度过大时,处理效果没有明显增加,极板和电能消耗却增加。同时电流密度增大也会使电极极化和钝化现象加剧〔46〕。因此需确定电絮凝反应的最佳电流密度。最佳电流密度可能并不是能达到最大去除率的电流密度,需考虑运行成本及溶液pH、温度、流量的有效利用〔36〕。有研究表明为使电絮凝长期维持运行,除表面清洗外不需维修,电流密度宜在20~25A/m2范围内〔10〕。
2.8 电解时间
电解时间通过控制电流密度、pH的变化从而影响电絮凝的处理效率〔47〕。电解时间的长短应根据目标水体的目标污染物及其浓度而定。电解时间如果超过最佳反应时间,则电解去除率基本不变甚至有所下降。刘海军等〔48〕研究电絮凝处理含油废水,电解时间达到15 min后,水体中浊度、含油量及COD去除率均有所下降。而电解时间如果小于最佳反应时间则会导致电絮凝过程未产生足够的羟基氢氧化物与目标污染物反应或两者未有充足的反应时间,此时处理效果会大大降低。因此合理的电解时间有利于电絮凝处理效率的提高,并符合技术经济指标。
2.9 电极连接方式
电极是电絮凝过程的载体,极板是电絮凝较为常见的电极形状。电极连接方式分单极式、双极式。单极式的特点是最外侧的两块极板直接与外电源相连,中间极板的每个面都与相邻极板电性完全相反,同一极板表现出两种电性。单极式电极板中电流总是从某一阳极流向相邻的阴极,不会绕过中间的极板流向其他阴极,这类连接方式不存在电流的泄漏问题〔49〕。双极式的每一极板都与外电源相连,极板电极的极性与电源极性相同,电流流动情况与单极式相反,存在电流泄露问题。
M.Asselin等〔25〕研究结果表明,对于屠宰废水使用双极式低碳钢板的处理效果更好。而单极式应用在洗涤污水、含油废水上比双极式更有优势。综上所述,单极式不存在电流泄漏问题,能耗相应降低;而对不同的目标污染物、不同的电极连接方式表现出的优势也不一样。
3 结语
电极材料、电流密度、电解时间、水体pH是电絮凝法的重要影响因素。这些因素通过控制絮体的形态和数量、电解氧化还原反应的进程影响了电絮凝的处理效果。在研究中对重要影响因素进行控制是决定电絮凝效果的关键。
电絮凝法以设备简单、操作容易、处理效果好、化学药品需求量小、清洁环保为主要优势,具有广泛的应用前景。然而目前的研究状况仍存在较多问题,主要在于以下4个方面:(1)影响电絮凝处理效果的因素比较复杂,不易对反应条件进行全面控制;(2)电絮凝反应的各项机理研究不是很透彻,在处理不同水体时无法用理论推导最佳处理条件,只能通过实验分析,这无疑增加了操作难度和运行时间;(3)对电絮凝反应器的设计还停留在较为单一和粗糙的程度;(4)在水处理过程中电极钝化、极化现象普遍存在,阻碍了反应的持续进行,从而使得电絮凝的去除效果降低,能耗增大。
针对上述存在问题,今后研究的重点应从以下方面进行探究:(1)建立相应的数学模型,对电絮凝的各类影响因素进行标准化设计;(2)研究电絮凝反应的各项机理及相互作用,建立电絮凝反应的理论体系;(3)应用工程技术手段设计更为自动化的电絮凝反应器;(4)研究新型电极材料和供电方式,从根本上消除钝化和极化现象。上述问题如能解决,则可进一步推动电絮凝的实际应用,使之成为广泛使用的环保型水处理技术。
[1]何夏清.电絮凝技术在水处理中的研究进展[J].四川环境,2011,2011,30(3):94-98.
[2]Fernandes A,Pacheco M J,Ciríaco L,et al.Review on the electrochemical processes for the treatment of sanitary landfill leachates:present and future[J].Applied Catalysis B:Environmental.2015,176-177:183-200.
[3]杨帅.煤化工聚甲醛污水电絮凝试验研究[J].广州化工.2014(24):127-129.
[4]张石磊,江旭佳,洪国良,等.电絮凝技术在水处理中的应用[J].工业水处理,2013,33(1):10-14.
[5]Harif T,Khai M,Adin A.Electrocoagulation versus chemical coagulation:coagulation/flocculation mechanisms and resulting floc characteristics[J].Water Research,2012,46(10):3177-3188.
[6]Kotti M,Dammak N,Ksentini I,et al.Effects of impurities on oxygen transfer rate in the electroflotation process[J].Indian Journal of Chemical Technology,2009,16(6):513-518.
[7]Casqueira R G,Torem M L,Kohler H M.The removal of zinc from liquid streams by electroflotation[J].Minerals Engineering,2006,19(13):1388-1392.
[8]Verma S K,Khandegar V,Saroha A K.Removal of chromium from electroplating industry effluent using electrocoagulation[J].Journal of Hazardous Toxic&Radioactive Waste,2013,17(2):146-152.
[9]Chopra AK,Shaema A K,Kumar V.Overview of electrolytic treatment:an alternative technology for purification of wastewater[J]. Archives of Applied Science Research,2011(5):191-206.
[10]Sahu O,Mazumdar B,Chaudhari P K.Treatment of wastewater by electrocoagulation:a review[J].Environmental Science and Pollution Research,2014,21(4):2397-2413.
[11]张伟方,罗亚田.脉冲电絮凝在废水处理中的应用[J].四川化工,2006,31(3):27-29.
[12]梅建辉.铁阳极交变低频脉冲电源处理甲基橙模拟废水的研究[J].环境科技,2004,17(3):3-5.
[13]Pearse M J.Historical use and future development of chemicals for solid-liquid separation in the mineral processing industry[J].Minerals Engineering,2003,16(2):103-108.
[14]齐学谦,李泽唐,周雅芳,等.Al/C/Fe复合电极电絮凝法同时除氟除砷(Ⅴ)[J].环境工程学报,2014,8(2):525-530.
[15]郎林,张浏,朱艳,等.电絮凝法同步去除氨氮和磷的模拟试验[J].环境科学研究,2013,26(2):181-187.
[16]Wang Limin,Li Jiali,Li Qiurong,et al.Electrochemical removal of fluoride ions from industrial wastewater[J].Chemical Engineering Science,2003,58(3):987-993.
[17]Wei T M,Aroua M K T,Chakrabarti M H,et al.A review on the effect of bio-electrodes on denitrification and organic matter removal processes in bio-electrochemical systems[J].Journal of Korean Industrial and Engineering Chemistry,2013,19(1):1-13.
[18]Quiro M A.Boron doped diamond electrode for the wastewater treatment review[J].Journal of the Brazilian Chemical Society,2006,17(2):227-236.
[19]Martinez-Huitle C A,Ferro S.Electrochemical oxidation of organic pollutants for the wastewater treatment:direct and indirect processes[J].Chemical Society Reviews,2006,35(12):1324-1340.
[20]Mook W T,Aroua M K,Issabayeva G.Prospective applications of renewable energy based electrochemical systems in wastewater treatment:areview[J].RenewableandSustainableEnergyReviews,2014,38(5):36-46.
[21]张以忱,钱炯,左继成,等.电絮凝水处理技术阳极优化的研究[J].工业水处理,2007,27(3):4-6.
[22]Ghosh D,Medhi C R,Purkait M K.Treatment of fluoride containing drinking water by electrocoagulation using monopolar and bipolar electrode connections[J].Chemosphere.2008,73(9):1393-1400.
[23]Bayramoglu M,Eyvaz M,Kobya M.Treatment of the textile wastewaterbyelectrocoagulation[J].ChemicalEngineeringJournal,2007,128(2/3):155-161.
[24]罗栋源,刘晨,杨富杰,等.电絮凝处理重金属废水的研究进展[J].河南科技,2013(18):197-198.
[25]Asselin M,Drogui P,Benmoussa H,et al.Effectiveness of electrocoagulation process in removing organic compounds from slaughterhouse wastewater using monopolar and bipolar electrolytic cells[J]. Chemosphere,2008,72(11):1727-1733.
[26]Duan J,Gregory J.Coagulation by hydrolysing metal salts[J].Advances in Colloid and Interface Science,2003,100-102(2):475-502.
[27]刘玉玲,陆君,马晓云,等.电絮凝过程处理含铬废水的工艺及机理[J].环境工程学报,2014,8(9):3640-3644.
[28]Mouedhen G,Feki M,Wery M D P,et al.Behavior of aluminum electrodes in electrocoagulation process[J].Journal of Hazardous Materials,2008,150(1):124-135.
[29]Sasson M B,Calmano W,Adin A.Iron-oxidation processes in an electroflocculation(electrocoagulation)cell[J].Journal of Hazardous Materials,2009,171(1/2/3):704-709.
[30]Chen X,Chen G,Yue P L.Separation of pollutants from restaurant wastewater by electrocoagulation[J].Separation Science&Technology,2000,19(42):65-76.
[31]汤鸿霄.无机高分子絮凝理论与絮凝剂[M].中国建筑工业出版社,2006:26.
[32]Ca觡izares P,Martínez F,Jiménez C,et al.Coagulation and electrocoagulation of wastes polluted with dyes[J].Environmental Science &Technology,2006,40(20):6418-6424.
[33]Hu C Y,Lo S L,Kuan W H.Effects of co-existing anions on fluoride removal in electrocoagulation(EC)process using aluminum electrodes[J].Water Research,2003,37(18):4513-4523.
[34]Chen G.Electrochemical technologies in wastewater treatment[J]. Separation&Purification Technology,2004,38(1):11-41.
[35]Mansouri K,Elsaid K,Bedoui A,et al.Application of electrochemically dissolved iron in the removal of tannic acid from water[J].Chemical Engineering Journal,2011,172(2/3):970-976.
[36]Comninellis C,Chen Guohua.Electrochemistry for the environment[J].ElectrochemistryfortheEnvironment,2010,23(2/3):263.
[37]Feng C,Sugiura N,Shimada S,et al.Development of a high performance electrochemical wastewater treatment system[J].Journal of Hazardous Materials,2003,103(1/2):65-78.
[38]Deng Y,Englehardt J D.Electrochemical oxidation for landfill leachate treatment[J].Waste Management,2007,27(3):380-388.
[39]张峰振,杨波,张鸿,等.酸根离子对铝板电絮凝处理含镍废水的影响[J].环境工程学报,2014,8(10):4081-4085.
[40]LacasaE,CaáizaresP,SáezC,etal.Removalofnitratesfromgroundwaterbyelectrocoagulation[J].ChemicalEngineeringJournal,2011,171(3):1012-1017.
[41]Tanada S,Kabayama M,Kawasaki N,et al.Removal of phosphate by aluminum oxide hydroxide[J].Journal of Colloid&Interface Science,2003,257(1):135-140.
[42]BushE.Electrocoagulationinwastewatertreatment[J].Water,2011,3(4):495-525.
[43]杨波,张峰振,张鸿,等.电絮凝处理含Cu2+废水的影响机制研究[J].环境科学与技术,2014(2):53-56.
[44]梁继业,叶建明,张燕厚,等.电絮凝处理含铜电镀废水的研究[J].广东化工,2014,41(13):62-63.
[45]储金宇,史兴梅,杜彦生,等.电絮凝法处理电镀废水中Crn+、Cu2+、Zn2+的试验[J].江苏大学学报:自然科学版,2011,32(1):103-106.
[46]黄燕.电絮凝法去除废水中Cu(Ⅱ)、Cr(Ⅵ)的试验研究[D].杭州:浙江工业大学,2012.
[47]Abdel-Gawad S A,Baraka A M,Omran K A,et al.Removal of some pesticides from the simulated waste water by electrocoagulation method using iron electrodes[J].Electrochemical Science,2012,7(8):6654-6665.
[48]刘海军,王龙,尹倩倩,等.电絮凝处理含油废水试验研究[J].水科学与工程技术,2008(1):30-32.
[49]曹梦竺.电絮凝在水处理中的应用[J].广西轻工业,2007,23(9):29-31.
Current situation of the research on the influencing factors of electro-coagulation method in the process of water treatment
Fei Qiong1,2,Wang Shaopo1,2,Luo Wei1,2,Sun Liping1,2,Luo Shanglian1,2
(1.School of Environmental and Municipal Engineering,Tianjin Chengjian University,Tianjin 300384,China;2.Tianjin Key Laboratory of Aquatic Science and Technology,Tianjin 300384,China)
Electro-coagulation process is a kind of physical and chemical reaction process,by which suspended solids,colloids,and other forms of soluble pollutants can effectively be removed,having the advantages,such as high removal efficiency,low influence on environment,low sludge producing rate,simple operation,low dosage of chemicals,etc.The main mechanism of actions of electro-coagulation are introduced.And all kinds of important factors affecting the efficiency of the electrocoagulation reaction process,such as power sources,electrode materials,electrode distance,pH,coexisting ions,etc.are summarized.The present technical limitations and future trends of electro-coagulation are proposed.
electro-coagulation;water treatment;coexisting ions
X703
A
1005-829X(2016)12-0016-06
费琼(1991—),硕士,电话,13752086260,E-mail:316408360@qq.com。
2016-09-26(修改稿)
国家自然科学基金项目(51478291,51478292);天津市水质科学与技术重点实验室开放研究基金项目(TJKLAST-PT-2014-05)
猜你喜欢
蓄电池(2022年6期)2022-12-14
石油管材与仪器(2020年5期)2020-11-05
中学生数理化(高中版.高考理化)(2020年3期)2020-05-30
制造技术与机床(2017年12期)2017-02-02
电镀与环保(2016年2期)2017-01-20
广西大学学报(自然科学版)(2016年6期)2017-01-04
中学生数理化·高二版(2016年10期)2016-12-24
锻压装备与制造技术(2016年3期)2016-06-05
现代工业经济和信息化(2016年5期)2016-05-17
中国有色冶金(2016年3期)2016-02-11
