液压闸式数控剪板机自动送料装置液压系统的研究
2016-12-13 04:01卢寿丽宋开功申世英山东协和学院河北工业大学
大陆桥视野 2016年20期
卢寿丽 张 强,2 刘 婷 宋开功 申世英/ .山东协和学院 2.河北工业大学
液压闸式数控剪板机自动送料装置液压系统的研究
卢寿丽1张强1,2刘婷1宋开功1申世英1/ 1.山东协和学院2.河北工业大学
本文研究的是液压闸式数控剪板机自动送料装置的液压系统,其针对较厚的大面积板料所设计的液压系统能满足夹钳座两夹爪的开合要求,夹钳传动系统保证板料的准确送给,为较厚的大面积板料的自动送进提供足够的动力,减少了工人的劳动强度,提高了板料生产的效率。
剪板机;闸式;前送料装置;液压系统
引言
剪板机是生产线中对校平后的板料进行横剪的设备,被广泛应用于航空、电机、汽车等行业中。近几年来,模具技术与冲压技术得到了较快的发展,使得剪板机的应用范围不断地扩大,为了提高生产效率,对剪板机各方面的性能有了有了更高的要求。
1.剪板机液压系统的设计及控制
液压系统的原理图如图1所示,液压系统为本机的动力系统,由电机、高压油泵、液压件、油箱、油缸及其连接管路组成。液压系统采用先进的液压集成系统,结构紧凑,减少管路连接,提高了系统的可靠性与易维修性。
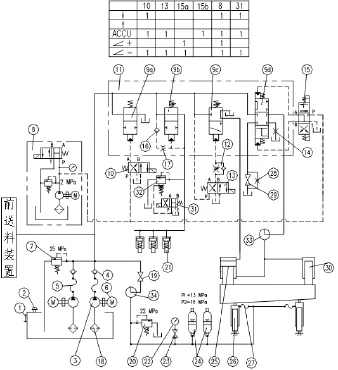
图1 系统的液压原理总图
1油标 2空气滤清器 3油泵 4单向阀 5 高压软管 6电机 7溢流阀 8液压站 9液动阀 10电磁换向阀 11集成块体 12单向节流阀 13电磁换向阀 14节流阀 15电磁换向阀 16单向阀 17节流器 18滤油器 19闸阀 20压力阀 21压料油缸 22压力表 23闸阀 24蓄能器 25左油缸 26返程油缸 27高压软管 28节流器 29闸阀 30右油缸 31电磁换向阀 32溢流阀 33、34高压球阀
1.1 蓄能器充油
当上刀架返程上升缓慢,压力表序22的读数较低时,需要给蓄能器充油。
蓄能器充油时,电磁阀序8、10、13、31和15b得电。序8得电,液压站建立控制油路压力,序10得电,9a上行,关闭泄荷口,系统建立压力;序13得电,切断系统与左油缸上腔通道;15b得电,9d下行,系统连接序28、29,限制充油时蓄能器的最高压力。油液一部分通过闸阀序19、34进入蓄能器,一部分通过序28、29旁路流回油箱,还有一部分进入压料油缸。
给蓄能器充油需要二人配合操作,步骤如下:
a.打开球阀序34,松开闸阀序19,放下上刀架,旋紧闸阀序29;
b.按电机启动按钮,启动主电机;点动、一次行程选择旋钮旋至↓↑(点动)位置;旋转充油旋钮至位置“1”,给蓄能器充油;观察压力表序37读数,当其读数达到P2值时,旋转充油旋钮至位置“0”,旋紧闸阀序19与球阀序34,停止充油。这时,刀架在蓄能器压力油的作用下,上升返程;
c.松开球阀序33,按剪切角增大或减小按钮,将剪切角调至适当位置;观察刀架下行及返程速度是否符合要求,合适后关闭球阀序33。
d.旋松闸阀序29。
1.2 剪切角的增大与减小
剪切角增大:调整剪切角以前,不管是剪切角增大,还是剪切角减小,请先将球阀(序33)松开;调好后,再将球阀(序33)关紧。打开球阀序33,按剪切角增大按钮,电磁铁15a得电,9d上行,右油缸上腔与系统接通,而此时系统处于泄荷状态,在返程油缸的作用下,右油缸上行,右油缸上腔油液排至油箱,剪切角增大,然后关闭球阀序33。
剪切角减小:打开球阀序33,按剪切角减小按钮,电磁铁8、10、13及15a得电,电磁铁8、10、13的作用与上述蓄能器充油时作用相同,电磁铁15a得电,9d上行,右油缸上腔与系统接通,此时,由于电磁铁10得电,系统建立压力,压力油经9d进入右油缸上腔,右油缸下行,剪切角减小,然后关闭球阀序33。阻尼器序14的作用是减慢剪切角减小时的右油缸下行速度。
剪切角的数值可从指示装置上读出,最佳剪切角度可根据板厚和材质来确定。
注意:调整剪切角后,应使上刀架空载运行1-2后,再正式剪切。
1.3上刀架的运动
上刀架下行:踩脚踏开关,电磁铁10、8得电,9a上行,系统建立压力;压力油首先通过9b进入压料油缸,压料脚下行,压住板料;其次,压力油推动9c上行,压力油进入左油缸上腔,刀架下行;左油缸下腔的油液进入右油缸上腔,返程油缸内的油液则被压入蓄能器储存起来。由于左缸下腔的面积与右缸上腔面积近似相等,因而,左缸与右缸组成了一串联同步回路,刀架左、右两侧同步下行。
上刀架返程:上刀架到达下死点后,电磁阀全部失点电,油泵泄荷,上刀架在蓄能器和返程油缸的作用下返程上升至上死点。
2.油缸的主要参数计算
在液压系统中,液压系统串联油缸,大油缸直径:

∵流入大油缸下腔和小油缸上腔的流量相等,为了实现同步动作,所以要求有效面积A相同,大油缸直径1d取为
∴ 工作
A—液压缸有效工作面积;
f—行程次数9次/分;
Sa—刀架行程,即:

Sb—刀片重合量,取Sb=5;
∴ 油缸的工作流量:

3.压料缸的有效直径和总压料力
PN —为系统额定工作压力,PN=22MPa;
hm—为压料缸的机械效率,hm=0.95;
n—压料缸数量,n=42。

(2) 总压料力的验算
P—额定工作压力,因为没有减压阀,所以取P=NP
=22MPa。
在前面计算中已知压料力为:
4.结论
综上所述,本文研究的液压闸式数控剪板机的自动送料装置,能完成较厚的和大面积板料的自动送进,解决了一些较大的板料需要多次剪切的麻烦。其前送料装置的液压控制部分为板料的自动送进提供了动力,减少了工人的劳动强度,提高了板料生产的效率。
[1]丁树模,固骥平编.液压传动[M].北京:机械工业出版社,2009(2):34-189.
[2]唐英千.锻压机械液压传动的设计基础[M].北京:机械工业出版社,1980,89-120.
[3]杨培元,朱福元.液压系统设计简明手册[M].北京:机械工业出版社,2011,56-191.
[4]何存兴,张铁华.液压传动与气压传动[M].华中科技大学出版社,2000,23-98.
本文系山东协和学院校级科研发展计划项目(XHXY201526)。
卢寿丽(1986-),女,汉族,山东烟台人,硕士研究生,现任教于山东协和学院机电工程系,从事教学工作。
猜你喜欢
汽车与驾驶维修(维修版)(2022年8期)2022-09-20
科技资讯(2022年2期)2022-03-04
科技视界(2021年32期)2021-12-06
湖北农机化(2021年4期)2021-04-19
新疆钢铁(2021年4期)2021-03-23
发明与创新·小学生(2020年10期)2020-10-19
时代农机(2020年5期)2020-07-31
东北电力技术(2020年4期)2020-06-07
科教新报(2019年27期)2019-09-10
汽车零部件(2018年4期)2018-05-16