等壁厚螺杆泵定子橡胶成型工艺研究
2016-12-13 09:43:08王兴燕何莎莎米凯夫
石油矿场机械 2016年11期
王兴燕,何莎莎,宋 建,米凯夫
(北京石油机械厂,北京 100083)
等壁厚螺杆泵定子橡胶成型工艺研究
王兴燕,何莎莎,宋 建,米凯夫
(北京石油机械厂,北京 100083)
橡胶属于高黏性流体,其流动性差,加工零件在浇注加压时因异型及空间狭长等因素,很可能会导致浇注压力过大,造成加工过程中的失效。等壁厚螺杆泵定子注胶成型就是一种典型的高黏性流体在狭长空间内的成型过程。由于本身结构细长,且同普通的螺杆泵定子相比,截面空间更小,易导致成型过程中的失效。以等壁厚螺杆泵定子制造工艺为研究对象,开展了深入的研究,形成了一套橡胶在狭长空间内浇注成型的工艺方法。通过改善橡胶性能、控制浇注温度、调整浇注压力等措施,既保证了橡胶在狭长异型内腔顺利浇注成型,又缩短了胶注时间,提高了工作效率。
等壁厚螺杆泵;橡胶;定子;成型工艺
螺杆泵定子是在钢管内衬一层弹性体,弹性体普遍采用的是橡胶材料。等壁厚螺杆泵定子与常规螺杆泵定子相比,钢管由圆形钢管改为与定子内腔线型一致的螺旋管[1-2],由于等壁厚螺杆泵定子内衬套层薄且均匀,所以截面空间更小。螺杆泵结构细长,内衬套注胶压力不能过高,否则可能会导致等壁厚定子管的变形或爆裂。同时,橡胶属于高黏性流体,流动性差,在注胶压力不够大的情况下,胶注时间过长,容易在胶注过程中过早硫化,影响橡胶性能或导致注胶工艺失败。本文以等壁厚螺杆泵定子制造工艺为研究对象,对狭长空间零件制造过程中的浇注工艺进行研究,确定合理的成型工艺,确保制造质量。
1 改善橡胶性能试验室研究
等壁厚螺杆泵定子由1根螺旋结构的定子管和管内壁的橡胶衬套组成。橡胶衬套作为螺杆泵定子的重要组成部分,在保持原有硬度、耐磨性、撕裂强度、适应介质等力学性能不变的情况下[3],改善其在狭长空间的流动性,对于等壁厚螺杆泵定子浇注工艺具有重要意义。
提高胶料流动性的基本方法有4种:
1) 生胶使用时进行充分塑炼,降低门尼黏度,提高塑性。
2) 配方设计时应保证胶料有好的焦烧性能,有利于胶料在使用时的充分流动。
3) 胶料使用时采取相适宜的加工温度,提高加工温度来降低胶料的黏度。同时适当提高工作压力,增加胶料的流动性。
4) 胶料中配以适量的加工助剂,例如:液体软化剂或固体软化剂来增加胶料的加工流动性。
根据以上方法对现有橡胶配方进行改良,并通过实验室试验进行物性对比。由图1可知,经过改良的2#橡胶门尼黏度降低效果明显。

图1 门尼黏度对比
焦烧时间可以衡量胶料产生焦烧的难易,焦烧时间越长则加工过程中越不容易发生早期硫化的现象。经过改良的2#橡胶的焦烧时间与常规胶接近,如图2。
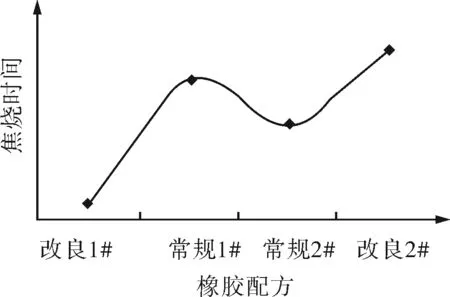
图2 焦烧时间对比
对几种橡胶配方进行常规物性对比,如图3所示,除伸长率外,改良的2#橡胶性能与常规2#胶基本相近。
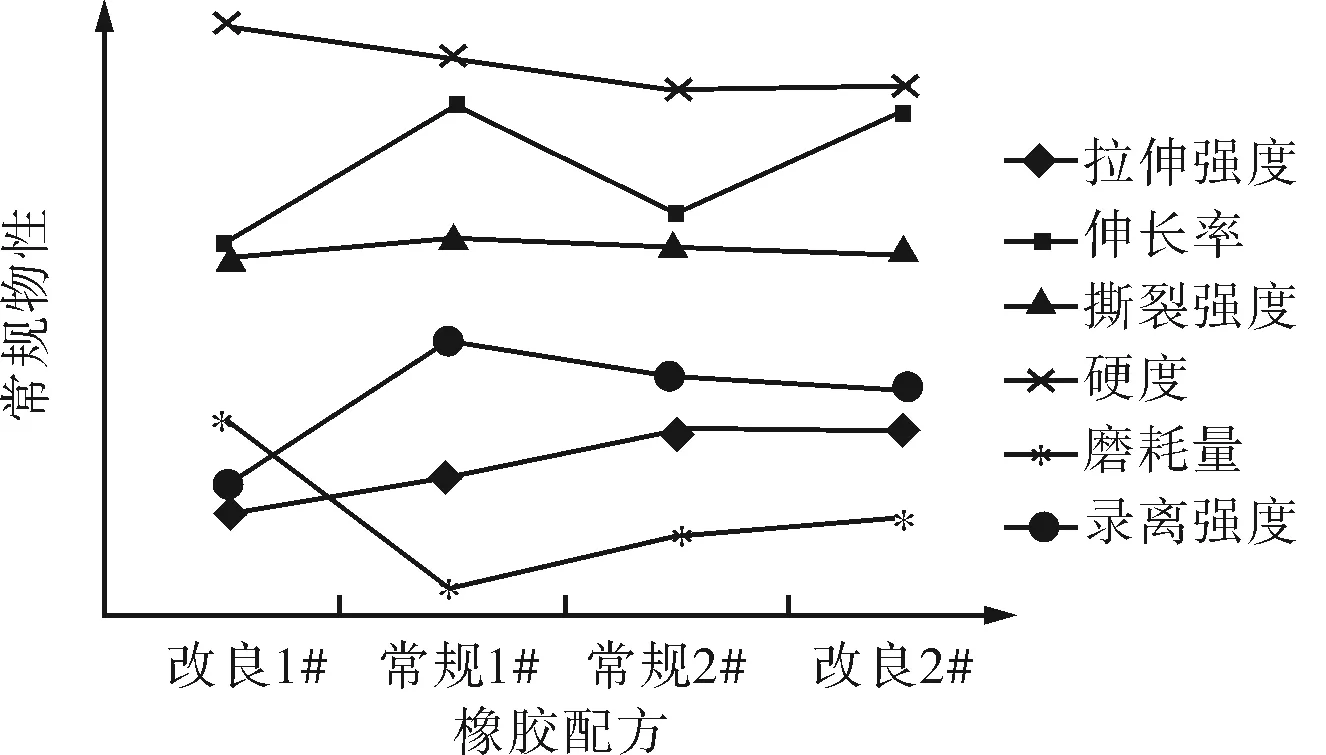
图3 常规物性对比
对常规2#胶与改良2#胶进行室温耐介质试验,室温下的介质溶胀与常规胶相比,膨胀速度稍快,饱和膨胀率略低。图4为耐介质性对比试验结果。
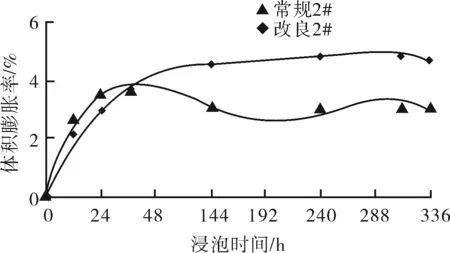
图4 耐介质性对比
通过以上试验数据表明,改良2#橡胶与常规螺杆泵橡胶相比,综合性能有所提高。
2 成型工艺研究
橡胶流动性提升后,等壁厚螺杆泵定子浇注工装设计及工艺制定就成为了关键。
2.1 定子受力分析
等壁厚螺杆泵定子管考虑使用工况及制造成本等因素,成型方式选择辊压形式,材料选择N80钢级,壁厚在7~8 mm,定子管长轴直径106 mm,短轴直径78 mm。根据胶注过程,对等壁厚螺杆泵定子进行受力分析,从图5可以看出,最大应力出现在设置排气孔的波谷处。在注胶压力22 MPa时,最大应力值478.81 MPa,材料抗拉强度≥689 MPa,说明材料强度可靠。

图5 定子管应力分布
2.2 注胶工装设计
等壁厚螺杆泵定子的注胶工装要同时满足3个功能:
1) 对注胶芯轴进行轴向限位,承受注胶时产生的轴向力。
2) 对注胶芯轴进行径向定位,以便实现定子金属内螺旋与芯轴金属外螺旋的相位对准。
3) 对注胶芯轴进行径向扶正,以减少在全长范围内因细长件的挠曲导致的相位偏差。
根据以上功能需求并参考相关文献[2,4-5]后设计如图6所示的注胶工装。
件1对芯轴进行轴向限位,件3对芯轴进行轴向及径向的定位,件4对芯轴进行扶正。其中定位孔要保证良好的加工精度才能保证成功实现相位对准,为此设计了专用的定位孔加工工装(如图7)。
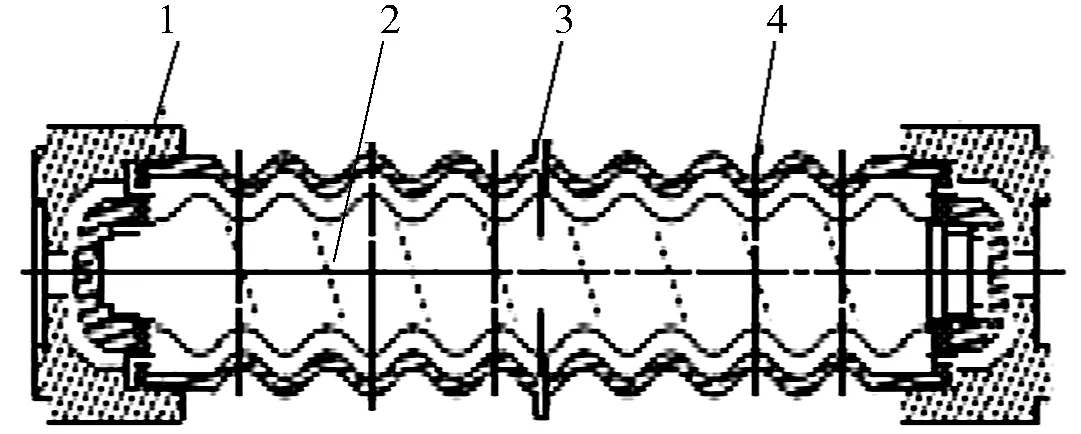
1—分流头;2—芯轴;3—定位螺钉;4—扶正销。

图7 定位孔加工工装
需要补充的是,由于注胶前芯轴要预热,定位孔要充分考虑热膨胀量的影响。
2.3 注胶工艺制定
根据螺杆泵加工经验及定子管性能值,确定注胶压力为16~21 MPa,使用改良2#橡胶尝试注胶。
1) 注胶成型过程。
采用DESMA型注胶机对GLB300-21型等壁厚螺杆泵定子进行注胶。定子芯轴预热完成后开始进行定子注胶工装的装配。
由于定子长度较长,采取两头注胶的方式。为了验证注胶工艺参数对注胶速度的影响,在整个注胶过程中做了不同程度的调整,注胶情况如表1~2所示。
通过分析调头前的注胶数据,说明在现有设备及注胶方式下单头注射2 m以上进程缓慢,所以需要采用两头注胶的方式。

表1 注胶数据统计(调头前)
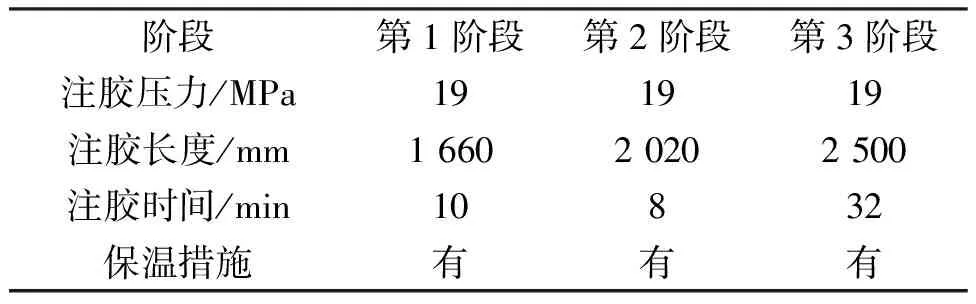
表2 注胶数据统计(调头后)
通过对比分析调头前后距端面同样距离时的注胶状态,说明注胶过程中对工件进行保温及适当调高注胶压力可以有效提高注胶速度。调头后注胶时间明显低于调头前,经计算缩短时间约32%。
通过观察注胶后的排胶状态,排胶光滑顺畅,初步判断排气孔设置合理,整个注胶工艺得以顺利实现。
3 结论
1) 由于狭长空间内的注胶比较困难,注胶时间会延长,所以要在不影响橡胶物性的前提下适当改善橡胶流动性能,降低门尼黏度,提高焦烧时间。
2) 单头等壁厚螺杆泵定子注胶时,理论上径向力基本平衡,但实际在橡胶推进过程中还是受到沿螺旋线方向的径向分力,所以在径向上应设置定位工装以保证相位对准。
3) 为保证良好的注胶状态,同常规零件相比,狭长空间工件的注胶压力要相应提高,所以工件及联接方式应有足够强度。
4) 注胶时内置芯轴的温度对橡胶流动速度有很大影响,所以芯轴要预热,为使芯轴不明显降温,注胶工装要保证安装简便快捷,注胶过程中宜有保温措施尽量保持芯轴温度。
5) 为促进橡胶流动性,要在所注工件上多设置排气孔,同时要考虑对加工成本及工件强度的影响。
6) 通过整套研究工艺,以GLB300-21型等壁厚螺杆泵定子为例,综合考虑因改良橡胶配方及优化注胶工艺带来的效果,注胶时长缩短40%以上,大幅提高了工作效率,降低了人工成本。
[1] 何艳,姜海峰,孙延安.等壁厚定子螺杆泵研究及应用前景探讨[J].石油机械,2003,31(2):4-5.
[2] 詹升忠.等壁厚螺杆泵定子对模工艺研究[J].石油矿场机械,2015,44(3):72-74 .
[3] 操建平,孟庆昆,高圣平,等,影响螺杆泵密封性能的直接因素分析[J].石油矿场机械,2011,40(11):5-10 .
[4] 边慧光,宗殿瑞,吕春蕾.新型螺旋等壁厚空心螺杆泵定子橡胶衬套成型设备[J].橡胶工业,2014,61(7):435-437.
[5] 黄艳清,邢春娟,王喜红.螺杆泵定子注胶模具的改进设计[J].油气田地面工程,2006,25(3):45.
Study on Rubber Injection Molding of Uniform Thickness PC Pump Stator
WANG Xingyan,HE Shasha,SONG Jian,MI Kaifu
(BeijingPetroleumMachineryCo.,Beijing100083,China)
The rubber is a kind of liquid which is high viscosity and low fluidity.When the product is injected molding,special shaped and narrow section and other factors are likely to lead to excessive molding pressure caused by the failure of the process.The process that uniform thickness PC pump stator is injected is a typical high viscosity fluid in long and narrow section.Because of slender structure,comparing with ordinary PC pump stator,the section of uniform thickness PC pump stator is narrower.It easily leads to the failure of the forming process.To deeply studying in uniform thickness PC pump stator manufacturing process,finally,form a set of technology program about the rubber injection molding in a long and narrow section.By improving the rubber properties,controlling the injection temperature,and adjusting the injection pressure,not only ensure the rubber molding successfully,but also shorten the injection time and improve the work efficiency.
uniform thickness PC pump;rubber;stator;injection molding
2016-05-17
王兴燕(1979-),女,山东新泰人,高级工程师,2001年毕业于山东科技大学,现从事采油机械设计工作,E-mail:bpm.wangxy@vip.163.com。
1001-3482(2016)11-0070-04
TE933.306
A
10.3969/j.issn.1001-3482.2016.11.016
猜你喜欢
设备管理与维修(2021年12期)2021-07-28 02:40:04
经济技术协作信息(2018年11期)2019-01-14 03:07:22
测控技术(2018年12期)2018-11-25 09:36:58
家庭医药·快乐养生(2018年4期)2018-04-23 16:53:42
橡胶工业(2018年2期)2018-02-16 15:59:33
益寿宝典(2018年19期)2018-01-26 21:33:09
中国设备工程(2017年16期)2017-08-30 10:23:42
水利建设与管理(2017年1期)2017-02-08 01:15:40
中国煤层气(2015年1期)2015-08-22 03:05:49
装备制造技术(2015年7期)2015-02-20 13:47:34