碳酸氢钠溶液工业干燥工艺设计
2016-12-20 06:12:55杨帅龙
纯碱工业 2016年4期
杨帅龙,高 姣
(河南能源化工集团永城永金化工有限公司,河南永城 476600)
碳酸氢钠溶液工业干燥工艺设计
杨帅龙,高 姣
(河南能源化工集团永城永金化工有限公司,河南永城 476600)
碳酸氢钠是常用的工业原料,但工业化生产技术报道较少。通过对工艺流程的设计,实现碳酸氢钠溶液低温蒸发干燥。采用该技术既可以避免碳酸氢钠加热过程中分解,又实现废水回收利用。其设备少,成本低,对工业生产具有重要指导意义。
碳酸氢钠;干燥;工艺;设计
碳酸氢钠,又名小苏打,分子式NaHCO3,是一种重要的工业原料,其广泛应用于制药工业,可治疗胃酸过多、肾病预防及心肺复苏等方面[1-2];另外碳酸氢钠还可以用于灭火器、民用生活及发泡工业[3]中。但碳酸氢钠是一种受热容易分解的物质,固体碳酸氢钠在超过100 ℃将逐渐开始分解[3-4]。碳酸氢钠溶液受热则更容易分解,在加热至75 ℃时既已明显开始[5],因此众多科研人员对碳酸氢钠的热分解从动力学[6-8]和热力学[9]上进行研究,试图提高其分解温度。然而目前对碳酸氢钠制备工艺鲜有报道,更无从谈起工艺技术的改进,故本文试图通过工艺设计,解决碳酸氢钠湿法干燥问题,这对工业生产具有重大作用。
1 设计原理
根据克劳修斯-克拉贝龙方程,可知随着压力的降低,物质的沸点也会降低。水在标准大气压下的沸点为100 ℃,当压力降低至0.01 MPa(绝压)时,其沸点约为 45 ℃,因此在该温度下进行蒸发,可以有效避免NaHCO3分解。
2 工艺设计
2.1 流程叙述
将需要蒸发干燥的碳酸氢钠溶液送入蒸发容器H101A或H101B内,通过H101设备内的蒸汽管道对碳酸氢钠溶液进行加热,达到水分的沸点后,水分蒸发进入冷凝器E101(设计中采用列管式换热器)中,经过循环水冷却,水蒸汽被冷凝下来进入V102中,通过P101送去废水处理。而H101中经蒸发后的碳酸氢钠浓溶液进入M101进行离心分离,分离后的NaHCO3进入干燥系统进行风干,而离心出的上层清液进入原料液中,在下次进料时重新进行蒸发,回收利用(见图1)。
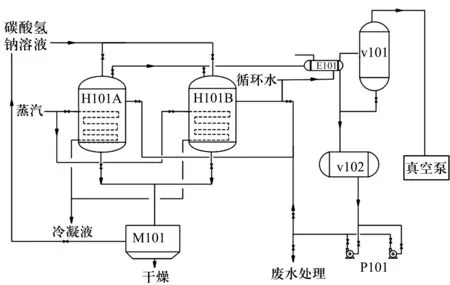
图1 NaHCO3溶液干燥设计图
2.2 衡算与选型
2.2.1 物料衡算
该装置为间隙蒸馏,设计H101内可存储10 t质量分数为5%的碳酸氢钠溶液,蒸馏结束为防止溶液结晶后堵塞管道,假设最终残留有1 t碳酸氢钠饱和溶液。在蒸发温度为50 ℃时,碳酸氢钠的溶解度为14.45,因此出料时饱和溶液中碳酸氢钠的质量分数为12.6%。
进料中水为m1=10 t×(1-5%)=9 500 kg
出料中水为m2=1 t×(1-12.6%)=874 kg
因此进入冷凝器E101的水分为8 626 kg。由于该过程为间歇蒸馏,因此其水分蒸发速度不同,因此我们假设蒸馏10 h,那进入E101的水蒸汽平均质量流量为862.6 kg/h。
2.2.2 换热器选型
经蒸发的水蒸汽进入换热器E101,计算过程中的参数如表1所示。
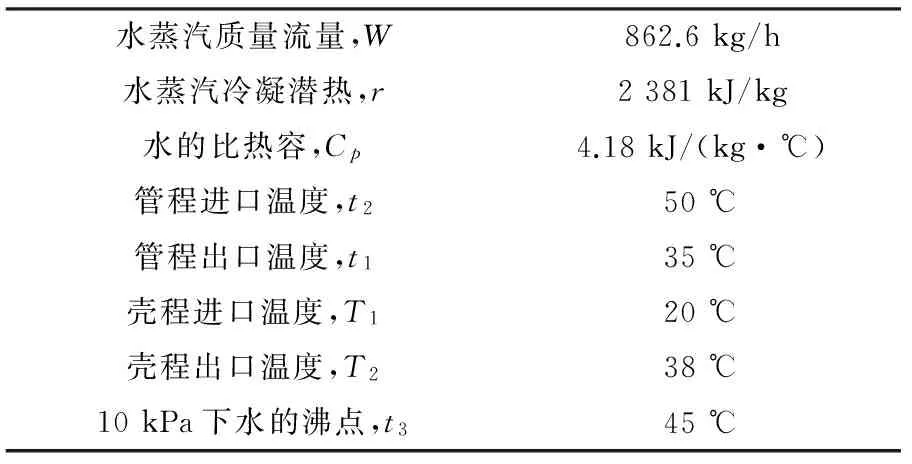
表1 换热器设计相应参数表
水蒸汽冷却过程中的热负荷:
Q=WΔH+Wr+CpW(t3-t1)=2 098 533 kJ/h =583 kW
ΔH为过热蒸汽冷却为饱和蒸汽时的比焓差
冷却水的消耗量:A=Q/[Cp(T2-T1)]=27.9 t/h
水蒸汽进口端温差:Δt2=50-38=12 ℃
凝液出口端温差:Δt1=35-20=15 ℃
校正系数辅助量:R=0.833,P=0.5
查表可知温度校正系数为φ=0.87>0.8
在换热器生产中采用逆流换热,其过程中的平均温度差为Δt:
Δt=(Δt2-Δt1)/ln(Δt2/Δt1)=13.45 ℃
故,Δtm=φ×Δt=11.7 ℃
假设整个过程中的总传热系数K为1 500 W/(m2·K),换热器的总换热面积为S:
则有Q=KSΔtm
因此可得到S=33.2 m2
换热管规格及材质的选定。我们选用φ25×2.5钢管,内径d为20 mm,列管长度L选择6 m。
列管数n=S/πdL=88.16根。
管子的排列方式为正三角形排列,管心距t=1.25 d=32 mm
管束最外层管心距离壳壁内径距离d0=1.5 d=37.5 mm
常用的壳体直径为325 mm、400 mm、426 mm、500 mm等,在此400 mm可满足要求,其列管排列如图2所示,共110根。
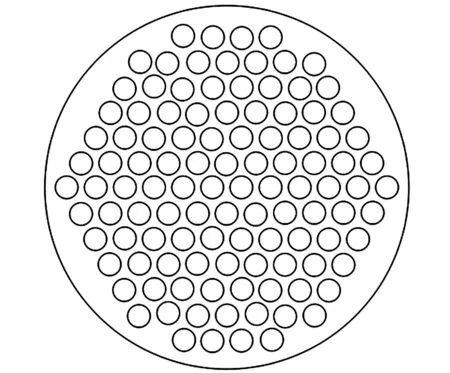
图2 E101设计列管分布图
此时总换热面积S1=NπdL=110×3.14×0.02×6=41.448 m2
实际总换热系数K1=Q/S1Δtm=1207 W/(m2·K)
2.3 工艺指标及设备配置
工艺指标:
H101A/B压力0.01MPa(绝压);H101A/B操作温度50 ℃;E101管程出口温度35 ℃;V102液位30%~60%。
设备配置:H101可选用容积大于15 m3,设计压力小于-0.01 MPa的蒸发釜,如江都市鹏飞化工设备厂真空蒸发釜。
V101和V102可选择容积小于2 m3,设计压力小于-0.01 MPa的压力容器,如江苏永大化工机械有限公司的压力容器。
P101可选择流量小于2 m3/h,扬程大于30 m的普通离心泵,如安徽天马泵阀集团有限公司的小型离心泵。
M801可选用双级活塞推料离心机,转速大于1 000 r/min,如重庆江北机械化工有限责任公司。
3 生产优点
碳酸氢钠溶液在进料前,通过真空泵将蒸发容器H101的压力降至10 kPa(绝对压力)。生产中通过加入蒸汽控制H101内的温度在50 ℃,此时既保证溶剂的蒸发,又避免了碳酸氢钠的分解,可实现溶液浓缩。在设计中,最好在设备H101内安装搅拌装置,这样可以保证碳酸氢钠溶液浓度均匀,防止蒸汽管道旁温度高,造成因加热不均而引起的分解。
蒸发产生的水分如果质量不合格可以送至废水处理厂,如果质量合格可以直接回收,经过自然降温后,可以用于生产循环水返回E101对水蒸汽进行冷却降温,节能降耗,降低生成成本。另外,当H101内由于加热失水过度时,可以及时通过P101将水补入H101内,防止H101内部碳酸氢钠浓溶液粘度过大,堵塞下料管道。
除此之外,该设计设备少、工艺简单、投资少,即可以适用于大规模工业化生产,也可以用于中试实验和作坊式生产,应用性强。
但从离心机出料后深度干燥,目前仍为自然风干效率较低.而张玉倩[10]实验时采用冷冻干燥,如果应用于该设计中,成本相对较高。
4 展 望
碳酸氢钠作为工业和民用两用的重要材料,应用十分广泛。通过科研人员的不断研究,其分解机理越来越清晰,其工业化生产路线也将逐渐丰富起来,未来技术更成熟,成本更低廉的技术也将越来越受瞩目。
[1] 李闯,张春晓,来中海,等.碳酸氢钠在急诊心肺复苏中的应用[J].医学信息, 2011, 24(3): 1276-1277
[2] 孙海磊,严中亚.心脏术后应用碳酸氢钠治疗急性肾功能损伤[J].中国临床保健杂志, 2013, 16(3): 254-257
[3] 曹贤武,张轶钧,伍巍,等.碳酸氢钠的改性及其热分析[J].化工进展,2012,31(10): 2167-2182
[4] 潘桃种.固体碳酸氢钠的分解温度之探究[J].化学教与学, 2013,5: 40
[5] 黄岳元,张美华,赵兴昌.粗碳酸氢钠湿法分解研究[J].陕西化工, 1993,2: 22-25
[6] 景晓明,赵志刚,廖戎,等.NaHCO3热分解动力学研究[J].陕西民族大学学报,2003,29(3):301-305
[7] 邹文樵,冯仰婕.碳酸氢钠热分解反应非等温动力学研究[J].华东化工学院学报, 1988, 14 (2): 158-163
[8] 任保增,赵天源,曾之平,等.碳酸氢钠催化湿分解过程动力学数据测定及模型探讨[J].纯碱工业,1996, 1: 3-7
[9] 赵传文,陈晓平,赵长遂.碳酸氢钠分解的热重分析研究[J].燃料科学与技术, 2009,15(2): 135-140
[10]张玉倩.冷冻干燥法制备超细碳酸氢钠工艺研究[D].江苏:南京理工大学, 2010
TQ114.1
B
1005-8370(2016)04-27-03
2016-05-06
杨帅龙(1987—),中国矿业大学(北京),化工工艺,硕士研究生,助理工程师,从事化工生产工作。发表第一作者论文3篇,其他论文两篇。
猜你喜欢
云南警官学院学报(2024年1期)2024-05-31 19:51:19
物理教师(2018年5期)2018-06-14 04:57:34
卷宗(2018年9期)2018-06-07 08:58:16
设备管理与维修(2018年17期)2018-03-12 01:15:58
分析化学(2018年12期)2018-01-22 12:31:46
山东工业技术(2017年14期)2017-07-18 16:47:46
方圆(2017年8期)2017-05-04 14:21:41
中学化学(2017年2期)2017-04-01 08:51:54
兽医导刊(2016年6期)2016-05-17 03:50:44
化学教学(2015年8期)2015-10-15 01:58:48