
复合材料制品的固化变形研究
2016-12-22 02:22潘永生
纤维复合材料 2016年2期
潘永生
(海军驻哈尔滨地区航空军事代表室,哈尔滨150066)
复合材料制品的固化变形研究
潘永生
(海军驻哈尔滨地区航空军事代表室,哈尔滨150066)
热固性树脂基复合材料在热压罐成型过程中,由于模具的约束作用,工件内部会产生残余应力,进而引起工件回弹变形和翘曲变形。本文以层合板为例,分析固化工艺、铺层方式等因素对固化变形的影响。
热固性复合材料;固化变形;残余应力
1 引言
直升机的机身结构复合材料比例越来越大,复合材料件在生产过程中由于材料本身特性及工艺方法等因素会产生变形。复合材料结构在经历高温固化成型及冷却过程后,由于材料的热胀冷缩效应,基体树脂的化学反应收缩效应,其在室温下的自由形状与预期的理想形状之间会产生一定程度的不一致,通常将这种不一致状态称为构件的固化变形。高性能复合材料如碳纤维环氧复合材料的固化过程是基体材料从固态到熔融态再到固态的过程,这个过程是一个复杂的热、化学和力学性能急剧变化的过程,热效应和化学反应会产生残余应力和变形。固化残余应力和变形产生的来源有材料特性、铺层方式、工件形状、工艺方法、模具表面质量等因素。产品脱模后,一部分应力得以释放,促使工件产生变形,另一部分应力在工件中以残余应力的形式长久存在。本文仅从铺层方式、结构各向异性、固化过程中的材料行为、固化工艺等四个方面分别加以详细讨论分析。
2 铺层方式影响
由于纤维和基体的线膨胀系数不同,一般材料的横向线膨胀要远远大于纵向线膨胀,而横向模量则远小于纵向模量,因此温度改变引起的每层的热膨胀和铺层方式关系密切。对于[0/90]铺层方式的层合板,由于纵向和横向线膨胀系数的不同,固化变形非常明显。对于[0/90/90/0]对称铺层方式来说,层板不产生曲率变形,这是因为面内应力在厚度方向上得以平衡。
2.1 铺层方向
表1为三种铺层方向L形层合板的峰值温度、树脂分布和回弹角的对比。铺层方向对层合板的峰值温度和平直部分树脂分布影响很小,但对拐角部分影响较大。[90]50层合板拐角处树脂含量最低,回弹角最小,[45/02/-45/90]5S层合板回弹角和拐角处树脂含量最高,比[0]50层合板的回弹角稍小。三种不同铺层拐角部分平均树脂含量最大差值为3.5%,但回弹角的差别却达到0.69°。不同压力下,层合板树脂分布的最大差值同样为3.5%,但回弹角的差值仅为0.06°。因此铺层方向引起的力学性能差异是回弹角相差较大的主要原因,不同铺层方向引起的树脂分布差异对回弹角变化影响相对较小。[90]50层合板拐角处周向与径向热膨胀系数相同,其固化变形主要由树脂分布不均匀引起的,故其固化变形较小。

表1 铺层方向对AS4/350L-6L形结构固化过程的影响
2.2 铺层厚度
表2为三种厚度L形层合板的峰值温度、树脂分布和回弹角的对比。可见厚度变化对层合板的峰值温度、树脂分布以及固化回弹角均有一定影响。在不考虑模具作用时,固化回弹角和峰值温度随层合板厚度的增加而增加,拐角处树脂含量随厚度的增加而降低。厚度增加引起的峰值温度升高增加了降温过程中的热载荷,回弹角增大。厚度增加提高了结构的刚度,模具和树脂分布不均等其他因素导致的变形相应减小,回弹角随之减小。
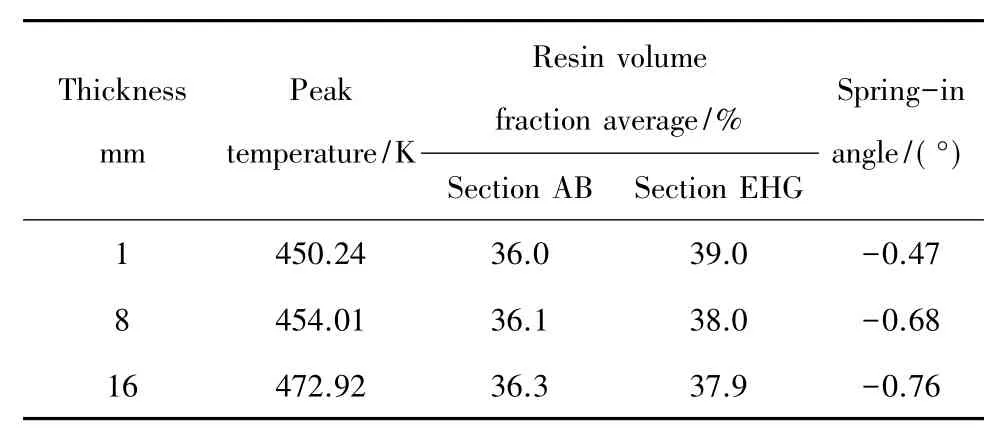
表2 厚度对AS4/350L-6L形结构固化过程的影响
2.3 拐角半径
表3为拐角半径分别为5 mm和30.2 mm时L形层合板的峰值温度、树脂分布和回弹角的对比。可见拐角半径变化对层合板的峰值温度没有影响,拐角部分树脂含量和回弹角随层合板拐角半径增大而增加。两种不同拐角半径的拐角部分平均树脂含量相差1%,回弹角相差0.06°拐角半径变化对L形层合板固化变形影响较小。
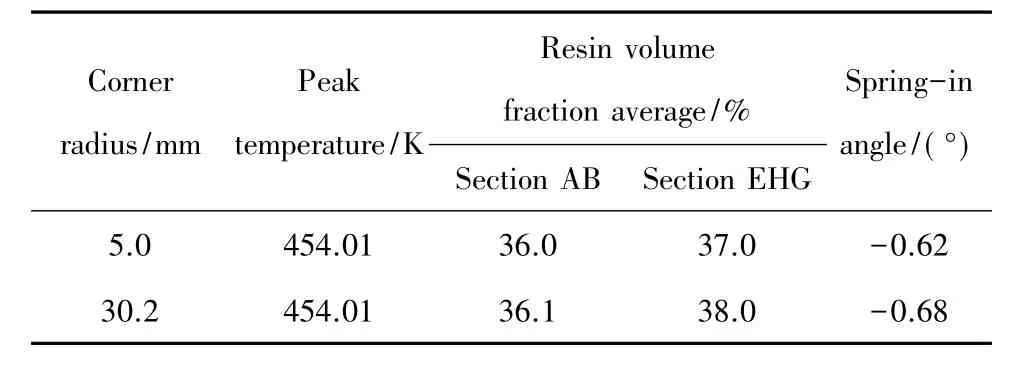
表3 拐角半径对AS4/350L-6L形结构固化过程的影响
3 结构各向异性影响
另一个引起形状改变的重要因素是材料膨胀的各向异性或正交各向异性。
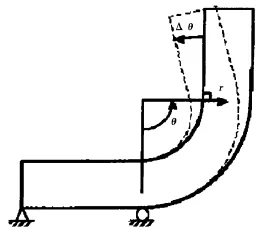
图1 弯曲工件的固化变形
如图1所示,一个对称铺层的弯曲工件,受温差ΔT作用,工件的拐角从θ变为θ+Δθ。
Radford和Rennick给出对于此种工件的回弹变形角大小为:

式中,αI和αT分别为面内和沿厚度方向的线膨胀系数,Δθ、θ和ΔT分别为回弹角、工件拐角和温差。(1)式仅适用于材料特性是正交各向异性且在厚度方向上一致。(1)式中的回弹角仅仅依赖于温差大小,但实际上成型过程的化学收缩效应对回弹变形也有重要影响,考虑这种因素,(1)式扩展为:

式中,øI和øT分别为成型过程中沿面内和厚度方向的收缩大小。一般来说,只考虑基体材料的收缩,纤维没有收缩变形。
4 固化过程中的材料行为影响
固化过程中的材料行为可以通过树脂固化来分析说明。树脂固化前在室温条件下通常是黏性的液体,由线性低聚物组成,此时的固化度可以被定义为0。随着温度升高,树脂基体开始发生交联反应,同时基体的固化度和玻璃转化温度也逐渐升高,当交联反应程度达到临界值后,树脂基体从液态变成橡胶态,当固化反应进行至最后阶段时,基体材料从橡胶态转变为玻璃态,这个转变过程也意味着材料特性的急剧转变。如固化前材料的弹性和剪切模量仅为固化后的1%左右,而有些特性则变化不大,如体积模量和线膨胀系数。
固化反应的另一个重要方面是固化过程中会释放出热量,可能由于材料温度分布不均匀导致可能的热破坏现象。通常对于薄壁结构来说,这种现象并不明显,对于厚壁结构且模具的热传导性能较差时需要考虑固化放热效应。产生材料残余应力和变形的一个重要因素是固化温度降至室温过程中的热收缩。对于绝大部分复合材料来说,纤维的线膨胀系数要小于基体,即纤维要承受压应力而基体承受拉应力。对于层合板来说,热应力的分布更加复杂,在层合板内不但存在纤维和基体之间的热应力,层与层之间也存在热应力。材料固化前的线膨胀系数大约为固化后的2-3倍,对于[0/90]铺层方式的层合板来说,这种材料特性的变化,对于材料面内的热膨胀影响不大,对材料厚度方向的热膨胀影响很大,会增加材料的自由膨胀的各向异性。树脂固化前材料的残余应力很小,残余应力随着固化反应降温逐渐增大,减小降温速率,可以有效减小材料的残余应力,起到控制零件变形量的作用。
5 固化工艺影响
5.1 固化温度
在实际的生产过程中,常采用提高固化温度以加快固化反应的方式来减少固化时间,通常来说残余应力和变形会随着固化温度的增加而增加,如果工艺方式选择不当,这种方式可能会直接导致较大残余应力和变形的产生。从凝胶温度开始,聚合物基体从液态开始变为固态,热残余应力和变形的大小直接取决于该温度和室温之间的差值,在考虑树脂本身的性能以及其他因素后,凝胶温度应该尽可能低。凝胶温度过低,可能树脂基体黏度过高而不能使得基体材料和纤维之间充分浸润,凝胶温度也必须保证聚合物基体交联反应开始。固化时的温度分布对于较厚的层合板有重要影响,因为在厚度方向上的温度分布不均匀,使材料的自由热膨胀特性在空间分布上发生变化,固化度的不均匀会导致厚度方向上材料力学性能和化学收缩的不一致。
5.2 降温速率
Sarrazin针对完全固化后的预浸料碳/环氧层合板采用两种不同的降温速率发现较低的降温速率会减小变形量,郭兆璞等人通过计算模拟得到相同结论。如果采用后固化工艺,不同降温速率的差别将会消失。由于降温速率的降低会增加应力松弛的效果,为了保证应力松弛的效果必须保证足够的时间。如果在固化反应完成后快速降温,很难消除残余应力。
5.3 固化压力
表4为不同固化压力时[0]50铺层L形层合板的峰值温度、树脂分布和回弹角的对比。可见固化压力对L形层合板的峰值温度几乎没有影响,层合板的树脂含量和回弹角随固化压力的增大而降低。这是因为随着树脂含量的降低,树脂固化收缩引起的变形和层合板厚度方向的热膨胀系数都随之减小,故回弹角随树脂含量的降低而减小。所以固化压力主要通过改变树脂含量影响最终的回弹角。
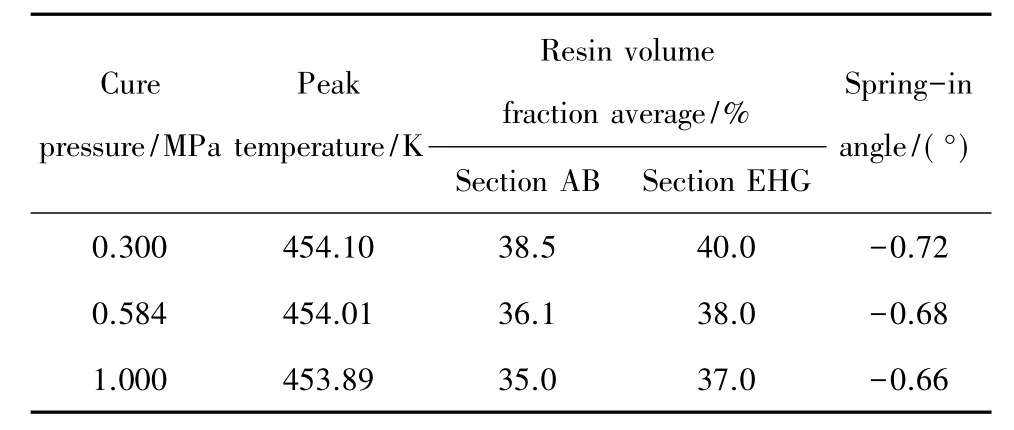
表4 固化压力对AS4/350L-6L形结构固化过程的影响
6 结语
热固性树脂基复合材料固化过程中的固化温度大小、降温速率快慢等因素直接影响固化变形大小。铺层方向引起的结构力学性能的变化是回弹角差异较大的主要原因,铺层方向引起的树脂分布差异对回弹角变化影响较小。铺层厚度对固化变形的影响需考虑其对峰值温度和结构刚度变化两方面的综合作用。固化压力对峰值温度的影响很小,主要通过改变树脂分布和含量影响回弹角。拐角半径的变化对固化变形的影响较小。结构各向异性影响对固化变形也有一定影响。
[1]戴棣.复合材料固化变形.先进复合材料手册(赵渠森主编)[M].北京:机械工业出版社,2003:1004-1018.
[2]郭兆璞,陈浩然,息志臣.复合材料层合板的固化残余应力和变形分析[J].复合材料学报,1996,13(1):105-110.
[3]戴棣,乔新,刘善国.单曲面复合材料层合构件的固化变形计算[J].航空制造技术,1999(5):50-56.
[4]张纪奎,郦正能,关志东等.热固性复合材料固化过程三维有限元模拟和变形预测[J].复合材料科学报,2009,26(1):174 -178.
Study on Curing Deformation of Composite Parts
PAN Yongsheng
(Naval Military Representative Office in Harbin,Harbin,150066)
Thermosetting resin matrix composites in the autoclave molding process,due to the constraint of the mold,the workpiece will generate residual stress,and then cause the workpiece rebound deformation and warping deformation.In this paper,the influence of curing process and lay mode on the curing deformation is analyzed in the case of laminate.
thermosetting composites;curing deformation;residual stress
2016-05-29)
潘永生(1978-),男,黑龙江人,在读研究生,工程师。研究方向:直升机设计。E-mail:panys301@ sina.com.
猜你喜欢
考试与评价·七年级版(2020年4期)2020-10-23
中国公路(2019年19期)2019-10-23
航空发动机(2018年3期)2018-06-23
北京航空航天大学学报(2017年5期)2017-11-23
美文(2017年4期)2017-02-23
小雪花·初中高分作文(2016年5期)2016-05-14
舰船科学技术(2016年1期)2016-02-27
教练机(2015年2期)2015-04-03
现代纺织技术(2015年2期)2015-02-28
装备环境工程(2015年4期)2015-02-28
