
发电机软连接柔性片扩散焊工艺研究
2016-12-15 10:08刘妍
上海大中型电机 2016年4期
刘 妍
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
发电机软连接柔性片扩散焊工艺研究
刘 妍
(哈尔滨电机厂有限责任公司,黑龙江哈尔滨 150040)
对发电机软连接柔性片的扩散焊工艺进行了系统研究,通过在不同扩散焊工艺参数下进行试验,并结合电性能、金相等测试结果,分析了温度、时间、压力等因素对焊接接头结构和性能的影响,获得了综合性能优良的焊接接头,确定了扩散焊工艺参数及流程。
发电机;软连接柔性片;扩散焊
0 引言
软连接柔性片是发电机结构中的常见导电部件,大量应用于水轮发电机和汽轮发电机中。以我公司生产的向家坝水轮发电机中的磁极极间连接线为例,每台机组使用量高达478件。对于这类部件,目前我公司多采用层间夹焊片电阻钎焊的方法。
扩散焊是在一定的温度和压力下使待焊表面相互接触,经一定时间的原子相互扩散来实现冶金结合的一种焊接方法。这种焊接方法具有接头质量好、零件变形小、可焊接大断面接头等优点,已被广泛应用于各种材料组合的焊接过程[1]。通过合理的扩散焊工艺,可以实现在不使用焊片的情况下将多层薄铜片连接成一体。
本研究通过探索温度、时间、压力等因素对焊接接头结构和性能的影响,摸索出了最优的工艺流程和工艺参数,可以实现采用扩散焊工艺焊接软连接柔性片。采用此工艺,可大量节省钎料成本,排除了与其他部件焊接时钎料重熔的风险,避免了钎料熔化过程中对操作者的伤害。
1 试验和测试
1.1 设备、工具和材料
本研究所使用的GKH100型扩散焊机主要包括电路系统和液压系统两大部分,分别实现加热和加压功能。试验所使用的工具和材料有:砂纸、棉布、无水乙醇、钳子、测温计、游标卡尺、砂轮机、软连接胎具等。试件材质为T2紫铜,每件试件由24片尺寸为200 mm×70 mm×0.5 mm的薄铜片组成,焊接部分尺寸为100 mm×70 mm×12 mm,待焊试件如图1所示。
图1 薄铜片组成的待焊试件
1.2 试验过程
1.2.1 试件表面处理
工件的加工精度、表面状态是扩散焊能否成功的关键。良好的表面状态能使工件在温度、压力的作用下结合得更紧密,扩散更充分,焊接质量更可靠。
为保证试件焊接接触面具有较高的光洁度和平整度,试验前对待焊表面进行仔细检查,排除掉表面不平整或存在裂纹、砂眼、气孔等有缺陷的铜片,然后用棉布蘸取无水乙醇对所有待焊表面进行擦拭,以去除油脂、粉尘和其它杂质。
1.2.2 加热加压
大量试验表明,对于绝大多数金属和合金而言,扩散焊温度为0.6~0.8Tm(Tm为母材熔点,单位:K)[2]。因此,本试验选取在650~850 ℃温度范围内对不同参数下获得的焊接接头进行研究,试验所采用的工艺参数如表1所示。

表1 扩散焊工艺参数
1.2.3 冷却
扩散焊完成后,将试件置于空气中自然冷却,然后对试件焊接区域表面进行抛光处理,抛光后的试件如图2所示。

图2 完成抛光的焊后试件
1.3 性能测试
1.3.1 宏观尺寸检查
对焊后试件外形尺寸进行测量,确定不同参数下试件宏观尺寸的变化情况。
1.3.2 电学性能测试
对试件焊接接头厚度方向电阻值进行测量, 并对比相同厚度纯铜板的电阻值,以了解焊后试件的电学性能。
1.3.3 X射线探伤
对焊接接头进行X射线探伤,以确定焊接面是否存在未焊合、气孔等缺陷。
1.3.4 金相观察
选取试件中心区域按规定尺寸切割金相试样,观察微观组织和微观缺陷,研究不同参数下焊接接头的扩散情况,抛光后的金相试块观察面如图3所示。

图3 金相试块
2 分析与讨论
2.1 宏观尺寸
试件焊后外形尺寸如表2所示。

表2 试件焊后尺寸
可以看到,随着压力的增大和温度的升高,试件厚度均逐渐减小。随着温度的升高,金属原子活性增强,金属键结合力显著降低,位错的滑移也更加易于进行,导致屈服极限显著下降,因此产生的宏观压缩量逐渐增大[3]。
塑性变形量的增大对于破除氧化膜和促进扩散焊过程中更早地形成紧密接触是有利的。考虑到生产实际要求,对于压力、温度和时间要进行综合控制以使宏观变形量控制在较合理的范围内。
2.2 电学性能
试件厚度方向电阻值如表3所示。

表3 试件电阻值 Ω
与相同厚度的纯铜板相比,焊接接头处电阻值未发生明显变化,导电性良好,满足导电性的要求。
2.3 X射线探伤
对焊接接头进行X射线探伤(执行标准:ASME V-2),均未发现明显缺陷(验收标准:ASME IX QW191)。这表明在所选择的工艺参数范围内,不存在明显的未熔合、气孔等缺陷。
2.4 金相分析
接头金相组织如图4所示。

图4 接头金相组织
可以看到,相同压力下,随着温度的升高、保温时间的增长,扩散焊接头晶粒尺寸呈现出明显增大的趋势。相同温度及保温时间下,不同压力获得的扩散焊接头晶粒度大小并没有明显差别。压力较小时,即使温度较高、保温时间较长,扩散情况仍不理想,扩散反应基本不能开始。压力较大时,即使扩散温度较低,保温时间较短,界面处仍然有多处扩散反应开始发生。
足够的压力是扩散反应开始的先决条件,在保证压力的前提下,随着温度的升高、保温时间的增长,扩散程度逐渐加深,但应适当控制温度和时间,以防止晶粒过度长大。
综合上述测试结果,在以下工艺参数附近可以得到性能较为均衡的接头:扩散压力6~8 MPa,扩散温度700~800 ℃,保温时间90~150 s。
3 产品件试制
根据以上试验、测试和分析过程的探索,以水轮发电机磁极极间连接线为例,进行产品件的试制,工艺流程如下。
1) 柔性连接片下料:裁剪0.5 mm厚T2Y1软铜板若干片,其尺寸应比最终产品单边多3~5 mm,以保证焊接后的加工余量。
2) 柔性连接片压型:将铜板叠放整齐,用0.5 mm厚度窄条状铜板塞入相邻铜板间的中间弧形段,以保证压型后相邻铜板间存在一定间隙,确保软连接的柔性,然后用软连接胎具压型。
3) 焊接前的表面清理:焊接前,用无水乙醇擦洗每片柔性连接片的待焊区域,去除表面的油污,灰尘等杂质。
4) 正式焊接:将连接片对齐放好,确定需要焊接区域的精确尺寸,保留加工余量,在连接片上划线进行标记,将该端放入扩散焊机的上、下两石墨电极之间,使石墨电极边缘对准标记线,确保焊接区域尺寸精确,在压力8 MPa、温度750 ℃、保温时间120 s的扩散焊参数下完成接头焊接,然后重复上述过程,完成另一端的焊接。
5) 工件加工:待焊件冷却至常温后,对焊件进行机械加工,达到图纸规定的尺寸。
6) 表面清理:用砂轮机抛光焊件表面,最后用无水乙醇清洗表面污物。
7) 压焊区镀银:为保证导电性,压焊区表面须酸洗后镀银,镀银厚度10 μm。
8) 钻孔:按图纸在把合位置钻孔,试件如图5所示。
外观检查表明,试件焊后表面无明显缺陷;强度优良,完全适应切削、钻孔等机械加工过程;表面质量较好,镀银后表面平整光洁;试件厚度也符合产品要求。
可见,发电机软连接部件采用扩散焊工艺加工制造,在技术上是可行的,本研究中采用的工艺参数和工艺流程也是适宜的。
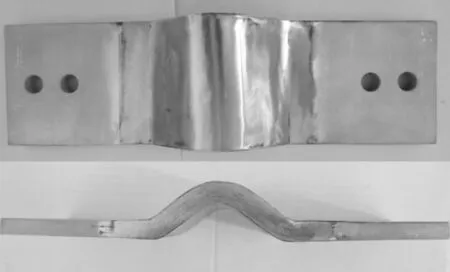
图5 加工完成的产品试件
4 结语
1) 压力是扩散焊过程的先决条件,因此必须保证足够的压力。
2) 提高温度和延长时间有利于扩散的充分进行,但有使晶粒长大的趋势。
3) 在较高温度和较大压力下容易产生较大的宏观变形,故对工艺参数必须加以控制。
4) 本试验得到的纯铜扩散焊接头具有优良的导电性,也具有良好的微观组织。
5) 以目前的试验结果而论,对于纯铜的扩散焊,在以下工艺参数附近可以得到性能较为均衡的接头:扩散压力6~8 MPa,扩散温度700~800 ℃,保温时间100~160 s。
6) 产品件的成功试制表明,本研究的工艺方法、工艺流程和工艺参数是可行的。
[1]郭健,杨建民.扩散焊应用研究[J].江苏冶金,2003,31(5):19-21.
[2]中国机械工程学会焊接学会.焊接手册第1卷焊接方法及设备[M].北京:机械工业出版社,1995.
[3]陶杰,姚正军,薛峰.材料科学基础[M].北京:化学工业出版社,2006.
猜你喜欢
节能与环保(2022年7期)2022-11-09
机械工业标准化与质量(2022年9期)2022-09-30
石油沥青(2021年5期)2021-12-02
儿童故事画报·智力大王(2021年12期)2021-08-21
文化创新比较研究(2020年7期)2021-01-13
电子制作(2019年7期)2019-04-25
作文与考试·小学高年级版(2017年19期)2017-10-27
军事文摘(2016年16期)2016-09-13
智能建筑电气技术(2015年5期)2015-12-10
科普童话·百科探秘(2015年4期)2015-05-14
