合成氨与纯碱、三聚氰胺、碳铵联产工艺在我厂的应用
2016-12-20 05:39:33葛精讯刘建军
纯碱工业 2016年1期
张 亮,葛精讯,刘建军
(山西阳煤丰喜肥业(集团)有限责任公司,山西稷山 043200)
合成氨与纯碱、三聚氰胺、碳铵联产工艺在我厂的应用
张 亮,葛精讯,刘建军
(山西阳煤丰喜肥业(集团)有限责任公司,山西稷山 043200)
介绍了我公司合成氨与纯碱、三聚氰胺、碳酸氢铵的联产工艺流程,简单分析全厂物料平衡,对纯碱与碳酸氢铵的工艺运行情况进行总结。
合成氨;纯碱;三聚氰胺;碳酸氢铵;联产
山西阳煤丰喜肥业(集团)有限责任公司稷山分公司,其前身为稷山县化肥厂,始建于1976年,最初设计能力为年产3 000 t合成氨,固定资产500万元。经过多年的发展,现具有年产6.5万t合成氨、18万t纯碱、20万t氯化铵、2.5万t三聚氰胺、8万t碳酸氢铵的生产能力。
1 合成氨与纯碱、三聚氰胺、碳铵联产工艺简介
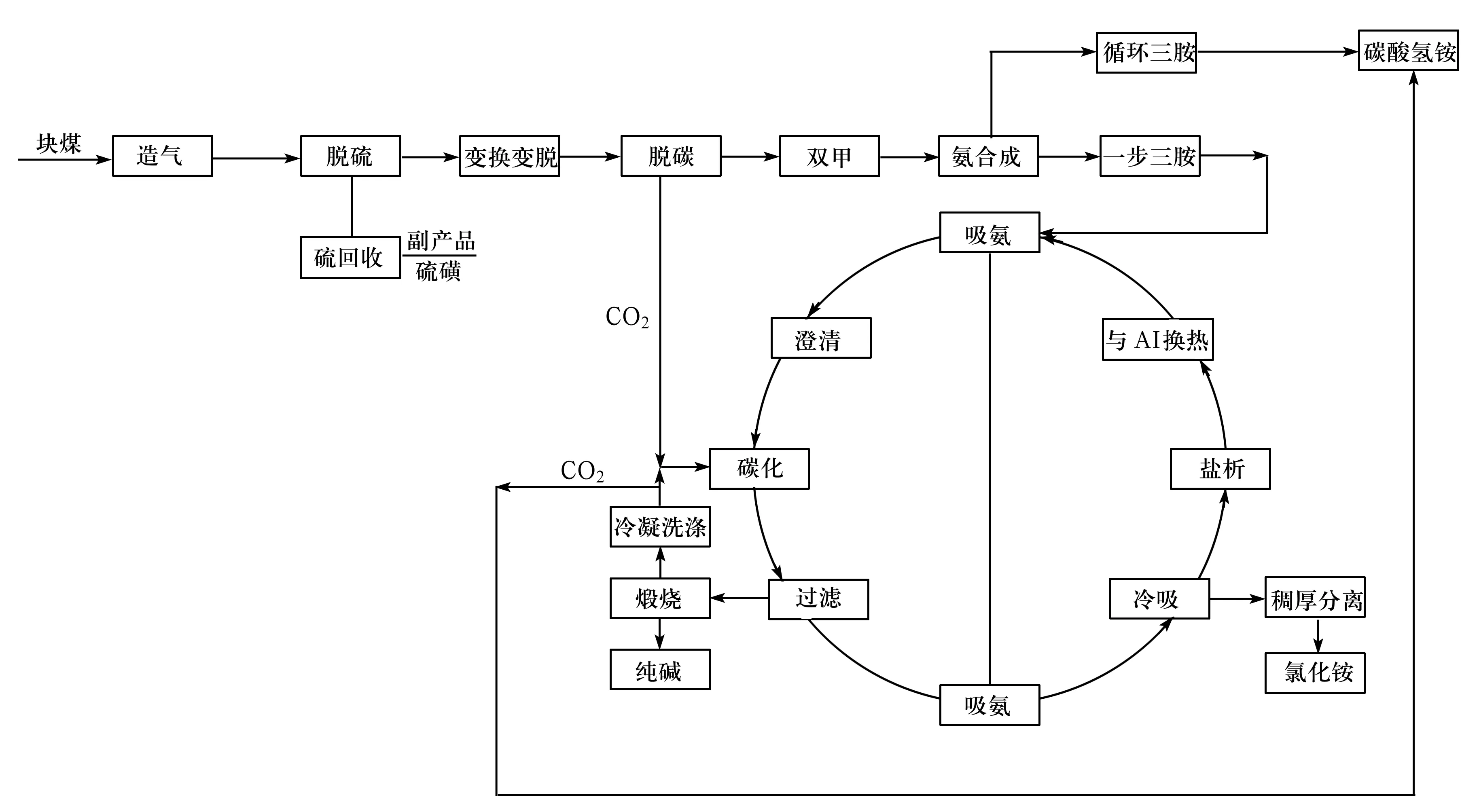
图1 合成氨与纯碱、三聚氰胺、碳铵联产工艺简图
造气工段采用固定床造气技术,在煤气发生炉中,以无烟块煤为原料,在高温条件下,以空气和蒸汽为气化剂发生气化反应,生产半水煤气,产出合格半水煤气输送到脱硫工段。
脱硫工段采用PDS脱硫。气柜出口的水煤气经降温塔降到40 ℃经静电除焦后去罗茨风机加压到300~350 mmHg 经降温塔,降到35 ℃去脱硫塔脱除硫化氢。经洗涤塔、分离器和静电除焦后H2S 达80~100 mg/Nm335 ℃去压缩工段,脱硫液再生后循环使用。
变换工段采用全低变工艺,半水煤气中的CO在350 ℃左右条件下,在钴钼催化剂的作用下,与水蒸汽进行变换反应,生产CO2和H2,制得合格变换气。经变脱工段进一步脱除H2S后,送到变换气制碱工段。
变换气制碱工段,变换气经冷却分离油、水后,送入外冷塔底部进行碳化反应,制取颗粒粗大的碳酸氢钠结晶,顶部出气称为碳化塔尾气,通入副塔底部,经洗涤后送精脱硫工段。
经精脱硫工段来的原料气尚有少量CO、CO2,为防止它们对氨合成催化剂的中毒,在铜基、镍基催化剂存在下,CO、CO2和H2作用生成甲醇、甲烷,使得CO和CO2总量小于10 ppm。
由压缩工段送来的温度为30~45 ℃的新鲜补充气,经氨分离器、氨冷器、冷交后,进入循环机加压,加压后的气体经油分离油污后,一路经主阀由顶进入合成塔,另一路经副阀自塔底直接进入中心管。在氨合成塔内生成合成氨。
从合成氨工段氨冷过来的氨气为载气,经过预热后,进入流化床反应器,在反应温度为380~400 ℃的条件下,液态尿素在催化剂-硅胶/硅铝胶的作用下,生成三聚氰胺、NH3和CO2,经处理后三聚氰胺冷却析出分离出来,反应尾气直接送到纯碱和氯化铵的MⅠ、 MⅡ吸收岗位。
从循环法三聚氰胺工段出来的尾气与纯碱煅烧炉气中的CO2反应生成碳酸氢铵。
2 全厂物料平衡

图2 全厂物料平衡图
说明:此工艺物料平衡图计算按:吨纯碱耗氨0.355 t;三胺单耗3.07 t尿素;吨三胺尾气含氨1.02 t;吨三胺需反吹氨0.25 t;吨碳铵耗氨0.22 t。
3 运行总结
MⅠ吸氨的目的,是减少母液中溶解度较小的重碳酸盐的浓度,从而降低NH4Cl相变温度,降低冷析制冷负荷,所以理论上应用纯氨吸收,但是纯氨气作为载气,经过一步法三聚氰胺工段后,气体中包含了CO2,控制AⅠ溶液FNH3在48~53 tt,CNH3≥72 tt,TCl在106~114 tt,CO2在50 tt,可维持正常氯化铵生产。
一步法三聚氰胺尾气与纯氨混合后被MⅡ溶液吸收,吸氨的同时,也吸收了CO2, AⅡ溶液中CO2浓度增大,相当于已进行了预碳化,工艺控制AⅡ溶液FNH3在63~70 tt,CNH3在36~42 tt,TCl在101~108 tt,CO2在20~28 tt内,否则碳酸化过程中,会产生大量的细碱,给重碱过滤造成困难,重碱含水量增大,煅烧蒸汽消耗高,收率下降,洗涤困难,破坏母液系统的平衡,大量的细碱穿过滤网进入MⅠ,从而通过AⅠ进入结晶系统,严重时可造成AⅡ溶液的熔疤能力下降,增加了倒塔和煮塔的次数,煮塔水随之增加,蒸汽消耗增大。
循环法三聚氰胺尾气用脱盐水吸收制成合格的氨水,氨达到180 tt送到碳铵碳化塔内与炉气中的CO2反应生成碳铵,控制反应后母液CO2在80~90 tt内,可维持正常的生产。
4 结 论
近几年的生产实践证明,生产一吨三聚氰胺可副产氨气0.8 t左右,CO21 t左右,这些气体参与到联碱生产中的吸氨和碳化反应中,可降低吨氨生产成本800元左右,吨纯碱生产成本降低260元左右。利用合成氨的氨气作为三聚氰胺的载气,尾气与载气混合后去联碱工段生产纯碱、氯化铵,循环法三聚氰胺中的尾气与纯碱煅烧炉气反应生成碳铵,属于循环经济的典型示范项目,在原料、产品、副产物及排放的废物形成物质、能量的生态产业链,推动不同产业链的延伸和耦合,提高了资源的产出效率,实现了企业内部、产业之间资源的梯次循环流动与循环利用。
TQ114
B
1005-8370(2016)01-42-03
2014-10-30
猜你喜欢
化学与粘合(2021年1期)2021-03-08 10:22:54
今日农业(2019年5期)2019-01-03 14:47:53
安徽化工(2018年2期)2018-05-22 06:31:14
纯碱工业(2017年3期)2017-03-27 23:05:06
金色少年(奇趣科普)(2016年3期)2016-07-28 02:08:00
中国化肥信息(2016年30期)2016-05-17 04:25:30
新农村(浙江)(2016年8期)2016-02-19 04:09:54
纯碱工业(2015年2期)2015-02-23 15:46:21
纯碱工业(2014年6期)2014-03-11 15:09:27
纯碱工业(2014年2期)2014-03-11 15:08:54