
微注射成型HDPE制品的结构和力学性能
2016-12-16 11:36石素宇王利娜许文仲郑国强申长雨
郑州大学学报(工学版) 2016年6期
石素宇,王利娜,许文仲,郑国强,申长雨
(1.河南工程学院 材料与化学工程学院,河南 郑州 450007; 2.郑州大学 材料科学与工程学院,河南 郑州450001)
微注射成型HDPE制品的结构和力学性能
石素宇1,王利娜1,许文仲2,郑国强2,申长雨2
(1.河南工程学院 材料与化学工程学院,河南 郑州 450007; 2.郑州大学 材料科学与工程学院,河南 郑州450001)
采用微注射成型技术制备了两种不同分子量的高密度聚乙烯(HDPE)制品,考察了不同分子量制品的微结构和力学性能.拉伸测试结果表明:与低分子量的HDPE制品相比,高分子量制品的拉伸强度提高了77.5 %,同时断裂韧性也增大至低分子量的2倍. 综合利用差示扫描量热法(DSC),广角X射线衍射(WAXD),小角X射线散射(SAXS)和扫描电子显微镜(SEM)对制品的微结构进行表征,进一步建立了结构-性能的关系,其中拉伸强度较高主要由于制品内分子链和片晶取向程度的增加;此外,制品内shish结构和shish-kebab结构数量的增加也有助于拉伸强度的提高,而制品韧性较高则归因于强的交联网络的形成.
微注射成型;高密度聚乙烯;拉伸强度;断裂韧性;分子量
0 引言
过去几十年,无论在理论研究还是生产实践领域,人们就分子量对高密度聚乙烯(HDPE)制品微结构的影响开展了大量的研究.四川大学的曹文[1]通过动态保压注射成型技术制备了3种不同分子量的HDPE制品,对制品的多层次结构进行了表征,并研究了制品的结晶形态及聚合物的分子量对shish-kebab串晶结构形成的影响.Wang等[2]通过水辅注射成型技术制备了两种不同分子量的HDPE制品,对比研究了制品的结晶形态. Sun等[3]研究了分子量对气辅注射成型HDPE制品结晶形态和取向结构的影响,研究发现不同分子量HDPE制品的不同区域形成不同的晶体结构.Liang等[4]在研究动态保压注塑成型LLDPE/HDPE复合材料时意外地发现低分子量的HDPE更能提高共混物的取向度.然而,有关分子量对HDPE制品取向结构及结晶行为的影响仍然是一个有争议的课题,需要更加深入地研究.
微注塑成型(micro-injection molding)技术是在传统注射成型的基础上发展起来的用于制备微制件的新型加工技术.微注射成型过程特定的物理场必然会影响聚合物熔体的充填和冷却行为,最终导致微注射成型制品形态结构和宏观性能的不同.有关聚合物微注射成型的研究大多集中在成型工艺的优化[5]、先进成型设备的研发[6]以及对成型过程的数值模拟分析[7]方面.到目前为止,有关微注射成型制品微结构、性能及其关系的研究很少.
笔者通过微注塑成型技术制备了两种不同分子量的HDPE制品,考察了不同分子量微制品的结构及性能,并从制品的形态控制和结构表征的角度探讨了结构-性能的关系,为材料的设计提供了一定的理论基础.
1 实验部分
1.1 实验原料
实验采用两种不同分子量的高密度聚乙烯,分别由大庆石油化工公司(HDPE5000S)和抚顺石油化工公司(HDPE2911)提供.HDPE2911和HDPE5000S的重均分子量分别为1.3×105g/mol和3.1×105g/mol.
1.2 样品的制备与表征
1.2.1 试样制备
利用HTF80B-W2型注塑机在相同条件下微注塑成型不同分子量的HDPE制品,成型工艺参数如表1所示,制品的形状、尺寸同文献[8].

表1 微注射成型的工艺参数
1.2.2 差示扫描量热(DSC)测试
采用美国TA公司的MDSC-2920型热分析仪测试HDPE制品的熔融行为.将3 mg 左右的样品(取样如图1)置于热坩埚中,在N2气氛中,以10 ℃/min的升温速率从室温升温至150 ℃,记录其熔融过程的DSC曲线.

图1 微结构表征示意图
1.2.3 广角X射线衍射(WAXD)测试
在合肥国家同步辐射实验室进行二维广角X射线衍射(2D-WAXD)测试.X射线入射方向垂直于制品流动方向(图1),X射线波长为0.154 nm,探测器到样品的距离为375 mm.基于测试结果,计算制品的结晶度和分子链取向度[9].
1.2.4 X射线散射(SAXS)测试
在上海同步辐射实验室进行二维小角X射线散射(2D-SAXS)测试.X射线入射方向同2D-WAXD测试,X射线波长为 0.124 nm,接收器和样品之间的距离为5 200 mm.利用Fit2D软件对2D-SAXS图沿(0~360°)方位角平均积分得到一维散射曲线(1D-SAXS).
1.2.5 扫描电子显微镜观察(SEM)
试样于液氮中冷却2 h,沿流动方向脆断后放于配好的刻蚀液中刻蚀4.5 h,刻蚀液由浓硫酸和浓硝酸以及质量分数为0.7%的高锰酸钾组成.刻蚀后的样品分别用双氧水、稀硫酸、高速水和丙酮冲洗干净.在样品的断面作喷金处理,用JEOL JSM-7500F型扫描电镜观察样品的结晶形貌.
1.2.6 拉伸性能测试
按照ASTMD638-03测试标准,采用UTM2203型万能材料实验机在室温下(约25 ℃)测试试样的拉伸性能,拉伸速率为1 mm/min. 对每一组数据,都至少取5根样条进行测试,并对其求平均值.
2 分析与讨论
2.1 拉伸性能测试
图2为微注射成型HDPE制品的应力-应变曲线.由图2可知,HDPE2911和HDPE5000S的拉伸强度分别为27.1 MPa和48.1 MPa,且拉伸强度随分子量的增加显著提高.相对于HDPE2911,HDPE5000S制品的拉伸强度提高了77.5%.对应力-应变曲线所包围的面积进行积分得到试样断裂时的应变能密度.HDPE5000S制品的应变能密度(16.8 MJ·m-3)约为HDPE2911的2倍(8.8 MJ·m-3).应变能密度越高则材料的韧性越好[8],由此得出结论:随分子量的增加,微注射成型HDPE制品的拉伸强度显著增加,同时,制品的韧性也提高了2倍.

图2 HDPE微制品的应力-应变曲线
2.2 微观结构分析
图3(a)是不同分子量HDPE制品的1D-WAXD曲线图,通过分峰拟合得到晶区和非晶区的面积,并计算制品的结晶度.HDPE2911和HDPE5000S的结晶度分别为0.66和0.73,其中高分子量HDPE制品的结晶度较大.对(110)晶面进行0~360°积分得到方位角曲线(图3(b)),计算制品中分子链的取向度.HDPE5000S和HDPE2911的取向度分别为0.73和0.49,高分子量制品中分子链的取向程度要显著高于低分子量制品.
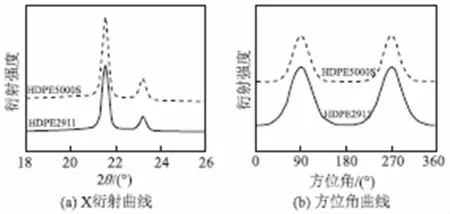
图3 HDPE制品的一维广角X衍射曲线和方位角曲线
图4为不同分子量HDPE微制品的2D-SAXS图.由图4可知:两种分子量的制品均在赤道方向出现了弱的散射条纹,对应于shish结构的散射;在子午线方向均出现了两个散射斑,对应于kebab的散射.随着分子量的增大,散射条纹和散射斑强度增加,说明高分子量的制品形成了较多的取向晶体结构,即shish-kebab结构.此外,HDPE5000S的散射条纹较长,说明制品内形成的shish结构的数量增多,散射斑变的更加集中,进而说明HDPE5000S制品中形成的kebab结构沿垂直于流动方向排列的程度增大[10].

图4 HDPE微制品的2D-SAXS图
对2D-SAXS图进行积分得到方位角曲线如图5(a)所示.由图5可以看出,随分子量的增加,方位角曲线峰变得尖锐,说明片晶的取向度增大.对方位角曲线进行高斯拟合,计算片晶的取向度,结果见表2.由表2可知,HDPE2911和HDPE5000S的取向度分别为0.37和0.62,片晶的取向度随分子量的增加而增大.同时对2D-SAXS积分并进行Strbol修正得到K-Z曲线[11],如图5(b)所示,计算得到一些晶体结构参数如表2所示.由表2可知,随分子量的增加,长周期、晶片厚度和非晶区的厚度都减小.

图5 HDPE微制品的方位角曲线和一维电子密度函数

表2 X射线散射数据
图6为微注射成型不同分子量HDPE制品的DSC升温曲线.由图6可以看出,HDPE2911的曲线只呈现一个kebab片晶的熔融峰,未观察到shish结构的熔融峰,说明制品中形成的shish结构较少,不足以被检测出来.而HDPE5000S的DSC曲线呈现两个熔融峰:温度较低的熔融峰归因于制品中kebab片晶的熔融,在高于主峰3~5 ℃出现小的肩峰(箭头所示)则归因于制品中形成shish结构的熔融.应力作用下,只有超过临界相对分子质量的分子链才可能形成shish结构. 临界相对分子质量与分子链在应力作用下的松弛时间有关.相对分子质量高的分子链在应力作用下具有较长的松弛时间,更易于形成shish结构.此外,随相对分子质量的增加,kebab的熔融峰向低温方向移动,说明kebab的晶片厚度变薄.WAXD结果表明,HDPE5000S制品的结晶度较高,shish结构的增加和kebab厚度的变薄必然导致制品内形成更多的shish-kebab结构.微注射成型过程中,分子量较高的分子链受到较强的剪切,随剪切应力的增加,制品内形成shish-kebab晶体的直径减小,数量增加,制品内部沿流动方向形成了较多取向的晶体结构.

图6 不同分子量HDPE微制品的DSC升温曲线
图7为不同分子量HDPE的扫描电镜图.对于HDPE5000S制品,能清楚地观察到沿流动方向紧密排列的kebab片晶结构,并且HDPE5000S的晶片厚度较薄. HDPE2911制品的SEM图未观察到规整排列的kebab片晶结构,这主要由于kebab片晶排列与shish结构的限制有关,shish结构数量少会导致kebab片晶扭曲[12]. 由DSC结果可知,低分子量的HDPE2911形成较少的shish结构,从而导致垂直于shish方向形成的kebab结构可能发生了扭曲.

图7 微注射成型不同分子量HDPE制品的SEM图
2.3 结构与性能之间的关系
通过分析制品微结构和拉伸性能的表征结果,建立了结构与性能之间的联系:高分子量HDPE微制品拉伸强度较高,主要由于制品分子链和片晶的取向度增加以及制品内部形成shish和shish-kebab晶体结构数量的增加;高分子量HDPE制品韧性同时增加主要是由于制品内形成shish-kebab晶体的数量增加,导致更多的分子链贯穿于晶区和非晶区之间,从而形成较强的交联网络结构,促进应力在晶区和非晶区之间有效传递.
3 结论
采用微注射成型制备了两种不同分子量的HDPE制品,考察了制品的形态结构及力学性能.拉伸测试结果显示,高分子量HDPE制品同时具有较高的拉伸强度和韧性.通过综合分析微结构的表征结果,阐明了结构-性能之间的关系:拉伸强度增加,主要由于制品内形成较多取向的晶体结构,分子链和片晶的取向度增加;韧性显著提高主要原因在于制品内形成了较强的交联网络结构.
[1] 曹文. 聚烯烃注射成型制品的形态控制和多层次结构[D]. 成都: 四川大学高分子科学与工程学院, 2007.
[2] WANG B, HUANG H X, LU H Y. Crystal morphology of water-assisted injection molded high-density polyethylene with two different molecular weights [J]. J Macromol Sci Part B, 2011, 50(8): 1615-1624.
[3] SUN N, YANG B, WANG L, et al. Crystallization behavior and molecular orientation of high density polyethylene parts prepared by gas-assisted injection molding [J]. Polym Int, 2012, 61(4) : 622-630.
[4] LIANG S, WANG K, TANG C Y, et al. Unexpected molecular weight dependence of shish-kebab structure in the oriented linear low density polyethylene/high density polyethylene blends [J]. J Chem Phys, 2008, 128(17): 174902-174910.
[5] GRIFFITHS C A, TOSELLO G, DIMOV S S, et al. Characterisation of demoulding parameters in micro-injection moulding [J]. Microsystem technologies, 2015, 21(8) : 1677-1690.
[6] LANTADA A D, PIOTTER V, PLEWA K, et al. Toward mass production of microtextured microdevices: linking rapid prototyping with microinjection molding [J].International journal of advanced manufacturing technology, 2015, 76 (5/8): 1011-1020.
[7] 王金莲, 黄庆达, 许忠斌, 等. 微注塑成型技术研究现状与发展[J]. 塑料工业, 2014, 42(8): 16-20.
[8] SHI S Y, PAN Y M, LU B, et al. Realizing the simultaneously improved toughness and strength of ultra-thin LLDPE parts through annealing[J]. Polymer, 2013, 54(25): 6843-6852.
[9] 潘亚敏,石素宇,常宝宝,等. 退火对等规聚丙烯微注射制品性能及结构的影响[J]. 郑州大学学报(工学版), 2013, 34(6): 59-62.
[10]ZHU P G, EDWARD G. Morphological distribution of injection-moulded isotactic polypropylene: a study of synchrotron small angle X-ray scattering [J]. Polymer, 2004, 45(8): 2603-2613.
[11]STROBL G R, SCHNEIDER M J. Model of partial crystallization and melting derived from small-angle X-ray scattering and electron microscopic studies on low-density polyethylene [J]. J Polym Sci Polym Phys, 1980, 18(6): 1361-1381.
[12]NOGALES A, HSIAO B S, SOMANI R H, et al. Shear-induced crystallization of isotactic polypropylene with different molecular weight distributions: in situ small-and wide-angle X-ray scattering studies [J]. Polymer, 2001, 42(12): 5247-5256.The Structure and Mechanical Property of Micro-injection Molded HDPE Parts
SHI Suyu1, WANG Lina1, XU Wenzhong2, ZHENG Guoqiang2, SHEN Changyu2
(1.School of Materials and Chemical Engineering, Henan Institute of Engineering, Zhengzhou 450007, China; 2.School of Material Science and Engineering, Zhengzhou University, Zhengzhou 450001, China)
The high density polyethylene (HDPE) parts with two different molecular weights were prepared with micro-injection molding. The dependence of microstructure and mechanical properties of samples with different molecular weight were examined. Tensile test indicated that the increase to 77.5% in tensile strength was achieved for HDPE parts with higher molecular weight. At the same time, the toughness of HDPE parts were enhanced about twice as compared with that of lower molecular weight. In this study, microstructure characterizations, including differential scanning calorimetry (DSC), wide-angle X-ray diffraction (WAXD), small-angle X-ray scattering (SAXS) and scanning electronic microscope (SEM) were emplayed/conducted to investigate the variations of microstructure and further established the relationship between microstructure and mechanical properties. It suggested that the increased molecular and crystalline orientation led to the reinforcement. Formation of more shish and shish-kebab structure was in favor of the enhanced strength as well. The notable improvement of toughness in the higher molecular weight parts should be ascribed to formate a strong physical crosslinking network.
micro-injection molding; HDPE; tensile strength; fracture toughness; molecular weight
2015-10-24;
2015-12-12
国家杰出青年科学基金资助项目(51173171);河南省高校科技创新人才支持计划项目(2012HASTIT002)
石素宇(1982—),女,河南封丘人,河南工程学院讲师,博士,主要从事聚合物成型加工的研究,E-mail:ssymail@126.com.
1671-6833(2016)06-0024-04
TQ320.66
A
10.13705/j.issn.1671-6833.2016.03.024
猜你喜欢
机电安全(2022年5期)2022-12-13
石油沥青(2022年2期)2022-05-23
食品安全导刊(2021年21期)2021-08-30
纺织科学研究(2021年7期)2021-08-14
科学(2020年1期)2020-01-06
中国酿造(2019年9期)2019-10-08
天然产物研究与开发(2018年7期)2018-08-21
中成药(2017年6期)2017-06-13
中国卫生(2015年12期)2015-11-10
中国卫生(2015年10期)2015-11-10
