
CTP板基弯曲度研究中统计学的应用
2016-12-13 08:33刘友胜
铝加工 2016年3期
刘友胜
(厦门厦顺铝箔有限公司,福建 厦门 361022)
CTP板基弯曲度研究中统计学的应用
刘友胜
(厦门厦顺铝箔有限公司,福建 厦门 361022)
利用时间序列模型和T-检验确定二次拉矫是板弯偏低的主要原因,通过试验设计和回归分析制定出二次拉矫工艺以保证板弯合格。
CTP板弯;统计学;回归分析
0 前言
进入21世纪,计算机直接制版(CTP)技术已日臻成熟,已成为现代印刷印前制版的主旋律。随着CTP技术的快速发展,客户对CTP板基的质量要求不断提高,不但对板基的化学成分、表面质量、性能要求越来越高,而且对板形包括板弯曲度要求也日趋严格。乐凯在成品板检测中规定PS版弯曲是指PS版悬挂后,整体版面向某一方向弯曲,可以用直尺配合铅垂线测量,指标为向背面弯<20mm[1]。近期X公司与某客户技术协议上增加了板弯范围为50~120mm。2015年3月份以来,X公司陆续接到客户投诉板弯偏低的投诉。在对投诉数据分析整理时,发现板弯偏低卷与二次拉矫生产有较大的相关性,进而针对二次拉矫进行了试验设计并对试验结果进行分析。在整个研究过程中,统计学作为收集、处理、分析、解释数据并从数据中得出结论的科学,在各阶段均得到了广泛的应用。本文针对时间序列模型、T-检验、试验设计和多元回归分析的特点以及在本次研究中的应用进行综述并对其存在的局限性进行分析,为以后板弯研究提供一定的参考。
1 时间序列模型
时间序列模型(time series model) 主要用于处理动态的数据,从数量上揭示某现象的发展变化规律或者从动态的角度刻画某现象与其它现象之间的内在数量关系,以便认识客观事物、预测其未来的变化趋势[2]。本文中时间序列分析的研究对象是不同时期生产的CTP板基板弯变化趋势,通过对板弯趋势中找出发生突变的时间点,该时间点可能是板弯偏低发生的起始时点。研究该起始时点近期内相关工艺调整是找到板弯偏低问题的根源的便捷途径之一。由于客户投诉板弯偏低开始于2015年4月份,X公司对应的生产时间为2015年2月以后,因此,本次研究收集2015年1月到4月间所有抽检的板弯值,使用MINITAB15软件做出时
间序列图,见图1。
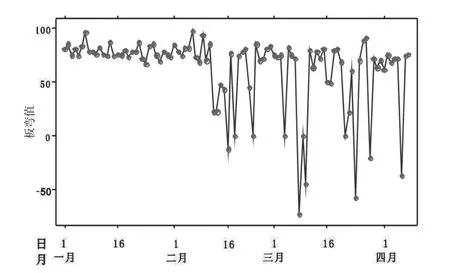
图1 板弯值的时间序列图
如图1所示,X公司生产的板基板弯值趋势发生变化在2015年2月中旬,通过对2月份以来工艺变化梳理发现2月中旬开始实行对板形不合格卷进行二次拉矫以生产出合格的板形,二次拉矫可能是造成板弯值偏低的主要原因之一。
2 T-检验
T-检验适用于总体标准差σ未知的正态分布总体,用于小样本的两个平均值差异程度的检验。它是用T-分布理论来推断差异发生的概率,从而判定两个平均数的差异是否显著[3]。表1为2015年1月到4月间经一次拉矫和二次拉矫生产的CTP板的板弯抽查数据,样本基本符合T-检验要求的正态分布,本文通过T-检验来判定两种不同生产方式下的产品板弯平均值差异是否显著,从而推断此次板弯偏低是否与二次拉矫生产有关。
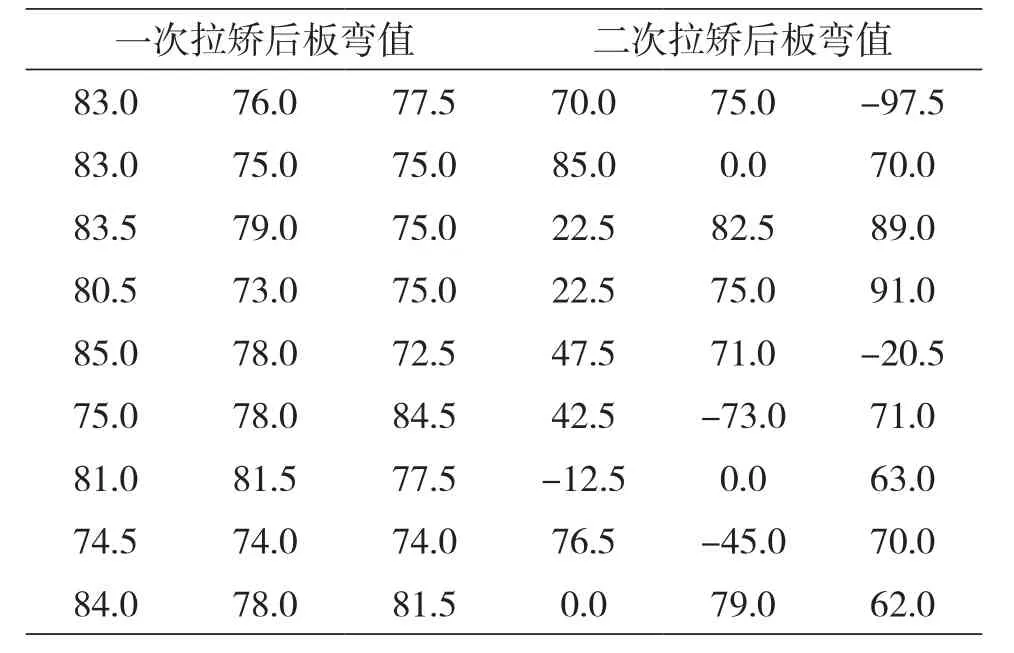
表1 2015年1-4月间经一次拉矫和二次拉矫生产CTP板板弯值/cm

?
将表1中数据使用MINITAB15软件进行T-检验分析,其输出结果见图2和图3。根据T-检验结果中P=0.000<0.05,这表明一次拉矫生产CTP板的板弯值与经二次拉矫后有显著性的差异,二次拉矫很可能是本次板弯偏低产生的主要原因。
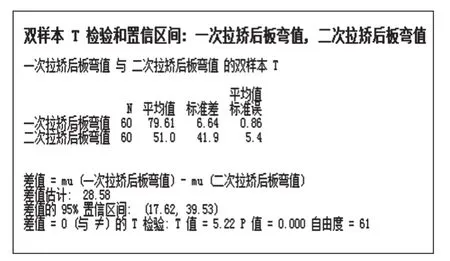
图2 一次拉矫和二次拉矫板弯值T-检验结果

图3 一次拉矫和二次拉矫板弯值箱线图
3 试验设计
试验设计是对试验进行合理安排,以较小的试验规模(试验次数)、较短的试验周期和较低的试验成本获取理想的试验结果以及得出科学的
结论。Taguchi实验设计方法[4]是以田口玄一为首的一批日本电讯研究所的研究人员于50年代初在费歇乐多元配制法基础上开发研究的正交实验设计技术。
拉矫工艺是CTP生产中极其重要的一道工序,在这个过程中CTP板要经过三个延伸率(Z1、Z2、Z3)不同拉伸区域,每个拉伸区域板弯曲的方向也不同。CTP成品板弯值的变化主要受来料板弯值以及Z1、Z2、Z3的影响,从上文研究和X公司生产抽查记录分析可以看出来料板弯值(一次拉矫后)一直较为稳定,本文研究Z1、Z2、Z3对二次拉矫后板弯值的影响,因此,本实验采用单目标实验设计。
4 回归分析
通过上述实验设计,本研究中因变量为二次拉矫后产品的板弯值,而多个自变量包括一次拉矫后产品板弯值和三个延伸区的延伸率Z1、Z2、Z3。表2为二次拉矫试验数据,通过对表中数据进行回归分析,找出它们之间的关系并用数学方程式表达,并利用该方程式,根据因变量的取值范围和自变量对因变量的影响效果找出相关自变量最佳取值范围。

表2 二次拉矫试验数据表
根据表2中试验数据,使用MINITAB15软件进行回归分析,得到以下结果,见图4。回归分析的R-Sq值高达90.9%,表明成品板弯与来料板弯及Z1、Z2、Z3有很强的线性相关,回归方程可以作为制定二次拉矫工艺的依据。根据回归方程可以看出:Z2的系数为-724,且P值为0.000<0.05,Z2对板弯降低有显著相关性且影响明显;来料板弯均值为79.6;Z1的系数为115,且P值为0.000<0.05,对板弯增加影响明显,而Z3的P值为0.737,对板弯影响不大。根据上述分析,保证成品板弯的二次拉矫工艺范围确定为Z2=Z3=0,0<Z1<0.10。

图4 成品板弯与来料板弯、Z1、Z2、Z3回归分析
5 统计学在板弯研究中的局限性
本文在板弯研究中统计学得到很好的应用,但不同的情形下这些统计学原理应用均存在一定的局限性。
本文运用时间序列模型进行分析板弯变化趋势,并根据变化趋势分析发现突变的时间点是建立在客户及时反馈和大量的抽检数据上。时间序列预测模型反映的是时间序列的短期变化关系,如客户反馈时间过长而抽检数据不足时则查找起始时点困难将大大增加。T-检验与时间序列一样需要大量准确数据。而试验设计与多元回归分析在试验因子较少且交互作用不明显的情况下,试验设计较为简单且会有较好的回归线性关系;如果试验因子较多或者不能量化或交互作用较为复杂的情况下,试验设计和回归分析都将效果不明显。
[1] 黄秋颖. 成品PS版的检测和评价[J].影像技术,2008,5:36-40
[2] 聂淑媛.时间序列分析的历史发展[J].广西民族大学学报∶ 自然科学版,2012,18(1):24-28
[3] 刘辉. 利用T检验模型检验葡萄酒的评价差异[J].黑龙江生态工程职业学院学报,2013,1∶19-21
[4] 杜森. 印制板翘曲品质改善研究[J].印刷版电路信息,2011,12∶63-70
(编辑:杨毅)
一种浸没式铝及其合金熔体加热装置
中国专利 CN203853542U
本专利涉及的浸没式铝及其合金熔体加热装置包括具有U型腔的浇注料炉,U型腔的一侧腔体顶端为进料口,在该侧腔体中设有过滤器;另一侧腔体底端为出料口,顶端设有液体密封罩,在其上方设有加热装置密封罩,而在液体密封罩和加热装置密封罩之间具有气腔,加热管能够穿过液体密封罩伸入到另一侧腔体中。该加热装置可以提高工作效率,降低生产成本,并且铝及其合金熔体的杂质少,品质优异。
Application of Statistical Model to Study of CTP Coilset
LIU You-sheng
(Xiamen Xiashun Aluminum Foil Co., Ltd., Xiamen 361022)
Time series model and T - test were used to determine the second tension levelling were the main reason for the lower platebending. Through design experiment and regression analysis, the best tension leveling process is determined to guarantee the bending degree.
CTP plate bending; statistics; regression analysis
TG339
A
1005-4898(2016)03-0044-04
10.3969/j.issn.1005-4898.2016.03.11
刘友胜(1982-),男,湖南新田人,工程师。
2016-03-10
猜你喜欢
民用飞机设计与研究(2020年4期)2021-01-21
理化检验-化学分册(2020年12期)2020-03-02
中国特种设备安全(2018年10期)2018-12-18
电子制作(2018年18期)2018-11-14
世界汽车(2017年8期)2017-08-12
山东工业技术(2016年15期)2016-12-01
山东工业技术(2016年15期)2016-12-01
汽车与安全(2016年5期)2016-12-01
现代检验医学杂志(2016年1期)2016-11-12
太空探索(2016年12期)2016-07-18
