介绍一种AutoCAD图形转换为运动控制数据的方法
2016-12-12 08:18:24赵乃辉贾萍萍张慧军段青鹏
电子工业专用设备 2016年11期
赵乃辉,贾萍萍,张慧军,段青鹏,王 芳
(太原风华信息装备股份有限公司,山西太原030024)
介绍一种AutoCAD图形转换为运动控制数据的方法
赵乃辉,贾萍萍,张慧军,段青鹏,王 芳
(太原风华信息装备股份有限公司,山西太原030024)
在中航工业上海航空电器有限公司编队灯设备所使用的点胶工艺中,由于需要更换不同的点胶图形,而且图形复杂,最终采用了通过AutoCAD编辑点胶图形,再将其传送到PLC的方法。该方法结合了工控机和PLC的优点,新建图形便捷,点胶运行可靠,实现了快速更换图形,并可同时控制多台点胶设备。
自动CAD;控制数据;点胶
在自动化控制中,PLC具有可靠性高,抗干扰能力强的优点,而工控机具有强大的数据处理能力、强大的网络通讯功能以及能够执行复杂的控制算法和近乎无限制的存储容量等优点。鉴于各自的优点,经常将工控和PLC结合起来使用。
在中航上海航空电器有限公司双组份点胶设备中,根据产品需求,需要将工控机画好的Auto-CAD图形转换为对应的运动控制数据并传输到PLC,执行自动点胶(见图1)。

图1 在AutoCAD软件上画好的点胶图形
1 系统构成(以工控同三菱L CPU通讯为例)
工控机通过以太网同多台设备连接,并将转换过的控制数据传输到各设备对应的PLC。 L02CPU自带以太网口,用于同工控机通讯。定位模块型号为LD75D4,可以控制4根轴,其中任意两根可以做直线或圆弧插补。系统构成如图2所示。
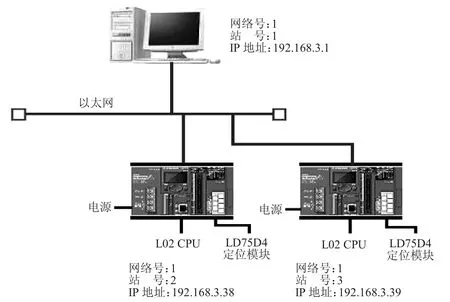
图2 系统构成图
1.1点胶系统结构
点胶系统由点胶三轴、供胶系统和来料放置平台组成。点胶三轴分别为X、Y、Z轴,X、Y轴与AutoCAD默认坐标系方向一致,Z轴为竖直方向的轴,其机构见图3所示。
1.2触屏界面
图4触屏界面中是工控机将点胶图形转换后传输到PLC的数据,分别对应每条线、弧的起点和终点信息。数据全部使用文件寄存器存储,可以断电保存,方便重新上电时使用。
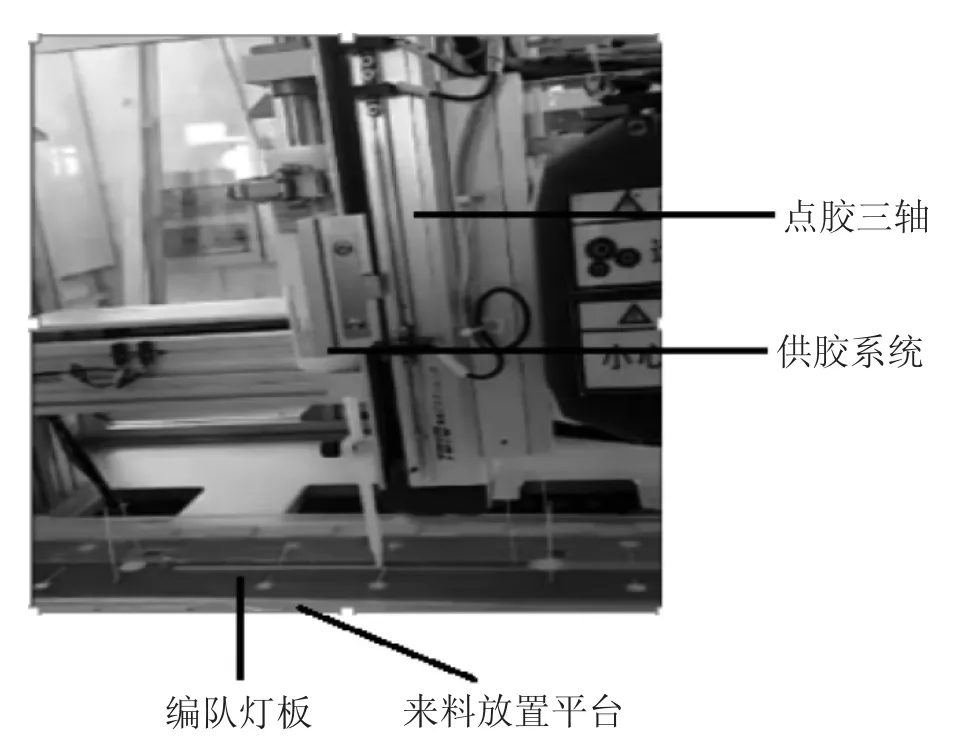
图3 点胶机结构图
1.3AutoCAD图形转换、传输界面
将图1的点胶图形保存为DXF格式文件后,在软件转换界面下重新打开显示在图5左方。右上方为图形数据传输按钮,其功能是将所有直线和圆弧按首尾相连重新排列,排列之后的数据重新显示在右下方的MSFlexGrid控件中,并传输到PLC。
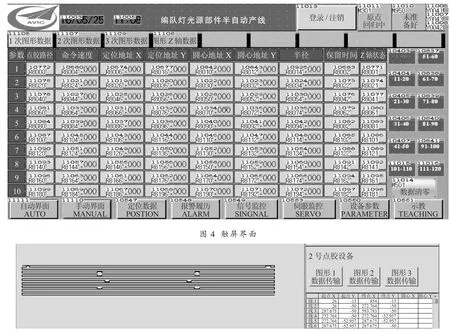
图5 软件转换界面
2 转换系统设计
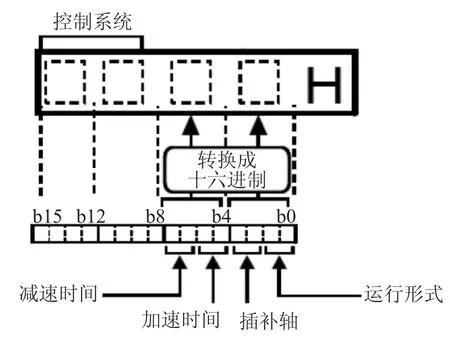
图6 控制数据图
2.1PLC定位控制数据
控制系统:两轴线性插补为H0A,指定中心点的环形插补控制顺时针方向为H10,逆时针方向为H0F。
运行形式:连续定位控制设定为01,连续路径控制设定为11。
插补轴:设定1,对应LD75D4第二根轴,即Y轴。主轴X轴为第一根轴
加速时间:默认设置为0。
减速时间:默认设置为0。
示意图如图6所示。
将b0-b8的二进制数据转换为十六进制数据,加上控制系统的十六进制数据就是最终的控制数据。控制系统在此处可以指定为H0A、H0F、H10,分别对应两轴直线插补、顺时针方向环形插补、逆时针方向环形插补。b0-b8可以设定为H07、H05、H04,分别对应连续路径控制、连续定位控制、定位完成。如果两条直线首尾相连,则连接处设定为连续路径控制,不相连则设定为连续定位控制。
LD75D4定位模块包含600组定位数据(如图7所示),如果超过600则需要循环利用前面的数据,每组数据对应缓冲存储器地址如图8所示。
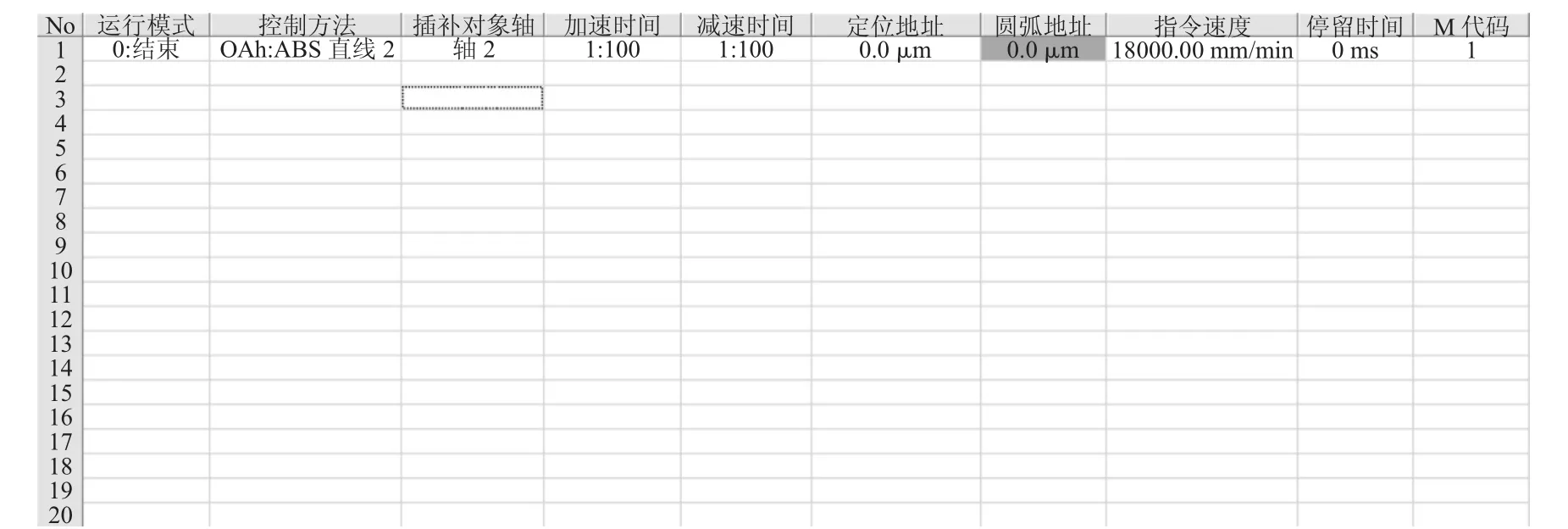
图7 LD75D4的600组定位数据
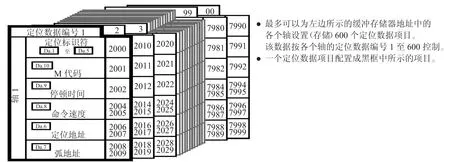
图8 600组定位数据对应数据缓冲储存区
M码用于控制伺服Z轴做辅助动作,可以设定0-3,1控制Z轴打点,2控制Z轴下降,3控制Z轴上升,0为保持之前状态。当点胶XY轴运行到直线或圆弧起点处,执行M码2,PLC控制Z轴下降同时打开点胶阀。运行到终点处执行M码3,PLC关闭点胶阀同时控制Z轴上升。
2.2AutoCAD图形转换程序
了解了LD75D4定位模块的控制方式,在软件中就可通过程序将图形数据转换为对应的格式。见图9、图10。
每条直线对应40个IData(),在PLC中对应为40个数据寄存器,即每个IData()对应PLC的一个16位数据寄存器。IData(#+0)、IData(#+0)对应控制数据,IData(#+1)、IData(#+21)对应M码,IData(#+2)对应点胶起点延迟时间,IData(#+22)对应点胶终点延迟时间,IData(#+4)、IData(#+24)对应运行速度,依据路径是否连续又分为高速 (HighSpd)和低速(SlowSpd)。IData(#+6)对应起点坐标X;IData(#+16)对应起点坐标Y;IData(#+26)对应终点坐标X;IData(#+36)对应终点坐标Y;IData(#+30)对应圆心坐标X;IData(#+32)对应圆心坐标Y。
速度、位置数据均为32位,传送时需要将其转换为2个16位数据,转换子程序如图11。
2.3图形数据传输程序
安装MX Component软件后可以调用一组通用指令。Open是建立通讯连接;SetDevice是置位指令,作用是将PLC中继M501置位,清除之前使用的数据;WriteDeviceBlock是批量数据写入指令,用于将转换后数据批量发送到PLC;Close是传输结束后关闭连接。LineNumber是直线、圆弧的总数量,每一条对应40个16位数据寄存器,乘积即为总的IData()数量,批量对应R8000开始的文件寄存器。
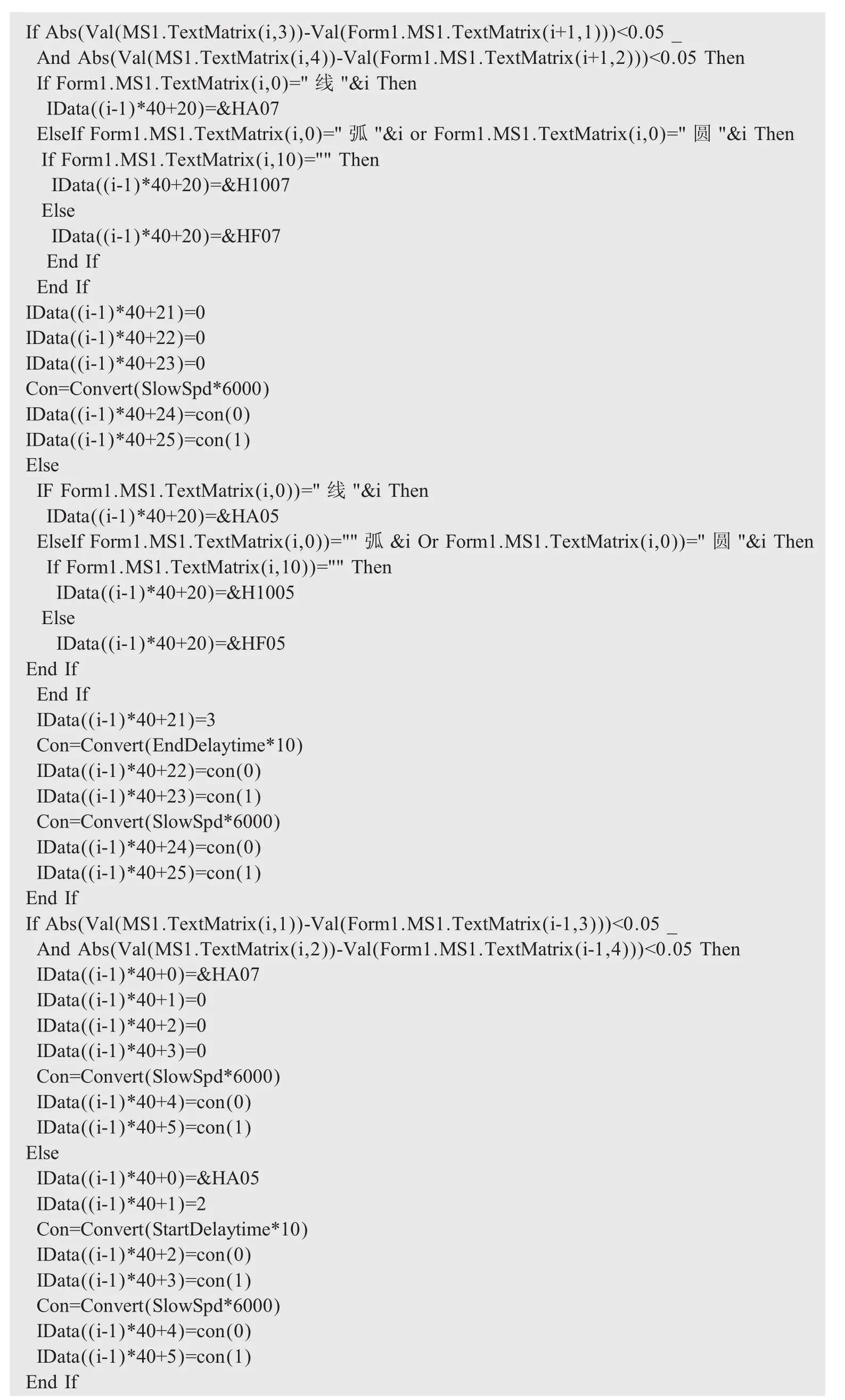
图9 控制数据转换程序
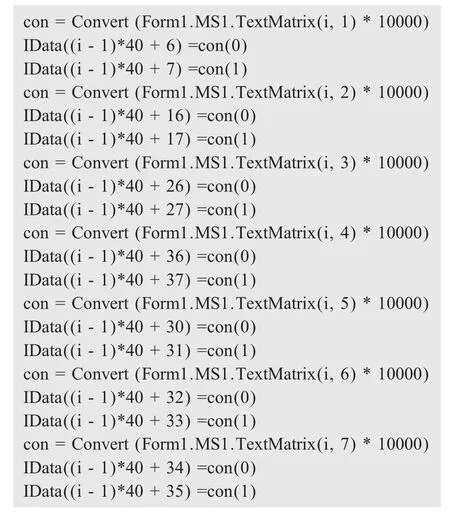
图10 位置数据转换程序
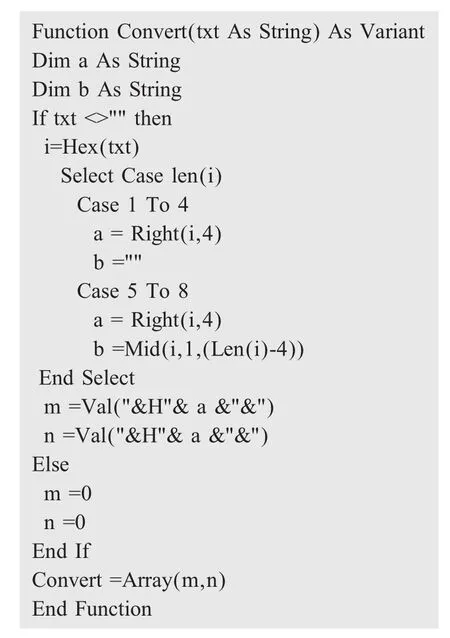
图11 32位数据转换为16位数据子程序

图12 将AutoCAD图形数据传输到PLC程序
2.4控制、位置数据写入定位模块
将600组定位数据写入定位模块对应缓冲存储区,使用循环指令,M240是数据写入中继,循环执行完成后自动复位。数据写入成功后,启动PLC的定位启动指令即可执行自动点胶。见图13。
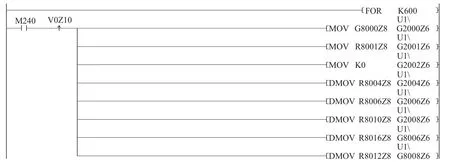
图13 定位数据写入到定位模块缓冲存储区
3 结束语
目前该方法已经过用户长期的使用,运行安全可靠,很好地解决了传统方法找位置繁琐的问题,同时该方法也适用于其他品牌的定位模块,可以在其他项目中推广。
[1]郎新星,姜慧慧,洛春,等.偏光片除泡工艺[J].电子工艺技术,2001,22(6):260-262.
[2]李喜成,张建军,程建平.液晶偏光片除泡机的研制[J].电子工艺技术,2010,31(4):230-233.
Introduces a Method of Converting AutoCAD Graphics into Motion Control Data
ZHAO Naihui,JIA Pingping,ZHANG Huijun,DUAN Qingpeng,WANG Fang
(Taiyuan Fenghua information equipment Limited by Share Ltd,Taiyuan 030024,China)
In AVIC Shanghai Aviation Electrical Appliance Co.Ltd.formation lights equipment used in the dispensing process,due to the need to replace different dispensing graphics and complex graphics,finally adopted by AutoCAD editing dispensing graphics,and then transmitted to the PLC. The method combines the advantages of IPC and PLC,new graphics and convenient,dispensing and reliable operation,the realization of the rapid replacement of graphics,and can simultaneously control a plurality of dispensing equipment.
AutoCAD;Control data;Dispensing
TP391.72
A
1004-4507(2016)11-0043-07
2016-08-22
赵乃辉(1983-),男,学士,毕业于太原科技大学,工程师,主要从事液晶生产设备的研制与开发工作。
猜你喜欢
计算机应用(2020年5期)2020-06-07 07:06:44
铁道通信信号(2020年12期)2020-03-29 06:22:00
小学生导刊(2018年13期)2018-11-30 15:19:29
制造技术与机床(2018年11期)2018-11-23 01:08:02
数学小灵通·3-4年级(2017年10期)2017-11-08 08:43:10
单片机与嵌入式系统应用(2017年7期)2017-07-31 21:57:23
小学生导刊(低年级)(2017年2期)2017-06-10 02:37:43
自动化博览(2014年6期)2014-02-28 22:32:09
自动化博览(2014年4期)2014-02-28 22:31:15
网络安全与数据管理(2011年24期)2011-08-08 02:31:52