降低小苏打离心机湿料水分的措施
2016-12-20 06:18:50李敬辉
纯碱工业 2016年4期
李敬辉
(连云港碱业有限公司,江苏连云港 222042)
降低小苏打离心机湿料水分的措施
李敬辉
(连云港碱业有限公司,江苏连云港 222042)
小苏打离心机作为连接前部碳化碱液取出与后部物料干燥制成合格品的关键环节,是生产运行中需重点掌控的操作区段。分析生产中小苏打水分高的原因,根据作者的生产操作经验,提出降低小苏打离心机湿料水分的措施。
离心机;湿料水分;甩干时间;滤饼厚度;问题;措施
1 生产原理

2 离心机
GKH800—NB虹吸式刮刀离心机,主要由机座组合、门盖组件、机壳组合、转动组件、虹吸管组件、传动系统、液压系统等部件组成,另配套电气控制箱,机上设有进料阀、冲洗阀、排液管,转鼓尺寸φ800×450,启动电机配液力偶合器传送动力。离心机原理图见图1。
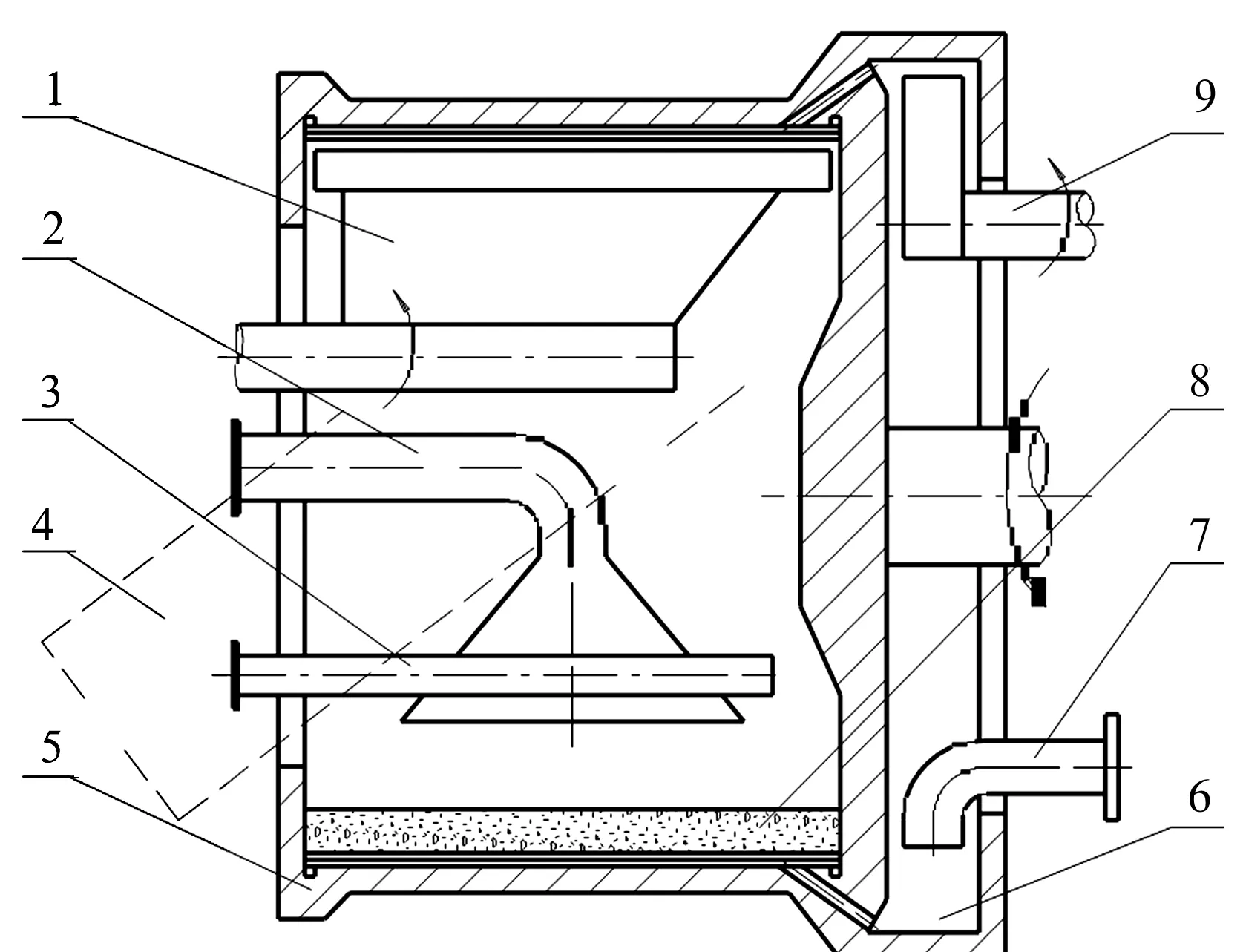
1.刮刀 2.进料管 3.洗涤管 4.料斗 5.转鼓 6.虹吸室 7.反冲管 8.滤饼 9.虹吸管 图1 离心机原理图
3 小苏打湿料水分高的原因
在实际操作中,由于离心机操作中发生湿料水分大,经常造成后系统管线堵塞、设备憋停、成品水分超标等事故,进而会使前系统因故减量,甚至被迫停塔循环,严重破坏生产的正常运行。据去年不完全统计,全年因湿料水分高造成的生产波动故障共有20次,处理时间累计达30余小时,直接影响产量约50 t,还不包括对产品质量的影响。
理论上要求小苏打湿料水分控制在≤5%,刮刀距衬网高度5~10 mm,生产中出现小苏打湿料水分高的原因主要有以下方面:
1)甩干时间短;
2)碳酸氢钠结晶细;
3)滤布清洗不彻底;
4)刮刀位置过低;
5)进料阀或洗水阀关闭不严;
6)虹吸损坏或虹吸管管口位置不当。
但在现场处理这几点故障后,还远远不能有效解决问题。本人认为,除上述六点外,还有一些方面的原因也可造成湿料水分高,主要表现在:
1)稠厚器伴热温度过高,造成取出液溶解量大,结晶细小;
2)碳化液温度低、取出快、碳化不足造成出细碱、糊碱、面碱,影响离心水分甩干;
3)离心机程控脱水时间设定误差,造成甩干量不够;
4)虹吸进液管堵塞,进虹吸液量不足,无法形成真空抽取水分;
5)虹吸出水喉管堵塞、破损、偏移,造成出水量少,进而影响水分的降低;
6)离心转鼓上的滤饼层厚度不当,致使滤液流动受阻;
7)反冲水量不足或温度不合适,使过滤层无法正常及时地形成;
8)滤液出口管线堵塞,造成滤液无法及时排出;
9)一次虹吸时间短或脱水与二次虹吸间隔太短,造成湿料含水量大。
4 采取措施
通过多年的摸索和总结,针对具体的原因,采取措施如下:
1)延长甩干时间。将虹吸管旋下到某一中间位置,一定时间后再旋转到指定的较低位置,进料结束后将虹吸管转到最低位置。悬浮液进入转鼓后,其中的固体被截留在滤布上,而液体则穿过滤布和滤布下的滤板,经过转鼓内部间的通道流入虹吸室,再由虹吸管将其抽走。被截留在滤布上的固体,经过一定时间的脱水,然后刮刀刮下物料经料斗滑出机外。
2)与碳化司塔联系改善结晶。上塔液温度控制70~82 ℃,上塔液浓度控制在70~85 tt,冷却不能过急将温度控制好,出碱不能过快,控制好出碱速度。
3)及时清洗滤网。卸料完毕后进行洗网,虹吸离心机的洗网与普通离心机的洗网不同,不仅可以对滤布上面进行冲洗,还能从滤布下面反冲洗,即由反冲管向虹吸室内加入洗水,洗水流入转鼓内,从滤布下面向滤布上面流动,起到了反向冲洗的目的。
4)提高刮刀的位置。刮刀工作时刮刀装置上的摇臂碰到限位螺栓,此时刮刀与转鼓内的滤布( 或滤网) 的距离为5~10 mm。通过调节门盖限位螺栓来实现, 同时调整接近开关或开关座的位置, 刮刀刀片离转鼓底和拦液板之轴向间隙不得小于5 mm。
5)控制好稠厚器的伴热温度在70~85 ℃。
6)及时调校程控数据。离心机各个动作以及动作时间的长短,根据分离的物料以及物料工艺,根据调试情况,由有关人员定出,用编程器输入电脑中;也可随时修改程序,比较方便,但编程器也要专人管理,以免影响正常工作。操作过程中各工序时间调节,主要根据具体物料来定, 不可固定不变。达到物料在离心机段的要求,在机器设备允许的情况下, 缩短生产周期, 提高产量, 一般工作程序的时间范围: 反冲工序为0~30 s,进料工序为3~60 s,过滤工序为0~300 s,洗涤工序为0~60 s,甩干工序为0~300 s,刮料工序为18~30 s。
7)保持虹吸进液管线的通畅。虹吸管的旋入深度依不同的物料而定, 当虹吸管旋到下止点时( 终止点位置) , 指针指到某一深度位置, 此时, 虹吸管管口离虹吸室鼓壁( 径向) 的距离为5~8 mm。调整的方法是: 在停机的时候进行,摇臂上有限位螺栓, 旋动限位螺栓, 转动摇臂, 让虹吸管管口接触虹吸室鼓壁, 限位螺栓有间隙, 这时转鼓与管口距离为零, 观察指针位置, 旋转摇臂后退, 观察指针后退5~8 mm的刻度, 这就是虹吸管的终止点, 旋动限位螺栓接触撞块, 固定好限位螺栓,同时调整好接近开关位置。
8)经常检查滤饼层厚度。滤饼厚度依不同物料而定, 一般不超过80 mm,维持在12~60 mm正常范围内,干料重量不超过100 kg。试验操作中,为了提高离心机生产能力,希望滤饼层厚一些好,但滤饼厚度增加,过滤阻力也增加,使洗涤效率下降,因此实际操作中,应在保证滤饼质量(NaCl含量不超标)的前提下有效地控制滤饼厚度在正常范围内。
9)保持滤液出口管通畅。
10)调整好虹吸与脱水的时间和间隔。虹吸油缸由三位四通电磁阀控制。该电磁阀除能够控制油缸的活塞作往复运动外,还可以控制活塞停留在任何位置,即能使虹吸管停留在虹吸室中任意位置,为了保证虹吸管油缸活塞不受电磁阀泄漏的影响,稳定悬浮于油缸中间位置,在回路中设计了液控单向阀构成的自锁回路,调速阀(单向节流阀)调节油缸进油量,从而控制了虹吸管在虹吸室中的速度。
11)刮刀、虹吸管、油缸活塞运动速度的调节。通过调节各油缸油路的可调式节流阀来实现。刮刀刮料行程时间一般为18~30 s,以刮刀工作平稳为准则。虹吸管工作行程时间一般为10~15 s,同样以工作平稳为准则。在自动操作中, 刮刀卸料到终点,接近开关响应后,最好应立即返回(调整PC机),虹吸达到终点,接近开关响应后应立即停止前进。
5 总 结
目前小苏打离心机湿料水分能达到≤3.8%左右,大大减少了生产波动,提高了小苏打产品质量。
[1] 陈学勤.氨碱法纯碱工艺[M].沈阳:辽宁科学技术出版社,1989
TQ114.1
B
1005-8370(2016)04-30-03
2016-04-14
李敬辉(1976—),本科,连云港碱业有限公司工程师。
猜你喜欢
陕西水利(2022年12期)2022-11-30 06:09:58
江苏调味副食品(2021年4期)2022-01-05 10:29:06
黑龙江水利科技(2021年10期)2021-10-25 02:29:18
选煤技术(2021年6期)2021-04-19 12:21:58
南京师范大学学报(工程技术版)(2021年4期)2021-02-22 04:03:36
南京师范大学学报(工程技术版)(2021年4期)2021-02-22 04:03:36
有色设备(2020年2期)2020-05-18 06:49:26
山东冶金(2018年4期)2018-09-04 09:52:48
天津造纸(2016年1期)2017-01-15 14:03:26
农业知识·百姓新生活(2016年9期)2016-05-14 10:30:21