基于UG NX的烟灰缸设计与加工模拟研究
2016-12-14 08:41:44郑龙伟
合肥学院学报(综合版) 2016年4期
杨 义,郑龙伟
(安徽农业大学 工学院,合肥 230036)
基于UG NX的烟灰缸设计与加工模拟研究
杨 义,郑龙伟
(安徽农业大学 工学院,合肥 230036)
烟灰缸属于型腔类零件曲面复杂,常规的设计与加工效率低,在UG NX的建模和加工模块下对零件的三维辅助设计和三维辅助制造,实现了对型腔类零件的数控仿真加工,最后生成的数控加工代码在经过少量修改后可输入数控机床进行相应零件的加工,极大地减少了手工编程需要的时间,提高了生产效率。在对零件模拟加工时,能及时观察出操作上的问题并及时解决,避免了在实际加工时的错误.
型腔;UG NX;数控加工;刀轨路径
烟灰缸诞生之初是为了环境卫生的考虑。但是时下,烟灰缸的设计已经成了时尚的代名词,以往守旧的烟灰缸永远不变的款式已经逐渐被厌弃和淘汰,取而代之的是新款设计简约、美观、实用的烟灰缸。烟灰缸的材质多样,常见的有玻璃材质的烟灰缸、水晶烟灰缸、金属材质的烟灰缸,以及现在也有塑料的烟灰缸。不同材质的烟灰缸可以设计出异样韵味烟灰缸,烟灰缸除了具备实用功能之外,还是一种艺术品,具有一定艺术欣赏价值(见图1)。除了传统型的烟灰缸,很多烟灰缸的设计还能帮你改掉一些不良习惯。[1]烟灰缸的加工属于型腔轮廓加工。一般成形轮廓加工方法有仿形火焰切割、数控线切割、专用仿形铣床铣削加工、数控铣等。火焰切割加工精度低,数控线切割和数控铣成本较高。常规的加工方法主要是通过成形刀具加工型腔类零件或者靠模方法来加工。这类零件本身具有许多腔体结构,并且对轨迹曲线的要求较高,对成形刀具、靠模的要求较高,零件的各项要求等很难达到预期的效果。过去,模具设计的合理与否以及制品是否有缺陷只有试模后才能知道,使得模具的制造成本不仅高、而且周期也长。在现代塑料模具设计与制造中,采用CAD/CAE/CAM一体化技术,极大地提高了塑料模具设计、制造的水平和塑件制品的质量。[2]于是,复杂曲面的零件加工的主要方法为数控机床上的编程加工。UG NX 是一款具有优良性能、集成度高的CAD/CAM/CAE应用软件,功能涵盖产品的整个开发和制造过程,包括外观造型设计、建模、装配、模拟分析、制造加工等。[3]可以利用UG的建模模块和加工模块模拟型腔类零件的数控铣削过程,并将最后的处理文件(数控编程代码)输出,经过一定的修正后便可以直接在数控机床上对该零件进行加工。
1 UG的建模
首先对烟灰缸的3D造型的构建步骤分为[4]:由轮廓到局部,完成细节,检查结果,修改错误,定型。即:分别创建各个草图→选择一个坐标为基准平面→绘制矩形→绘制其他的部分→完成草图→沿某正方向拉伸→布尔求差得到, 该零件主要为拉伸体,部分球面,曲面体和孔构成。在UG的建模(Modeling)模块下进行零件的三维造型设计。
(1) 打开UG软件,单击新建—模型—确定,进入建模模块。(2) 使用拉伸命令及布尔运算完成零件主要的外形。(3) 对于曲面和球面可利用扫掠、回转命令和布尔运算完成。(4) 对指定面进行钻孔命令。(5) 对主要边进行倒圆角。(6) 可查看该零件的模型历史记录。
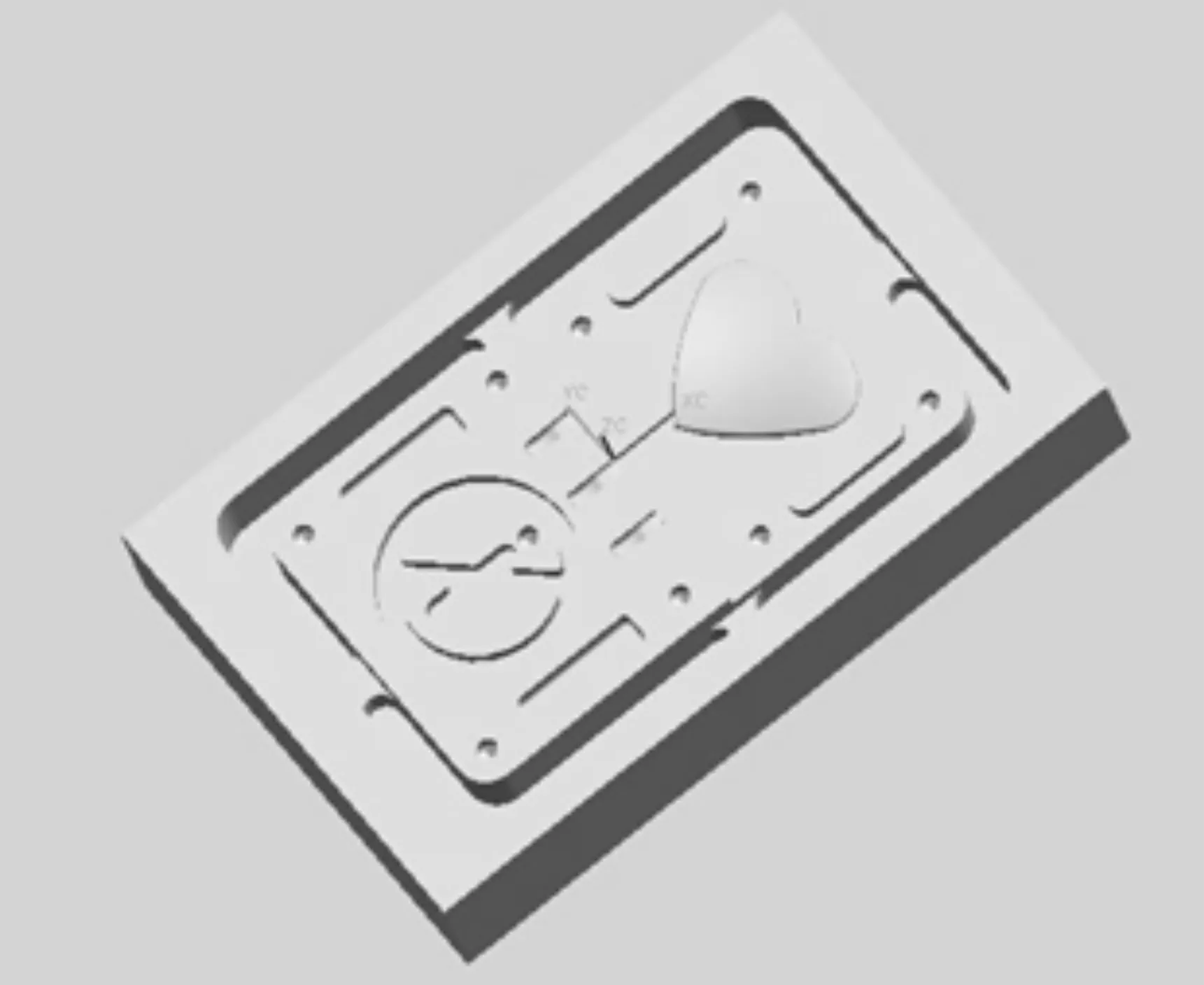
图1 实体模型
2 工艺分析
烟灰缸的材质选用45号钢,UG的CAM模块中,需要对加工零件的完成几个内容:(1)加工方式的选择;(2)加工刀具的选择;(3)切削模式的选择;(4)切削参数和非切削参数的选择;(5)进给用量的选择;(6)其他辅助参数如安全平面高度等的选择。其中加工方式与加工刀具选择有如下几种方式:1)型腔铣加工方式。采用圆角刀对整个零件轮廓的粗加工。2)表面铣加工方式。采用平底刀对阶梯平面轮廓的精加工。3)面铣加工方式。采用平底刀对平面区域的粗加工、精加工。4)等高轮廓铣加工方式。采用圆角刀对陡峭区域的曲面的精加工。5)固定轴面铣方式。采用球刀对平缓区域的曲面的精加工。对于切削模式常用的有跟随部件,跟随周边和配置文件三种方式,具体的可根据零件的具体加工情况进行选择。切削参数与非切削参数以及进给用量首先进行查阅相关资料进行选择,之后根据其他具体零件的加工来进行比较最后决定具体的参数。其他参数可参考具体的操作决定。
该型腔模型的总体尺寸为240mm×150mm×45mm,在零件上分别有9个深度为5mm的孔,直径均为6mm,零件上有不同类型凹槽和凸台,有大小和平面曲面的不同,其表面质量要求较高。不能通过一次走刀来加工毛坯上的余量,测量该零件上相关的尺寸后制定具体的工步顺序,对主要参数如加工方式,刀具参数和切削参数等进行初步拟定。
粗加工用型腔铣的铣削方式,用D10R2的圆角刀进行型腔的粗加工,余量设定为0.5mm。D10R2圆角刀的直径的限制,部分凹槽的毛坯并不能大量清除,继续采用D4的平底刀进行二次型腔铣削粗加工,进一步去除上述粗加工后未清除的余量,余量设定为0.3mm。
半精加工,除了心型凸台与曲面凹槽外多为平面,进行多数平面的半精加工采用D3的平底刀,设定余量为0.10mm。对于心形凸台与曲面凹槽则可分别采用D6的圆球刀与D2的球头刀进行半精加工,余量与上述相同设定为0.10mm。
精加工,首先使用D4R1的圆角刀对平面凹槽处进行精加工,对于曲面的凹槽凸台可使用D2的球头刀同时进行精加工。最后使用D3的平底刀对剩余部分平面进行最后的精加工。为增加艺术效果,再使用D2的球头刀铣出“NO SMOKING”的字样以便起到警示作用。
先铣后钻,铣完各个部分后,进行点位加工。先采用Z4的中心钻在工件表面钻出9处中心孔;然后再采用Z5.8的麻花钻钻工件上的9处盲孔。最后使用Z6的铰刀进行铰削,完成点位的加工。
3 模拟加工
启动UG NX,打开零件的建模文件,打开文件选项,之后在显示的窗口中打开上述的零件,单击OK进入该零件的建模模块,可以利用鼠标的快键操作对零件进行移动,放大以便观察零件是否有的缺陷。检查完成后进入加工操作,选中窗口中的mill_contour单击确定,进入加工模块,创建各种刀具:(1)创建直径10毫米,有效长度75毫米圆角刀;(2) 创建直径4毫米,有效长度75毫米平底刀;(3) 创建直径4毫米,有效长度75毫米圆角刀;(4) 创建直径6毫米,有效长度75毫米球头刀;(5) 创建直径2毫米,有效长度75毫米球头刀;(6) 创建直径3毫米,有效长度75毫米平底刀;(7) 创建直径4毫米,有效长度50毫米中心钻;(8) 创建直径5.8毫米,有效长度50毫米麻花钻;(9) 创建直径6毫米,有效长度75毫米铰刀,共计9把刀具,并设置相关参数,开始加工。
零件已加工完成,现需将UG生成的数控代码输出以便应用,选中菜单栏中的后处理选项,系统将自动生成后处理文件,并以TXT的格式输出。将其保存,即得到该型腔零件加工的数控代码。。
4 结 论
基于UG NX的建模和加工过程很适合类似烟灰缸这样复杂的型腔类零件,对零件的走刀路径的仿真加工并生成数控加工代码。基于CAD/CAM技术对机械领域的实用性,因此应加强对加工工艺的学习以及对数控技术、切削刀具的掌握与应用。对零件的加工分析与工艺规划、零件的仿真加工、加工的后处理,最后对走刀路径加工方式进行检查,考虑是否存在错误,这一系列过程使我们认识到计算机辅助制造的发展、 CAM技术的灵活与高效。
[1] 余初和,叶俊勇. 异形链条附板直线进给靠模仿形铣工装设计[J].机械工程师,2013(6):176-177.
[2] 余俐.笔记本电池盖注塑模具CAD-CAE-CAM的应用[D].苏州:苏州大学机电工程学院,2012 :1-3.
[3] 胡仁喜,康士廷,刘昌丽.UGNX6.0中文版从入门到精通[M].北京:机械工业出版社,2009:88-90.
[4] 陈学翔.UGNX6.0数控加工经典案例解析[M].北京:清华大学出版社,2009:95-97.
[责任编辑:李 军]
A Ashtray Design and Manufacture Process Simulation in The UG NX Environment
YANG Yi, ZHENG Long-wei
(Faculty of Engineering, Anhui Agricultural University, Hefei 230036, China)
A ashtray belongs to mold parts which surface is complex. The efficiency of a conventional design and manufacturing is low. In the modeling and processing module of UG NX, the three-dimensional CAD and the three-dimensional CAM are completed and the numerical simulation of mold parts processing is realized. Lastly, the NC code after a few modifications can undertake corresponding input NC machine tool parts processing is generated. It shows the manual programming time is greatly reduced, and the production efficiency is improved. During the simulated parts processing, the operating problems timely found and timely solved are practicable, the error in the actual processing is avoided .
cavity ;UG NX; NC machining; cutter location path
2016-02-28
2016-06-18
安徽农业大学稳定人才项目(WD2013-12)基金资助。
杨 义(1969—),男,安徽五河县人,安徽农业大学工学院副教授、博士;研究方向:机械设计制造,机械结构,动态特性研究。
TH162+.1;TH166
A
2096-2371(2016)04-0120-03
猜你喜欢
电子技术与软件工程(2021年8期)2021-06-16 06:30:58
装备制造技术(2020年1期)2020-12-25 05:18:50
制造技术与机床(2019年6期)2019-06-25 10:17:18
制造技术与机床(2017年7期)2018-01-19 02:29:50
时代英语·高一(2017年5期)2017-11-14 11:20:25
中国塑料(2016年5期)2016-04-16 05:25:45
锻压装备与制造技术(2015年4期)2015-07-01 09:32:48
机电信息(2015年3期)2015-02-27 15:54:48
河南科技(2014年23期)2014-02-27 14:18:59
读者(2011年10期)2011-05-30 10:48:04