LD泵浦机械斩波调Q激光器的设计
2016-12-12 02:22杨俊梅曹泽新栾玉国罗宏超
沈阳师范大学学报(自然科学版) 2016年4期
杨俊梅, 曹泽新, 栾玉国, 罗宏超, 梅 迪
(沈阳航空航天大学 理学院, 沈阳 110136)
LD泵浦机械斩波调Q激光器的设计
杨俊梅, 曹泽新, 栾玉国, 罗宏超, 梅 迪
(沈阳航空航天大学 理学院, 沈阳 110136)
主要通过理论上的设计,给出一种LD泵浦机械斩波调Q全固态Nd:YAG脉冲激光器。该方案通过机械斩波调Q的方式,给出一个锁定功率不受Q开关限制,同时输出激光的脉冲宽度接近于声光调Q的输出脉冲。设计主要通过分析开关时间、脉冲时间和储能时间的关系,由马达的转动角速度、斩波片半径来确定开槽宽度、挡光宽度。在设计激光脉冲输出时,可根据加工要求,确定开关时间、脉冲宽度、储能时间等3个参数,并设计出相应的斩波片。通过这种机械Q开关的设计,给出了脉宽范围在0.2~4 ms,脉宽范围参数可调,单脉冲能量0.1~2 J,脉冲频率可调的激光脉冲输出。该脉冲激光器,可以突破声光调Q的全固态Nd:YAG脉冲激光器的平均输出功率200 W的瓶颈,以期解决部分激光加工如激光毛化等工业应用的加工效率问题。
固体激光器; 声光调Q; 机械调Q; LD泵浦
0 引 言
脉冲激光器在激光工业加工中有广泛应用[1],除灯泵浦自由振荡长脉冲激光器外,工业加工用脉冲激光器大多是声光调Q或电光调Q等全固态Nd:YAG激光器[2-5],在长脉冲应用方面灯泵浦Nd:YAG激光器还难以被替代。但由于声光调Q开关锁定功率基本在200 W范围内,使得当前工业所使用的这种声光调Q脉冲激光器平均功率都在200 W以下,限制了该激光器的普及应用。因此,如何提高脉冲激光器的平均输出功率就成了激光工业加工应用亟待解决的瓶颈问题[6-11]。
针对脉冲激光器的低平均功率情况,目前国际通行的做法是使用MOPA(Master Oscillator Power Amplifier)结构激光器来提高脉冲激光器输出脉冲的峰值功率和单脉冲能量[12-15]。但MOPA结构的脉冲激光器,能够提高的主要是脉冲激光器的峰值功率,这部分能量在焊接等工业加工中主要产生阻碍光能吸收的等离子体羽,而对于长脉冲输出的后面200 W连续输出部分,放大器基本起不到放大作用。而该连续段的平均功率,根据实验情况,对激光工业热加工,同样有着非常重要的作用。并且激光焊接、合金化、熔覆、毛化等工业加工用脉冲激光器,对峰值功率的要求并不高,一般是在104~105W左右。一般的声光调Q输出的激光脉冲峰值功率已经达到该要求,在很多工业加工方面还要采取一些措施,降低激光脉冲峰值功率,因此提高峰值功率的MOPA方案在这类工业加工方面,起不到实际作用。由于长脉冲后面的连续段的功率难以提高,这也是目前平均输出功率不高、电光效率约3%的灯泵浦电源驱动长脉冲激光器还在工业加工领域广泛应用的主要原因之一[16]。而采用LD脉冲巴条作为泵浦源或光源,输出的矩形脉冲波形并不能满足高峰值功率要求的工业加工需要,1%的占空比极大的限制其使用效率,同时高性能脉冲巴条的昂贵价格还进一步制约着这种类型激光器的开发使用。
60 k~100 krpm高速马达和高功率LD泵浦巴条都有相当成熟的产品,为高功率LD连续泵浦进行转盘斩波机械调Q提供了充分的条件。国内相关这种调Q技术的研究也是基于灯泵浦,而灯泵浦激光器可以通过脉冲方式驱动泵浦电源达到机械调Q开关的脉冲输出效果,因此,基于灯泵浦激光器,进行机械调Q开发意义不大。研制这样一种平均输出功率范围在400 W~1 000 W、动静比可接近100%、脉宽可调的LD泵浦机械斩波调Q Nd:YAG脉冲激光器,从峰值功率、单脉冲能量等单纯的激光参数指标上来看,并不突出。
但这种具有综合性能指标的高峰值长脉宽激光脉冲,对工业加工来说,提供了一种新的激光光源参数。这种长寿命的激光光源,对于提高激光器工业加工效率和领域,满足日益增加的激光工业加工需要,有着非常现实的意义。基于激光焊接、熔覆、切割、打孔和毛化等激光工业加工需求,本文介绍一种通过高速马达驱动斩波盘设计的机械Q开关,对LD连续泵浦Nd:YAG激光器进行机械斩波调Q,获得所需要的激光脉冲。通过该机械Q开关,研制平均输出功率达到400~1 000 W、脉宽从1 μs到连续波、频率可达10 kHz等大范围可调、动静比可接近100%的大功率LD泵浦机械斩波调Q脉冲Nd:YAG激光器。
1 机械斩波Q开关的性能要求
全固态机械斩波激光器调Q激光器的设计工作,主要考虑机械斩波Q开关时间和腔型设计等对峰值功率、主脉冲宽度、脉冲宽度、光束质量等激光脉冲光束参数的影响。该设计主要结合激光毛化等激光工业热加工需要,通过数值分析和实验来研发性能稳定的高功率LD泵浦转盘斩波机械调Q全固态Nd:YAG脉冲激光器。激光器的性能,要求动静比80%以上,平均输出功率达到400~1 000 W,频率可达到1 k~10 kHz,脉宽可调,峰值功率在104~107W,适合当前相关激光工业加工的需要。
设计时主要通过高速马达驱动转盘斩波作为Q开关,对LD泵浦Nd:YAG激光器进行机械斩波调Q,输出平均功率输出超过400 W~1 000 W的高频激光脉冲。研制过程主要进行谐振腔设计、激光束参数的确定和机械调Q系统的设计调试等几方面的工作。
要研制400 W~1 000 W平均功率输出的LD泵浦激光器,需要根据不同的功率要求,在腔内放置一定数量的LD泵浦激光头。研制的LD泵浦连续输出Nd:YAG激光器,短腔情况下,45 A的泵浦电流,可以做到单个激光头输出400 W、2个激光器输出约800 W和3个激光棒输出1 100 W的平均功率。
机械斩波调Q激光器的脉冲性能是本设计的重要参数。同时需要考虑转速、开关时间和盘片开槽结构设计等、还要解决在保证峰值功率和不漏光的条件下,重复频率、脉宽和泵浦功率等之间的关系,为高功率LD泵浦机械调Q全固态脉冲激光器的研制提供一个完整的机械调Q实际方案。
机械斩波调Q开关时间主要由电机的转速、光束直径和盘片直径决定,根据开关时间的要求,来选择电机的转速。
在机械斩波调Q激光器中,实现开关速度控制和一定脉宽的激光脉冲,需要对高速电机的转速进行有效控制和检测,此外,连续可调性和高稳定性也是对工业级产品的基本要求,电机转动稳定性不好,转子动平衡校验不好,电机都会出现抖动现象,影响谐振腔的稳定性和激光脉冲的输出。因此,要设计高稳定性长寿命的机械调Q脉冲激光器,也要做好高速电机驱动控制系统的设计工作。
除以上研究内容以外,本设计还将就该激光器用于焊接、切割和毛化等材料加工进行初步的实验分析检验。
2 机械斩波Q开关的参数设计分析
设计时首先通过对速率方程的理论分析,建立起高功率机械斩波调Q脉冲激光器的理论模型,计算所需的开关速率和脉冲宽度等,理论上给出脉冲激光的光束参数及对机械斩波的要求,并根据谐振腔的稳定性条件设计谐振腔结构,完成激光器的理论设计工作。
机械斩波调Q是由斩波片实现Q开关的关闭和打开,当腔内激光光束被斩波片截断时,Q开关关闭,实现激光介质储能;当斩波片的通光孔径扫过光路时,Q开关打开,产生巨脉冲输出。Q开关打开速度越慢,脉冲的峰值功率越低,可以根据不同的峰值功率和脉宽需要,设定Q开关打开时间。对于机械斩波调Q来说,开关时间为斩波片开槽处扫过腔内光束的时间,光束越细,扫过速度越高,则开关时间越短。
设计的主要参数指标有开关时间、脉冲时间、储能时间。设马达的转动角速度用ω表示、斩波片半径r、转速v=2πrω、开槽角度θ1、挡光部分角度θ2、开槽宽度L1=rθ1、挡光宽度L2=rθ2、光斑直径d,以斩波片的半径计算时间,则激光光斑被斩波片开槽处扫过的开关时间为t1=d/v,从Q开关打开出光,到光斑被完全截断的时间段为激光脉冲宽度
(1)
储能时间t3为Q开关闭合到刚开始打开的这段时间
(2)
斩波片每转一圈,输出的脉冲数量为开槽数
(3)
开关时间、脉冲宽度、储能时间与马达的转速有很紧密的关系。不同转速的驱动马达驱动斩波片,想要输出的脉冲宽度相当,斩波片的设计半径、开槽数量、开槽角度都得做相应的变化。挡光角度大,在同一马达驱动下,储能时间会充足,但是输出的脉宽会变窄。设计激光脉冲输出时,应根据加工要求,给出开关时间、脉冲宽度、储能时间这3个重要的参数。
根据以上设计思路,如图1,设计了转速在3 000rpm时,斩波片半径为100mm的斩波片,输出脉宽分别为1ms、2ms的参数,来验证机械斩波的输出效果,更详细的参数见表1。根据这2组斩波片参数,研制了机械斩波的LD泵浦Nd:YAG脉冲激光器。
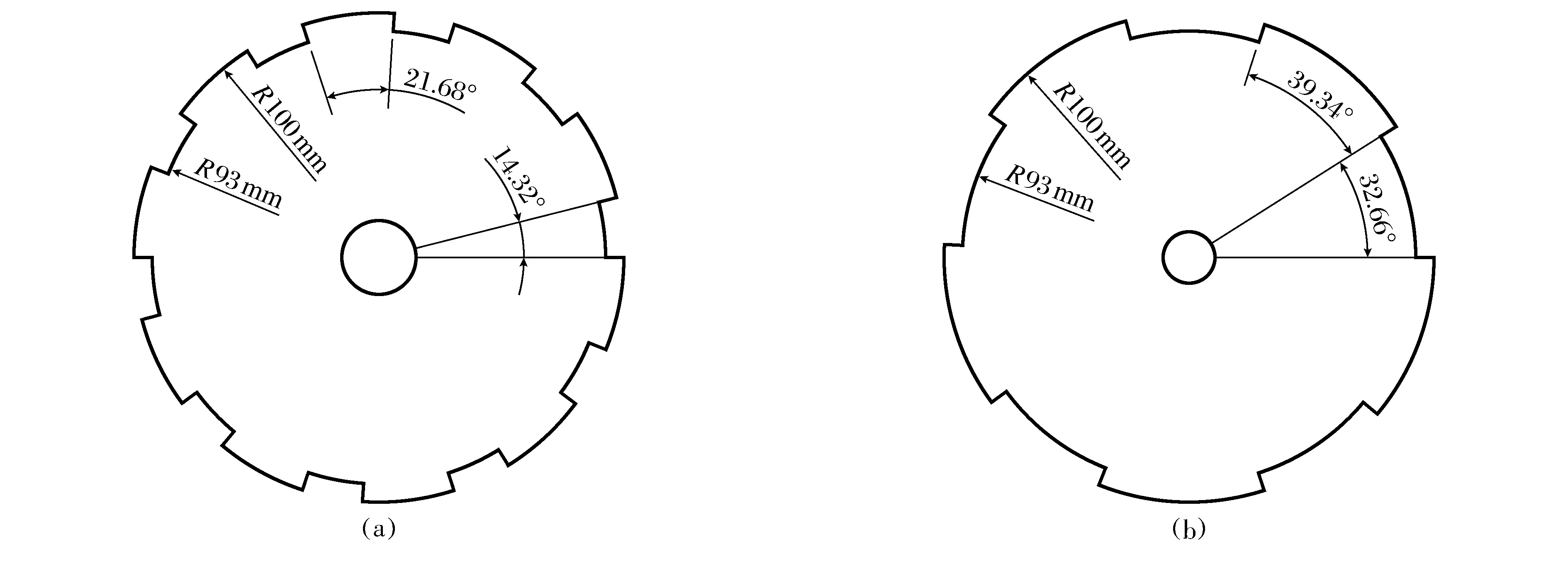
(a)—脉宽为1 ms的斩波片; (b)—脉宽为2 ms的斩波片
在本项设计中,腔内损耗从一开始的最大值,到完全打开时的最小值,机械Q开关打开时间约为200 μs。这个开关时间远大于电光Q开关1 ns左右的打开时间,不能忽略,需要考虑Q开关的打开速率对输出脉冲的影响。因此要考虑开关速度随时间变化的激光调Q速率方程:
(4)
(5)
式中:dN/dt表示光子数密度变化率;dδn/dt为反转粒子数变化速率;N为光子数密度;δn是反转粒子数密度;σ32为受激辐射截面;v是光子在腔内的速率;光子在光腔中来回一周所需时间为t1;γ为每次激光脉冲在腔内每次震荡的损耗率。

表1 脉宽为1 ms、2 ms的斩波片相关参数Tab.1 Chopping plate (pulse width 1 ms、2 ms) relative parameters
在不考虑Q开关打开速度,图2腔内损耗瞬时从最大值变化到最小值,根据模拟计算,反转粒子数在约10 ns时间内迅速下降为零。腔内光子数急剧增加后由于损耗也迅速减少为零,激光脉冲宽度约为20 ns。当考虑Q开关打开后,随斩波片开槽边缘扫过激光通过口径时,腔内损耗随时间变化的情形时,数值模拟发现激光脉冲宽度随着打开时间长度的增加而增加。由于腔内损耗和Q开关打开孔径之间的关系比较复杂,主要尝试了腔内损耗按指数衰减和线性衰减等2种方式来模拟Q开关打开时腔内损耗和时间的关系。图3显示,Q开关打开时腔内损耗率随时间线性变化的光子数密度和反转粒子数随时间变化的情况,从中可看出,激光脉冲宽度可以达到1 μs。
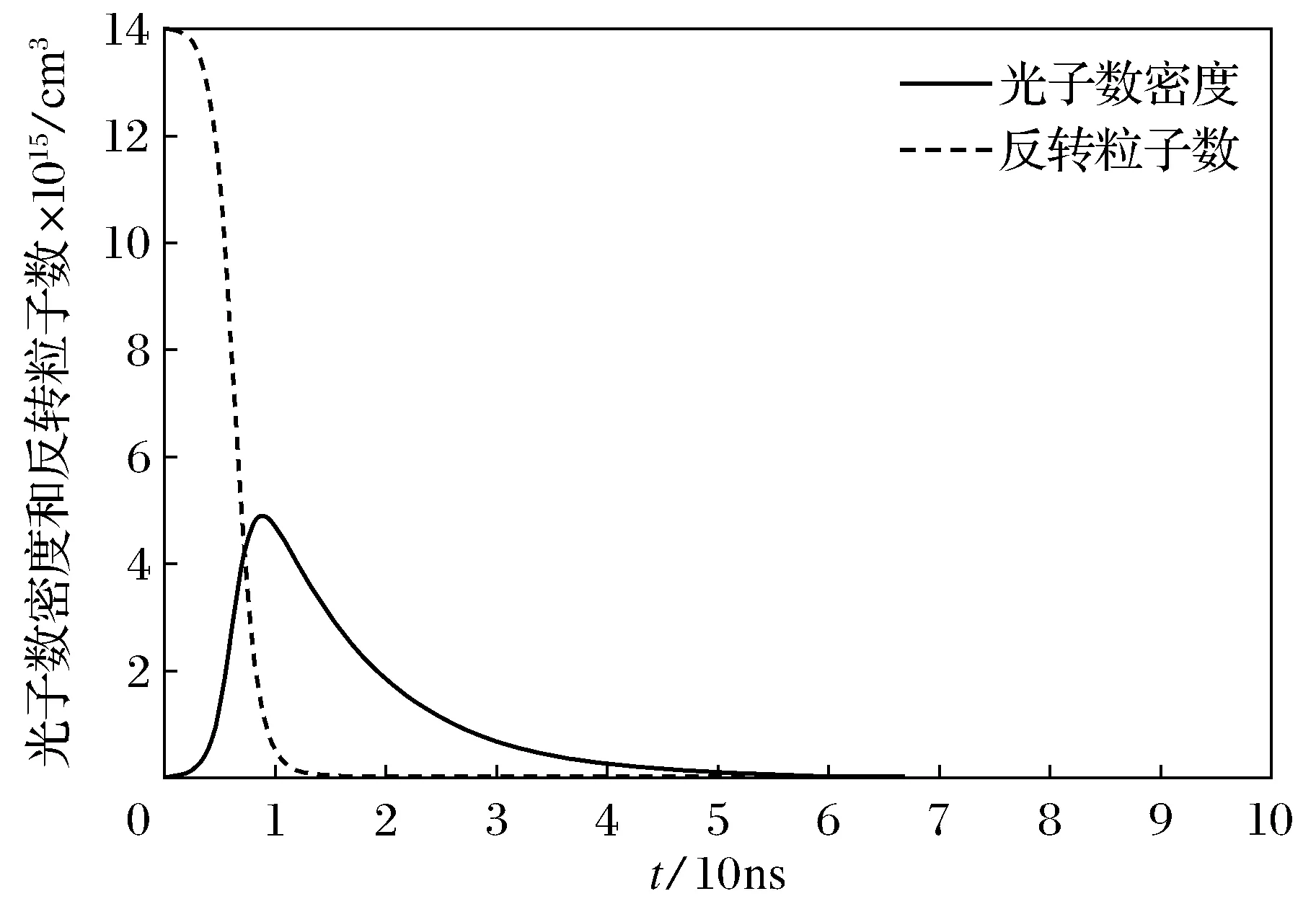
图2 腔内损耗瞬时变化的光子数密度和反转粒子数
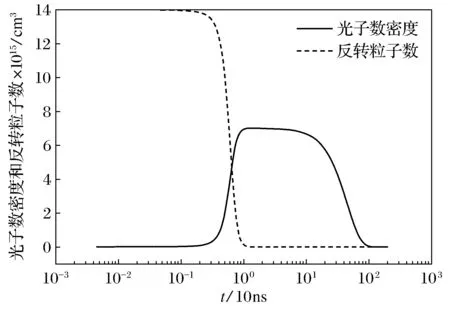
图3 腔内损耗随时间线性变化的光子数密度和反转粒子数
3 设计结论
实验使用与文献[17]基本相同的实验装置,激光头为5个LD线阵模块,等间距呈环绕结构直接泵浦Nd:YAG晶体棒。每个泵浦列阵模块包括5个额定输出功率为40 W的连续808 nm LD巴条进行泵浦,总泵浦光功率可达1 000 W,激光棒采用φ7 mm×99 mm,掺杂浓度为0.8%的Nd:YAG晶体棒,配备水冷系统、单片机控制系统和泵浦电源,机械Q开关采用转速为3 000 rpm的高速马达,调Q用转盘使用开孔的φ200 mm×100 μm铝盘片,并购置相关光学镜片和其它元器件,使用氦氖激光器作为指示光进行激光器光路安装调整。输出的激光光束参数和激光脉冲参数的检测主要使用激光荧光卡、高灵敏度光电管检测器、高频示波器、激光功率计和激光光斑品质分析系统等进行激光检测。
实验首先在光路上组装激光头、机械Q开关和前后镜,将机械Q开关安放在激光泵浦头和全反镜之间的位置上进行光路调试。然后在激光器正常工作的条件下,进行机械斩波调Q实验,测试调Q输出的激光脉冲的峰值功率、脉宽等参数。在激光器稳定工作后,机械激光器平均功率约350 W,突破声光调Q的200 W功率的限制,激光脉冲的首脉冲宽度约为2 ms,脉冲峰值功率约为40 kW,并发现改变马达转速,首脉冲宽度有微小改变。并通过扩束镜和聚焦镜,对碳钢、铝材等材料进行初步毛化加工实验。
针对LD泵浦声光调Q的Nd:YAG激光器存在声光调Q装置锁定功率上限的问题,通过设计一种斩波片机械调Q方式,提高了脉冲激光器的平均输出功率。从现象上看,在同样的激光参数条件下机械斩波调Q激光器输出的激光脉冲在材料上产生的熔坑要比声光调Q脉冲激光装置深得多,能够给出更大范围的毛化参数。在单泵浦头情况下,激光器的平均输出功率可以达到400 W左右,由于没有Q开关的阈值限制,谐振腔内还可以放置多个激光头,可以大幅提高激光器的脉冲工作效率。
[1]吴春颖,曹泽新,张春杰,等. LD泵浦Nd:YAG激光毛化轧辊粗糙度的模拟分析[J]. 沈阳师范大学学报(自然科学版), 2011,29(2):185-188.
[2]李强,姜梦华,雷訇,等. 工业用大功率固体激光加工系统[J]. 中国激光, 2008,35(11):1847-1852.
[3]陈涛,陈继民,王智勇,等. 两种大功率工业激光焊接特性的比较[J]. 中国激光, 2002,29(2):185-188.
[4]房明星,李强,姜梦华,等. 四棒串接连续灯泵浦Nd:YAG大功率激光器[J]. 强激光与粒子束, 2005,17(11):1644-1648.
[5]李强,王智敏,王智勇,等. 647 W灯泵浦大功率连续Nd:YAG激光器[J]. 强激光与粒子束, 2004,16(9):1097-1100.
[6]陈飞,霍玉晶,何淑芳,等. 新型电光调Q腔内倍频绿光激光器[J]. 中国工程科学, 2000,2(4):39-42.
[7]李强,郑义军,王智勇,等. 采用声光Q开关调制的脉冲Nd:YAG激光器[J]. 光电子·激光, 2003, 14(1):9-11.
[8]张降元,姚建铨,王鹏. Q开关激光器脉冲模型[J].光电子·激光, 2003,14(6):584-586.
[9]金锋,翟刚,李晶,等. 二极管泵浦声光调Q窄脉冲Nd:YAG激光器[J]. 光电子·激光, 2004,15(3):303-306.
[10]宁国斌,梁柱,赵振明,等. 连续Nd:YAG激光高重复率电光调Q研究[J]. 光学学报, 2000,20(11):1481-1485.
[11]粟荣涛,周朴,王小林,等. 单频纳秒脉冲全光纤激光器实现300 W平均功率输出[J]. 强激光与粒子束, 2012,24(5):1009-1010.
[12]王之桐,陈三斌. 激光二极管侧抽运Nd:YLF多程放大实验研究[J]. 中国激光, 2005,32(5):590-592.
[13]唐淳,高清松,童立新,等. 160 W激光二极管抽运电光调Q主振荡功率放大器绿光激光器[J]. 中国激光, 2005,32(11):1455-1458.
[14]吕菲,巩马理,金国藩,等. 高增益二极管泵浦固体激光放大器[J]. 激光与红外, 2000,30(4):226-228,237
[15]邓青华,丁磊,贺少勃,等. 激光二极管阵列侧面抽运棒状增益介质抽运储能分布的评价方法[J]. 中国激光, 2010,37(5):1176-1181.
[16]王宝华,李强,姜梦华,等. 高功率高光束质量脉冲Nd:YAG激光器[J]. 强激光与粒子束, 2009,21(5):663-666.
[17]曹泽新,张春杰,刘玲,等. 高性能LD抽运Nd:YAG激光毛化装置的研制[J]. 中国激光, 2011,38(8):122-125.
Design of LD pumped mechanical chopping Q-switched laser
YANGJunmei,CAOZexin,LUANYuguo,LUOHongchao,MEIDi
(College of Science, Shenyang Aerospace University, Shenyang 110136, China)
A LD pumped mechanical chopping Q-switched Nd: YAG all solid-state pulse laser was designed in this article. The pulse width of the designed laser pulse output came from the mechanical chopping Q-switched laser approximated to the one produced from the acoustic-optic Q-switched laser, and the locked power of the designed laser was not restricted by the mechanical chopping Q-switch. This pulse laser is designed by analyzing the relationship between the switching time, pulse width and energy storage time. And the slot width and light block width in the chopper, were determined by the motor rotational speed and the chopper’s radius. In this designed pulse laser, the pulse width range was 0.2~4 ms with the adjustable frequency, and the single pulse energy was 0.1~2 J. The 200 W upper limit of the average output power of acoustic-optic Q-switched pulse lasers could be broken with this designed mechanical chopping Q-switched pulse laser, which could improve the working efficiency in some laser processing fields such as laser texturing.
solid laser; acoustic-optical Q-switched; mechanical Q-switched; LD pumped
2016-09-18。
国家自然科学基金资助项目(51101105)。
杨俊梅(1979-),女,天津人,沈阳航空航天大学讲师,硕士。
1673-5862(2016)04-0449-05
TG155
A
10.3969/ j.issn.1673-5862.2016.04.015
猜你喜欢
物理教师(2022年12期)2023-01-16
物理与工程(2020年3期)2020-07-02
北京理工大学学报(2020年5期)2020-06-09
压电与声光(2020年1期)2020-03-12
压电与声光(2019年1期)2019-02-22
数字通信世界(2018年11期)2018-12-13
电子制作(2018年9期)2018-08-04
长春理工大学学报(自然科学版)(2018年2期)2018-05-26
中国设备工程(2017年24期)2017-12-28
中国交通信息化(2017年12期)2017-06-06