
基于数据统计分析背景下数控车床刀架故障分析与排故探讨
2020-07-31 06:19宾洁
时代农机 2020年5期
宾 洁
(1.湖南中伦精密科技有限公司,湖南 长沙410006;2.湖南天开自动化有限责任公司,湖南 长沙410100)
SY 公司2013 年采购了20 台某公司的数控车床,型号为CKA6140,刀架为某设备公司LD 系列电动刀架产品,由于设备部分使用者为实习生及非熟练工,经常手动频繁换到位,设备6S 及维护保养不及时,导致设备刀架出现故障。针对刀架频繁故障现象,作者走访维修班、一线操作者以及厂家售后服务工程师,了解常见的故障类型、故障原因,通过数据统计分析,制定出对应快速的排故方法,提升现场的工作效率。
1 刀架常见的故障现象及类型
在数控车床的切削加工过程中,回转刀架常见故障现象见表1。
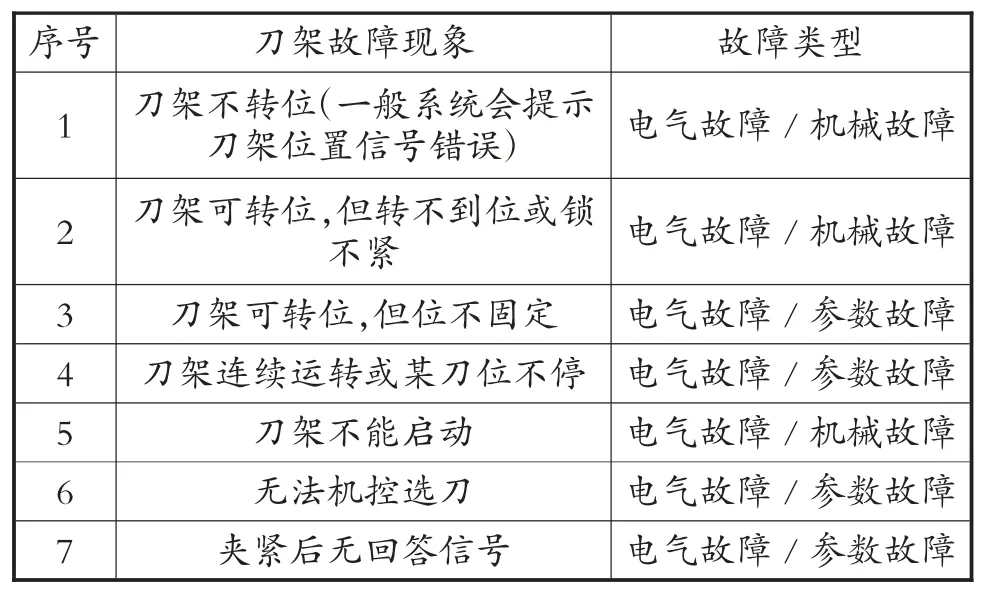
表1
2 刀架故障相关数据统计分析
通过查阅近6 年的维修记录,收集了20 台数控车床刀架发生故障的维修数据,经过数据统计分析,见图1、表2。结论:
(1)出现故障率排名前3 的分别是刀架不转位,有提示刀架位置信号错误;刀架可转位,但转不到位或锁不紧;刀架可转位,但位不固定。
(2)故障类型主要是电气故障、机械故障和参数故障。
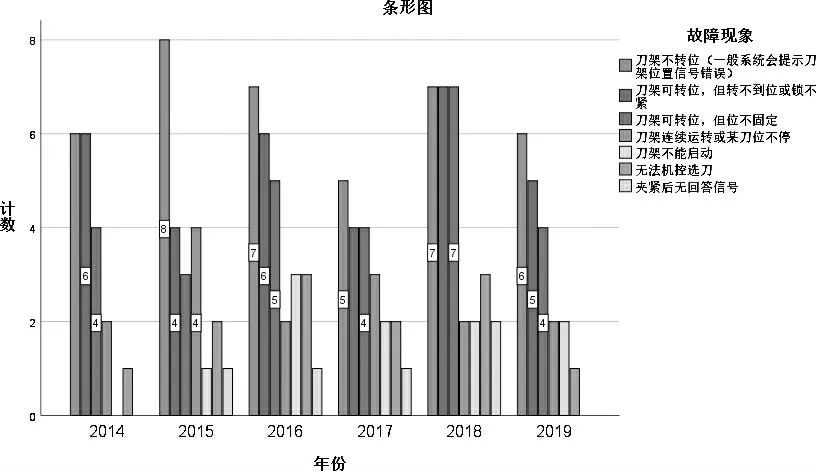
图1 故障现象条形图
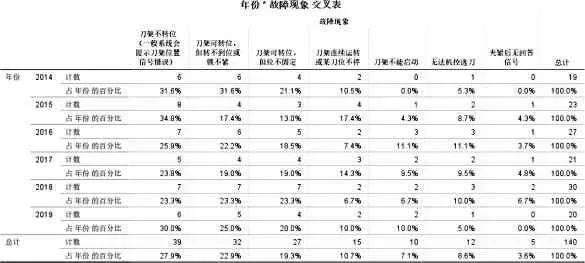
表2
3 常见故障的排故方法机制及方法
对于经常出现的故障,经过分析总结,并制定出排故处理机制。
(1)由研究院、技改办组织排故知识培训。通过培训,使操作者具备简单故障处理能力(例如刀架松动、刀架反向转动等故障),减少报备、维修停机等中间环节,提高设备的使用率。
(2)鼓励员工自己解决问题,给予技改资金奖励。鼓励员工解决日常生产中遇到的问题(例如刀架故障等),给予技术引导和资金支持,将问题视为机遇,协同技改办,对刀架等问题进行技术改造,提升工作效率,提高知识技能水平。
(3)建立相关维修机制及保修平台,鼓励员工“抢单”式维修,提升工作效能。针对数据统计分析,经常出现的三类故障,分别做排故分析,提供相应的解决方案。
3.1 故障1:刀架不转位(一般系统会提示刀架位置信号错误)
原因分析:①刀架电源三相位接错线或者电源故障;②刀架继电器过载后断开,出现故障导致刀架内中心轴上的推力球轴承被轴向定位盘压死,轴承不能转动,电机无法带动刀架旋转[1]。排除措施:检测电路,注意防护安全,拆开刀架,调整球轴承向间隙,更换损坏零件,拧紧各螺钉;检查24V 电源及各相位接线,更换“系统位置板”部分按钮。
3.2 故障2:刀架可转位,但转不到位或锁不紧
原因分析:刀架可转位,说明电源及相位正常。①用于提升刀架的螺杆初始位置不对(无法与刀架蜗轮上的凹槽相配合);②回复位置也不对(应使螺杆凸台与凹槽镶入适当深度,使刀架提升和落下高度一样),导致刀架旋转后,无法在指定的位置进行锁紧[2]。
排除措施:检测电路,注意防护安全,拆开刀架,调整螺栓杆凸台和觇轮上凹槽的初始位置。
3.3 故障3:刀架可转位,但位不固定
原因分析:①检测刀架内部的霍尔元件是否损坏;②控制系统中CPU 板故障或位置信号板出现故障[3]。
排除措施:①检测霍尔元件静态参数和动态参数,若参数不符合要求则更换;②检测两板,如不正常则更换CPU 板和位置倍板。
4 总 结
数控车床刀架设备,在使用过程中由于操作者操作不当及受工作环境影响,会出现各类故障,操作者或维修人员需要冷静分析,通过“听声音、看现场、转刀架”等方法,对刀架故障情况进行初步判断,根据刀架运行原理,仔细检测排除每一个开工、线头、螺钉等故障可能性因素,及时总结一套适合的高效排故方法,提升工作效率,为企业节约维修费用,降低生产成本。
猜你喜欢
影像研究与医学应用(2021年15期)2021-09-12
科学与财富(2020年28期)2020-12-14
发明与创新·小学生(2020年10期)2020-10-19
科教新报(2019年27期)2019-09-10
无线互联科技(2018年20期)2018-12-27
数码世界(2018年9期)2018-10-19
科技与创新(2018年5期)2018-03-16
科技创新与应用(2017年8期)2017-04-26
价值工程(2016年29期)2016-11-14
