
聚氨酯泡沫吸声材料的制备及性能研究*
2016-12-14 02:04:59王启强
新技术新工艺 2016年11期
王启强
(绵阳职业技术学院,四川 绵阳 621000)
聚氨酯泡沫吸声材料的制备及性能研究*
王启强
(绵阳职业技术学院,四川 绵阳 621000)
利用一步法制备聚氨酯泡沫吸声材料,探究了配方和发泡工艺对泡沫材料性能的影响,对材料的吸声系数、力学强度和微观结构进行了测试与表征。结果表明,当发泡剂为8 g、匀泡剂为1.5 g、反应温度为30 ℃时,聚氨酯泡沫的吸声系数为0.42;经130 ℃处理10 h后,聚氨酯吸声材料具有较好的综合性能,其吸声系数和力学强度分别为0.47和0.68 MPa。SEM观测显示,吸声材料形成了分布均匀有利于吸声的开孔-闭孔共存体系。
聚氨酯;发泡剂;匀泡剂;吸声系数
噪声污染已经成为世界性难题。噪声污染来源广,对人的身体和精神都有极大的不良影响,国际上将噪声污染列为世界三大环境污染之一,噪声污染成为环境治理过程中备受关注的热点问题[1-2]。吸声技术广泛应用于工业产品、交通运输、国防和民用建筑等各个领域,从声学角度分析,主要应用于环保吸声降噪和建筑声学的音质控制。在噪声污染治理中,吸声材料的使用是噪声污染治理不可缺少的一种措施。吸声材料是指能够吸收声波,降低或吸收声音的材料[3-4]。近年来,吸声材料的研究已经涉及到金属材料、高分子材料、无机材料和有机无机复合材料,它们各具特色和实用价值,有些泡沫材料已经投入了实际应用[5]。本文以异氰酸酯、聚醚多元醇、发泡剂和匀泡剂等为原料制备聚氨酯泡沫材料,研究聚氨酯泡沫的吸声效果。
1 试验部分
1.1 试验原料及设备
试验原料包括高羟值聚醚多元醇(工业品4110,河北亚东化工集团有限公司)、低羟值聚醚多元醇(工业品330N,河北亚东化工集团有限公司)、二月桂酸二丁锡、三乙醇胺(AR,长沙市有机试剂厂)、匀泡剂(AK8805,南京德美世创有限公司)和发泡剂(AK9005,南京德美世创有限公司)。
试验设备包括驻波管吸声系数测试仪(AWA6122,杭州爱华有限公司)、电子万能实验机(SANS-CMT5105,深圳新三思公司)和高真空钨丝扫描电子显微镜(XACT,日本日立公司)。
1.2 试验方案
采用一步法合成聚氨酯泡沫,主要研究发泡剂、匀泡剂、反应温度和后处理方式对聚氨酯泡沫吸声性能的影响。聚氨酯泡沫制备流程如图1所示。
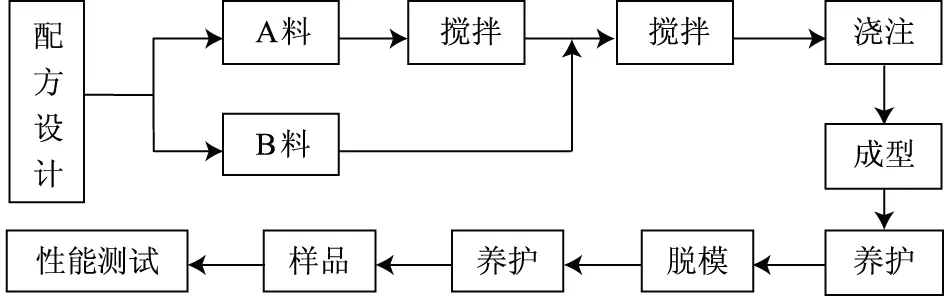
图1 聚氨酯泡沫制备流程图
1.3 性能测试
1.3.1 吸声性能测试
参照国家标准GB J88—1985《驻波管吸声系数和声阻率测量规程》,测试研究在100~2 000 Hz频率下的吸声系数。声波入射到材料表面时,其中一部分声能被反射(Eγ),一部分声能被材料吸收(Ei),还有一部分被透射(Eβ)[6-7]。材料的吸声系数[8-10]是指被吸收的声能(或没有被表面反射的部分)与入射声能之比,用α表示:
式中,Ei为材料本身吸收的声能;Eβ为透射声能;Eγ为反射声能;E0为单位时间内入射的总声能。
1.3.2 微观分析
利用扫描电镜(SEM)观察样品微观结构,分析试样泡孔结构。
2 结果与讨论
2.1 发泡剂对聚氨酯泡沫吸声性能的影响
发泡剂是合成聚氨酯泡沫的重要成分之一,对材料的吸声效果有很大的影响。发泡剂对聚氨酯泡沫吸声性能的影响结果如图2所示。
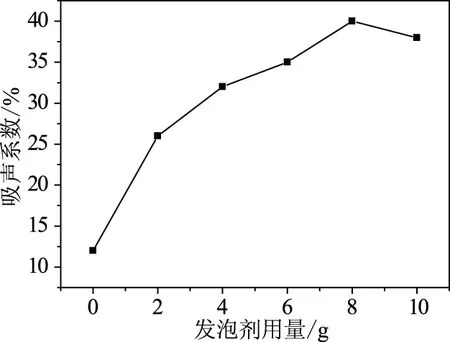
图2 发泡剂用量对聚氨酯泡沫吸声系数的影响
由图2可知,聚氨酯泡沫随发泡剂用量的增多,样品平均吸声系数先增大后减小。发泡剂决定了泡沫材料的发泡效果,同质量的反应物,随发泡剂用量的增大,发泡倍数越大,密度越小,泡孔均匀,吸声系数增大;但随着发泡剂用量的继续增大,反应物在发泡的过程中,凝胶时间减小,气体不易排出,泡孔之间容易形成兼并,发泡效果不佳,密度反而增大,吸声效果下降[11]。
2.2 匀泡剂对聚氨酯泡沫吸声性能的影响
匀泡剂即泡沫稳定剂。试验采用有机硅系表面活性剂为匀泡剂,加入有机硅的量与泡沫体表观性能的关系见表1。

表1 匀泡剂对聚氨酯泡沫表观性能的影响
由表1可知,不加匀泡剂或多加匀泡剂都不能形成完好的泡沫体,这主要是因为稳定剂在泡沫体的形成过程中能包覆气体形成泡沫。随泡沫稳定剂用量的增加,制得的制品表皮厚度增加;然而泡沫稳定剂用量过多,又会使泡沫体收缩。因此,当匀泡剂的质量为1.5 g时,泡沫的表观性能最好。
2.3 反应温度对聚氨酯泡沫吸声性能的影响
反应温度对硬聚氨酯泡沫吸声性能的影响结果如图3所示。
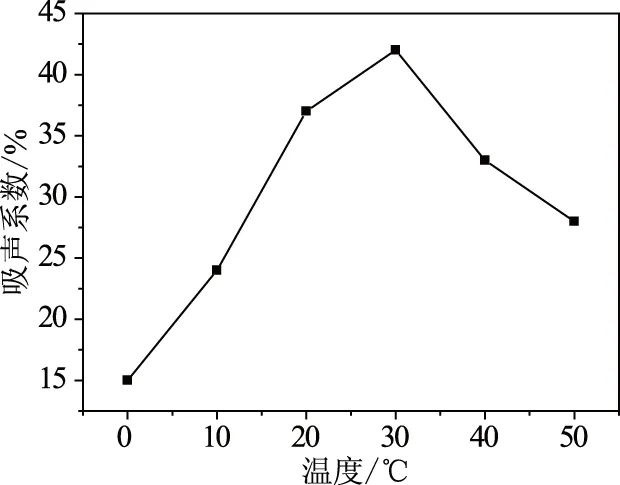
图3 反应温度对聚氨酯泡沫吸声系数的影响
从图3中得出,当反应温度从0 ℃升高到30 ℃时,聚氨酯泡沫的吸声系数增大;反应温度为30 ℃时,聚氨酯吸声泡沫的吸声系数达到0.42;继续升高温度,聚氨酯吸声泡沫的吸声系数减小,这是因为高温会导致氟利昂以及蒸馏水的挥发而影响聚氨酯的开孔效果。
2.4 后处理温度对聚氨酯吸声泡沫的影响
同一制品经过不同后处理工艺所得制品性能存在差异。试验后处理工艺和制品性能的关系见表2。

表2 后处理对聚氨酯泡沫性能的影响
由表2可知,待发泡反应结束后,对制品处以130 ℃下处理10 h,制品的性能达到最优。这主要是因为氨基甲酸酯基团中氮原子上的活泼氢与异氰酸酯反应,形成脲基甲酸酯交联键[12],如下式。

脲基中氮原子上的氢也可与异氰酸酯反应形成缩二脲交联,如下式。

上述两项反应均属于交联型反应,一般来说,反应速度较慢,在没有催化剂存在的条件下,需在较高温度(110~130 ℃)下反应;所以经过后处理的制品内部应该达到最大程度的交联,力学性能和其他各项性能均达到最优。
2.5 发泡方式对聚氨酯泡沫的影响
聚氨酯泡沫在常温下即可发泡,并经过后处理进一步熟化。试验测试了在同一配方下,不同发泡方式对聚氨酯泡沫耐高温尺寸形变性能的影响。试验温度为150 ℃,烘烤时间为2 h,具体结果见表3。

表3 发泡方式对聚氨酯泡沫性能的影响
由表3可知,在常温反应时模具压力对制品性能产生较大影响。提高模具压力会增强制品的压缩性能,也会大大增加其高温尺寸变形率。通过自由发泡得到的制品,表面光滑,但力学性能较有模压的制品略低,在高温下(150 ℃)尺寸变化率基本<1%。提高模压会限制发泡反应的进行,而使泡孔堆叠的更加紧密,这种被外力强迫压缩的不平衡状态在温度升高后会逐渐复原,相当于解取向,所以会发生较大的尺寸形变。
2.6 聚氨酯泡沫的微观结构
用扫描电镜观察聚氨酯泡沫样品的微观结构,结果如图4所示。

图4 聚氨酯泡沫样品SEM图
由图4可以看到,材料内部具有无数细微孔隙,孔隙间彼此贯通且通过表面与外界相通。孔与基材形成了开孔-闭孔共存体系,这种结构有利于聚氨酯吸声泡沫对声音的吸收。当声波入射到材料表面时,一部分在材料表面反射掉,另一部分则透入到材料内部向前传播,在传播过程中引起孔隙的空气运动与形成孔壁的固体筋络发生摩擦。由于粘滞性和热传导效应将声能转变为热能而耗散掉声波,在刚性壁面反射后经过材料回到其表面时,一部分声波透射到空气中,另一部分又反射回材料内部。声波通过这种反复传播使能量不断转换耗散,直到平衡。由此使材料吸收了部分声能[13]。
3 结语
本文采用一步法制备了聚氨酯泡沫吸声材料,研究了配方设计和工艺参数对聚氨酯泡沫性能的影响,结果如下。
1)当试验配方中,组合聚醚为30 g,发泡剂为8 g,匀泡剂为1.5 g,反应温度为30 ℃时,制备的聚氨酯泡沫泡孔均匀,吸声系数为0.42。
2)自由发泡制备的聚氨酯泡沫表面光滑,力学性能较模压的制品略低,在高温(150 ℃)下尺寸变化率基本<1%,稳定性较好。聚氨酯泡沫样品经130 ℃处理10 h后,样品压缩强度提升为0.68 MPa,吸声系数增大为0.47。
3)利用扫描电镜对聚氨酯吸声泡沫进行微观表征,得到了分布均匀的开孔-闭孔共存体系,主要以微孔为主,并有少量的中孔,这种结构有利于泡沫对声音的吸收。
[1] 于志刚,桓晓芳.噪声污染中种类、危害及防治[J].科技传播, 2014(12):110,58.
[2] 徐传友,苟凤祥,杜鑫,等.吸声材料研究的进展[J].砖瓦,2008(9):11-14.
[3] 李海涛,朱锡,石勇,等.多孔性吸声材料的研究进展[J].材料科学与工程学报, 2004, 22(5):934-935.
[4] 董利英,侯宏,孙亮,等.对两种吸声系数测量方法的讨论[J].噪声与振动控制, 2009(4):164-167.
[5] 高玲,尚福亮.吸声材料的研究与应用[J].化工时刊,2007,21(2):63-65.
[6] 张立,盛美萍.低频宽带共振吸声结构与原理[J].陕西师范大学学报,2005,33(2):59-61.
[7] 彭龙贵,杨晓凤,王启强,等.聚甲基酰亚胺泡沫改性水泥基复合吸声材料的制备与吸声性能研究[J].西安建筑科技大学学报:自然科学版,2011,43(4):599-601.
[8] 彭龙贵,杨晓凤,田进,等.PMI/石膏纤维高频吸声材料的半互穿制备与性能分析[J].砖瓦,2013(13):5-8.
[9] 赵彦波,刘顺华,管洪涛.水泥基多孔复合材料吸波性能[J].硅酸盐学报,2006,34(2):225-228.
[10] 黄学辉,唐辉,陶志南,等.石膏基多孔复合吸声材料的研究[J].材料开发与应用,2007,22(2):16-19.
[11] 王盛蕊.聚氨酯多孔材料配方设计及其吸声性能研究[D]. 哈尔滨:哈尔滨工业大学,2011.
[12] 杨宏宇.硬质聚氨酯泡沬的含磷阻燃体系研究[D]. 合肥:中国科学技术大学,2015.
[13] 刘鹏辉,杨宜谦,姚京川.多孔吸声材料的吸声特性研究[J].噪声与振动控制,2011(2):123-126.
* 四川省教育厅资助项目(15ZB0410) 绵阳职业技术学院自然科学科研项目(ZRYJ1504)
责任编辑 郑练
Research on Preperation of the Sound Absorption Material with the Polyurethane Foam
WANG Qiqiang
(Mianyang Polytechnic, Mianyang 621000, China)
Identify the one-step molding preparation process parameters of rigid PU foam and its effect on foam property. Use standing wave tube absorption coefficient tester, and open closed pore rate locator, universal testing machine, electron scanner and other machines to test PU's acoustic absorptivity, intensity and microstructure. The results show that when the weight of foaming agent is 8 g, evenly defoamer is 1.5 g, the reaction temperature is 30 ℃, and the PU's acoustic absorptivity is 0.42, then the property of sound absorption material would be better after heating at 130 ℃ about 10 hours which acoustic absorptivity, intensity is 0.47and 0.68 MPa. SEM shows that it has a uniform distribution to open the pore and obdurate coexist microstructure.
polyurethane, foaming agent, evenly defoamer, acoustic absorptivity
TU 55
A
王启强(1987-),男,硕士,助教,主要从事高分子复合材料等方面的研究。
2016-06-24
猜你喜欢
世界最新医学信息文摘(2020年19期)2020-12-23 22:04:13
皮革制作与环保科技(2020年13期)2020-03-17 07:12:20
上海建材(2019年4期)2019-05-21 03:13:04
中国塑料(2015年8期)2015-10-14 01:10:53
中国塑料(2015年8期)2015-10-14 01:10:46
橡胶工业(2015年2期)2015-07-29 08:29:40
食管疾病(2015年1期)2015-04-02 20:39:31
中国民族民间医药(2014年12期)2014-09-11 07:53:36
中医研究(2014年10期)2014-03-11 20:29:37
中国氯碱(2014年10期)2014-02-28 01:05:01
