
基于A508/ER347钢的不锈钢堆焊层组织分析
2016-12-06 03:41:34宋怡漾芦丽莉潘晓冬叶义海
电焊机 2016年4期
宋怡漾,王 理,芦丽莉,潘晓冬,叶义海,王 建
(中国核动力研究设计院四所,四川成都610041)
基于A508/ER347钢的不锈钢堆焊层组织分析
宋怡漾,王理,芦丽莉,潘晓冬,叶义海,王建
(中国核动力研究设计院四所,四川成都610041)
选取三种不同化学成分的不锈钢焊材,在带有不锈钢覆层的合金钢上,采用手工氩弧堆焊工艺依次进行三种不锈钢堆焊层的堆焊试验。采用光学显微镜、铁素体测试仪及显微硬度计对三种堆焊层分别进行组织检查、铁素体检测以及硬度测试,结果表明,缺陷发生风险最大的堆焊层区域的组织、硬度及铁素体含量正常;采用高Ni不锈钢焊材焊接的堆焊层的组织形貌、显微硬度及能谱分析结果均支持熔合区存在部分马氏体转变或一定量的碳化物,且焊层间出现了再热裂纹;采用奥氏体不锈钢焊材堆焊的堆焊层的宏微观组织、显微硬度及铁素体含量均正常。总结了堆焊工艺的关键控制要点。对核电设备维修中类似组合材料的堆焊工艺应用具有指导作用及参考意义。
低合金钢;不锈钢;堆焊;马氏体;碳化物
0 前言
随着我国核电规模的日趋扩大,旨在厚膜改质或修覆表面缺陷堆焊工艺的应用越来越多。典型应用之一是以A508系为代表的低合金钢以其强度高、价格低等优势特点用于制造反应堆压力容器、稳压器和蒸汽发生器的壳体等。在进行容器壳体与不锈钢管道连接时,为了保证组织和性能的平稳过渡,通常都需要在低合金钢上堆焊不锈钢或镍基合金作为过渡、隔离或保护层后再与不锈钢管道进行对接焊接,如图1所示。
在A508系低合金钢侧直接堆焊不锈钢时因基体和材料的成分、组织和性能差异性大,堆焊后会产生焊缝稀释及马氏体形成、熔合线附近成分显著变化、C扩散和内应力等一系列问题。这些问题带来的后果是:作为核安全一级部件,在长期的运行期间受高温、高压、中子辐照及高低温疲劳载荷作用下,将产生很大的安全风险。鉴于此,在有合金钢与其他材料(多数是不锈钢)连接需求时,必须先通过堆焊不锈钢或镍基的堆焊层作为隔离、过渡或保护。然而在不同需求时,所需的堆焊层材料和工艺会有所不同。本研究在带有不锈钢覆层的合金钢上堆焊不同Cr、Ni成分不锈钢焊层的组织及性能,并掌握其堆焊工艺的关键控制要点,可为在核电设备维修中类似组合材料的堆焊工艺应用起到指导及参考作用。
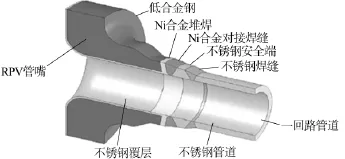
图1 典型PWR压力容器管嘴部分示意
1 试验材料和试验方法
堆焊母材为复合钢板(基体508-Ⅲ/覆层ER347),堆焊焊材选用三种不同化学成分的不锈钢焊丝(主要是Cr、Ni含量不同),焊丝成分如表1所示。

表1 堆焊层用不锈钢焊丝化学成分%
采用手工氩弧焊,在复合钢板坡口上依次进行三种不锈钢焊层的堆焊,堆焊参数见表2,堆焊层设计结构如图2所示。堆焊完工后进行高温回火处理。采用光学显微镜对各堆焊层进行宏微观金相检验,采用铁素体测试仪及显微硬度计分别对各堆焊层进行铁素体检测和硬度测试;并对必要的堆焊层进行扫描电镜(SEM)检查。对比分析和讨论获得的各项结果,并总结出堆焊工艺的关键控制要点。

表2 堆焊层堆焊工艺参数
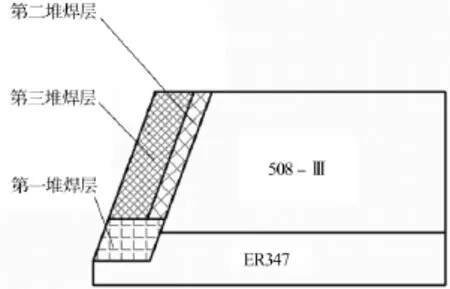
图2 堆焊层结构示意
2 试验结果和分析
2.1堆焊层宏观形貌
通过目视观察切取的横截面金相试样(涵盖所有焊层)进行,发现各堆焊层与母材之间以及焊层与焊道之间均结合良好,未发现有未结合和未熔合。如图3所示,第一堆焊层处于复合钢基体508-Ⅲ、覆层ER347以及第二、第三堆焊层的交界汇聚中心,此堆焊区域要承受多次的反复受热冷却过程,通常认为是最容易出现缺陷的集中区域,属于薄弱地带;第二堆焊层处于母材508-Ⅲ钢与第三堆焊层(奥氏体不锈钢)之间,该层采用高镍含量(24.8%~ 27.0%)的焊材直接堆焊在基体508-Ⅲ上,其作用是在低合金钢与奥氏体不锈钢之间的化学成分过渡;第三堆焊层是采用奥氏体不锈钢焊材堆焊在第二堆焊层上,通常经过加工坡口后,用于与另一端的不锈钢接头进行对接焊。
2.2熔合区组织
第一层堆焊层的熔合区呈平面晶与枝晶的混合组织,是典型铸态组织(见图4a),沿白色奥氏体柱状晶晶界上看似分布着黑色的高温铁素体,但该层的铁素体含量仅为1.72%~2.48%,硬度值177.3~ 202.1 HV,推断金相组织黑度稍偏大是含有碳化物所致。该层不与其他介质发生接触,碳化物的产生对其危害并不大。在该层的部分区域还可见均匀的奥氏体等轴晶粒,说明在后续层的堆焊热过程对该层起到了一定的“正火”作用,使得部分柱状晶发生了重结晶。
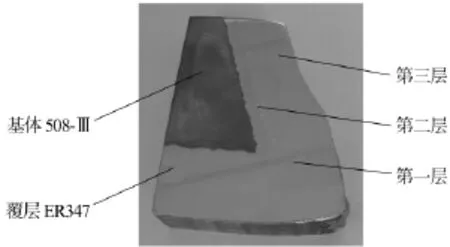
图3 金相试样
第二层堆焊层的熔合区基体为奥氏体,沿白色的奥氏体柱状晶晶界上分布着黑色的高温铁素体(见图4b),该层的铁素体含量为6.8%~9.2%,部分区域的奥氏体柱状晶内有黑色片状组织,其形貌与板条马氏体相似,硬度310~341 HV,较奥氏体或铁素体的硬度偏高,由此推断该层熔合区应包含有部分马氏体或一定量的碳化物。
第三层堆焊层的熔合区组织为典型铸态组织,沿原白色奥氏体柱状晶晶界上分布着黑色高温铁素体,未见其他异常组织及缺陷,而且部分区域可见均匀的奥氏体等轴晶粒(见图4c);该层的显微硬度值约为250HV,属正常;铁素体含量6.6%~8.2%。
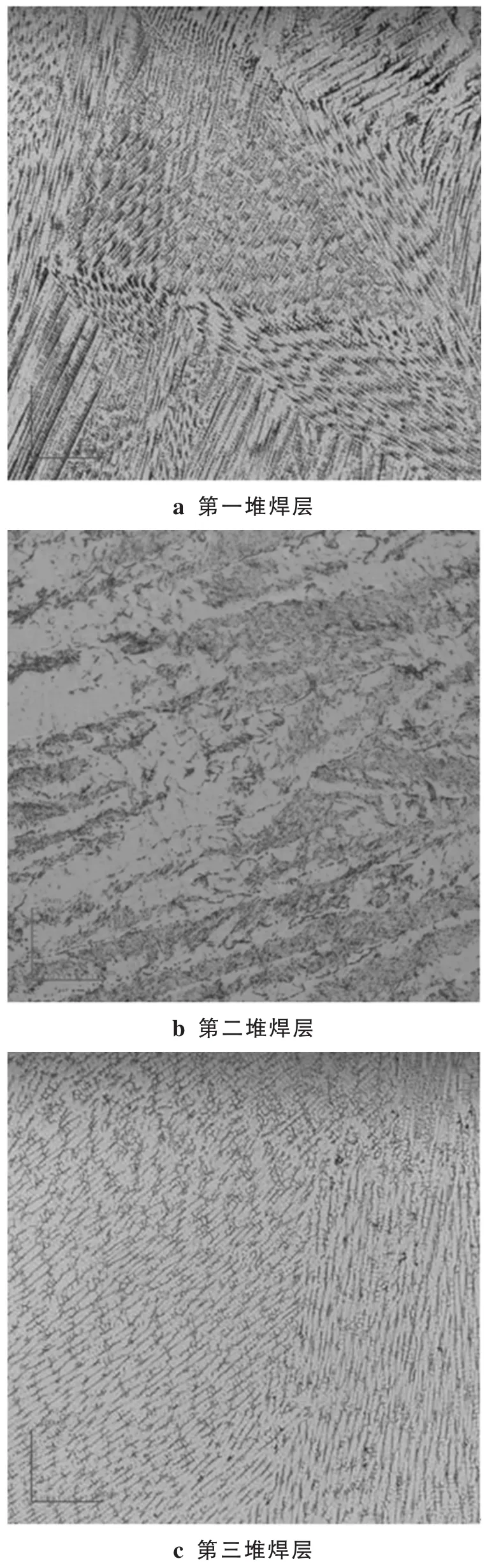
图4 堆焊层熔合区形貌
此外,在第二堆焊层熔区还发现了一个尺寸为0.7 mm×0.1 mm的黑色条形裂隙,如图5所示。经观察,裂隙两对侧组织基本可拼合,裂隙尖端开口位置位于第二堆焊层与第三堆焊层的交界处,且沿焊缝熔合线“凸出”区段生长,符合再热裂纹发生的特征。其发生原因为该层熔敷金属在后续层的堆焊热过程作用下,因热膨胀及收缩的热应力作用导致的开裂。
2.3熔合线及热影响区组织
第一堆焊层与第二/第三堆焊层的交界清晰,结合良好(见图6a);与508-Ⅲ钢母材的交界区域断续出现了针片状的黑色条带,但显现的区域窄小、针片细小(见图6b),经硬度测试硬度值为236~ 310.6 HV。据文献可知,硬度值超过325 HV时,裂纹的敏感性才会大大增加,由此,认为该黑色条带组织带来的危害程度不大。该层与复合钢覆层的交界清晰,结合良好(见图6c),且覆层的柱状晶粒形态还得到一定程度的纠正,使大部分晶粒变得细小、均匀,说明该层的堆焊热过程对复合钢覆层起到了正火作用,使其组织得到改善。

图5 堆焊层缺陷形貌

图6 熔合线及热影响区金相照片
第二堆焊层与508-Ⅲ交界从左至右分区清晰(见图6d),熔合线的不锈钢侧断续出现碳化物(黑色条带);热影响区由508-Ⅲ脱碳层(发亮白色条带)、细晶带、混晶带、回火带组成。热影响区的细晶带是完全退火组织;混晶带是由于焊接温度上升到不完全退火区,部分铁素体组织转化为奥氏体,发生了重结晶,而未相变的铁素体保持了原晶粒大小;脱碳层和碳化物的形成推断是由于508-Ⅲ中的碳在焊接热过程中发生了向熔区的迁移,并与不锈钢焊材中的Ni、Cr化合形成了碳化物,聚集于熔合线附近,在快速冷却中形成了碳化物。经测试,熔合线上碳化物的硬度为417~456 HV;脱碳层的硬度为123~131 HV,与铁素体的硬度相符。通常,碳化物和脱碳层是对焊缝性能有不利影响的因素:脱碳层(铁素体层)硬度低、碳化物增碳层硬,软硬层交界处在高温下长期服役会出现蠕变孔洞,影响熔合区的冲击韧性。同时,以针片状为特征的组织形成,针片较大时会直接影响接头的塑韧性。而对于本研究而言,观察到的黑色条带碳化物较细小,仅断续出现于熔合线界面上,最宽处约十几微米,预期对焊缝性能的影响有限。
为进一步证实发生碳迁移的发生,在扫描电镜下,采用能谱分析对熔合线区域的C、Ni、Cr成分变化进行测试,结果如图7所示。较熔合区基体,近熔合线的熔区侧碳含量明显增高;较508-Ⅲ母材,近熔合线的母材侧碳含量明显降低;在熔合线的熔区侧,Cr和Ni含量显著降低。由此证明,碳从母材侧向熔区迁移并与焊材中的Cr和Ni元素发生了化合。在离熔合线稍远的熔合区观察到的硬度偏高组织推测与C的深度迁移有关。所以通过SEM检测,进一步验证了碳迁移的推断。
2.4工艺控制要点
通过各堆焊层在微观组织、硬度、铁素体含量的检测数据结果可知,在低合金钢上直接堆焊高Ni不锈钢焊材时,所需的堆焊工艺应更为严苛。而对于堆焊层中出现的不理想组织和再热裂纹缺陷,可总结出堆焊工艺的关键控制要点如下:尽量多层多道焊,以减少热源在焊缝边缘的停留时间,减少C的迁移和减小母材金属在焊缝金属中的稀释率(即熔合比小于0.3),希望成分、组织、性能逐渐过渡,以提高接头的耐热性。同时在较厚母材基体上进行堆焊时需要阻止C的扩散,而Ni元素是抑制C扩散的最好手段,所以建议在堆焊时需注意控制焊接热输入、层道间温度(100℃以下为宜)以及冷却速度(自然冷却为宜),以控制Ni的烧损和C的扩散。研究表明,提高加热速度也有利于防止再热裂纹的产生。
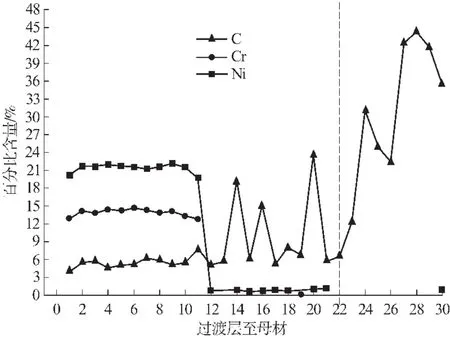
图7 过渡堆焊层扫描电镜结果
3 结论
(1)堆焊的第一层和第三层奥氏体不锈钢焊层未出现焊接缺陷和不理想的组织形貌,并且熔区、HAZ、熔合线上的硬度值和铁素体含量也在正常范围,说明采用的堆焊工艺适合且焊接过程正常。
(2)采用高Ni不锈钢焊材在低合金钢上直接堆焊的第二层焊层,其组织形貌、显微硬度结果及SEM结果均支持熔合区存在部分马氏体或一定量的碳化物,同时因热膨胀和收缩热应力作用还导致出现了再热裂纹缺陷,说明该层所需的堆焊工艺应更为严苛,应注意控制焊接热输入、热源在焊缝边缘的停留时间、层道间温度以及冷却速度,以控制Ni的烧损和C的扩散。。
(3)后续堆焊层的焊接热过程对前面堆焊层会起到部分正火作用,改善其组织。
(4)对核电设备维修中类似组合材料的堆焊工艺应用具有指导作用和参考意义。
Microstructure analysis of stainless steel welding overlay based on A508/ER347 steel
SONG Yiyang,WANG Li,LU Lili,PAN Xiaodong,YE Yihai,WANG Jian
(Nuclear Power Institute of China fourth Institute,Chengdu 610041,China)
In this paper,experiments were performed on the A508/ER347 Steel using manual argon arc overlay welding method with three different stainless steel welding material.Optical Microscope(OM),Ferrite testing instrument and microhardness Tester were utilized to investigate the microstructure,ferrite amount and the micro-hardness of the overlay welding layer(OWL).The testing results of OWL that considered to be the defects concentration area are showed normal;Martensite transformation or carbide precipitation and the reheat cracks were occurred between the welding layers when using the high nickel stainless steel welding material;the macrostructure ferrite content and the micro-hardness are normal with the austenitic stainless steel welding material.This paper summarizes the key points of overlaying welding procedure.And the experimental research has an important directing significance and a certain reference value for the similar welding repair of nuclear power equipment.
low alloy steel;stainless steel;overlay welding;martensite;carbide
TG406
A
1001-2303(2016)04-0022-05
10.7512/j.issn.1001-2303.2016.04.05
2015-10-23
宋怡漾(1979—),女,安徽人,副研究员,学士,主要从事焊接及热加工方面的研究工作。
猜你喜欢
电焊机(2024年1期)2024-03-01 06:20:44
上海金属(2022年6期)2022-11-25 12:24:20
节能与环保(2022年3期)2022-04-26 14:32:36
山东冶金(2019年3期)2019-07-10 00:54:06
模具制造(2019年3期)2019-06-06 02:11:04
上海金属(2016年4期)2016-11-23 05:38:50
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
金属加工(热加工)(2015年8期)2015-12-27 07:36:16
燕山大学学报(2014年3期)2014-03-11 15:28:31
化工生产与技术(2014年3期)2014-02-27 13:41:43
