深松铲尖等离子堆焊涂层组织结构及性能研究
2016-12-01 06:32:21董升涛胡军李庆达
黑龙江八一农垦大学学报 2016年4期
董升涛,胡军,李庆达
(黑龙江八一农垦大学工程学院,大庆163319)
深松铲尖等离子堆焊涂层组织结构及性能研究
董升涛,胡军,李庆达
(黑龙江八一农垦大学工程学院,大庆163319)
磨损是深松铲尖失效的主要原因,造成材料的巨大损失。利用等离子弧堆焊技术在深松铲尖制得铁基-碳化钨复合涂层材料,增大耐磨性以延长其使用寿命。研究不同比例WC粉末的铁基合金的硬度、显微组织、在田间的摩擦磨损性能及WC粉末比例对显微组织的影响规律。结果表明:堆焊层中无裂纹、气孔等缺陷;涂层组织包括树枝晶和枝晶间多元共晶组织;在相同的试验条件下,堆焊涂层的耐磨性明显高于普通深松铲尖,且深松铲尖的耐磨性随着碳化钨质量分数的增加而增强;当碳化钨含量在40%时,堆焊层的硬度和耐磨性能最强,初始碳化钨颗粒的沉淀和熔解并与铁基合金元素发生相互作用形成共晶组织、长条状沉淀物是增强耐磨性的原因。
等离子堆焊;铁基-碳化钨合金;WC粉末比例;显微组织
深松作业是少耕、免耕农作的一种重要模式,保护性耕作已经成为国际农业技术发展的重要趋势[1]。深松作业可以使作物大幅增产,然而,由于土壤的磨料磨损而导致深松机关键部件---深松铲尖的磨损失效过快问题一直未能得到很好的解决。目前,国内外学者正加紧对深松铲尖等农业触土关键部件的耐磨性研究,国外普遍采用耐磨复合钢材,我国主要使用65Mn钢、85MnTiRE等材质。国外进口铲尖较贵,如凯斯联合整地机单个铲尖275元,国内相对便宜,但每个铲尖也需150元,对农户而言仍是不小开支。试验中铁基合金-碳化钨复合涂层材料母材选用球墨铸铁深松铲尖。因其浇铸工艺简单,铸铁容易得到且价格低廉,在农业生产中得到青睐。球墨铸铁深松铲尖单个成本为20元,有较好塑性及韧性,但硬度较进口铲尖与国产65Mn钢等材质制作的铲尖低,使用周期短,在使用后期,铲尖严重变形,铲刃变厚,造成拖拉机油耗变大。通过在球墨铸铁表面制备堆焊涂层增大其耐磨性能,以期达到与进口铲尖同样的使用效果。
等离子堆焊技术热源能量高,焊层凝固过程短,容易获得细晶组织,具有稀释率低、熔敷率高、热影响区窄、喷焊粉末可选范围广等优点[2-3]。阀门、煤矿机械、石油机械等机械部件[4-5]经常应用于工况苛刻的条件下,部件耗量极大,因此等离子堆焊技术在这些领域的应用以延长使用寿命。
碳化钨(WC)是具有高硬度、良好稳定性的硬质材料,铁基合金对碳化钨有良好的润湿性,碳化钨与铁基合金的润湿角为零,且治得耐磨涂层具有良好的韧性[6]。碳化钨在农机耕作部件的应用少。采用等离子堆焊技术在深松铲尖上堆焊铁基合金-碳化钨复合涂层,研究碳化钨含量对耐磨涂层的组织结构及显微硬度的影响。延长深松铲尖的使用寿命以节省经济开支及节约资源,具有较大的应用价值。
1 试验材料与方法
1.1 粉末原料
试验所用基体材料为蠕墨铸铁深松铲尖。基体合金为自熔性合金粉末Fe90,其成分见下表。铁基自熔性合金粉末成分为:13.6Cr,1.6B,1.1Si,0.815C,余量Fe;筛号:-150~+150。
复合材料中添加的碳化钨合金粉末质量分数分别为0、10%、20%、30%、40%、50%,相应的涂层试样标号分别为WC0、WC1、WC2、WC3、WC4、WC5。
1.2 堆焊试验参数及过程
将碳化钨粉末按不同比例掺入Fe90合金粉末,并以未掺入碳化钨的Fe90合金作为对照。将配比的合金粉末置于200℃下进行4 h的热处理。采用等离子堆焊机进行堆焊,焊接参数为:电流78 A(其中加入质量分数30%和40%碳化钨粉末的堆焊电流为82 A),堆焊速度66 mm·min-1,送粉气流量为32 g·min-1,保护气流量为8 L·min-1。堆焊后迅速将堆焊深松铲尖放在高温实验电炉中缓冷至室温,将堆焊铲尖截取横截面试块,经研磨、抛光后腐蚀,腐蚀试剂为4%硝酸酒精溶液。
2 试验结果及讨论
2.1 堆焊层的微观组织
图1示出不同碳化钨粉末含量下的堆焊层组织。图1(a)为未添加WC粉末的铁基合金堆焊层组织结构。由图1(a)看出,堆焊层组织主要由马氏体加残留奥氏体及少量的硬质相组成。可看到堆焊层中存有大量的圆球状组织,且分布有粗大且方向性很强的马氏体枝晶组织。枝晶结构主要含有Fe、Si、B、Cr,枝晶间组织为铁素体。
图1(b)(c)(d)(e)为不同碳化钨含量堆焊层的组织结构。高能等离子束热源温度为12 000℃,WC粉末熔点为2 800℃,在高能等离子束的作用下一部分WC颗粒会熔解,碳化钨颗粒发生熔解的最低温度为1 250℃[7]。当温度达到1 250℃后铁基碳化钨粉熔化成液体,碳化钨颗粒处在溶液状态下铁基合金的包裹之中,随后发生2WC=W2C+C反应,WC熔解加速。熔解的碳化钨分解为W2C和C,熔解同时伴随着扩散。这些熔解的W、C元素会和铁基合金中的Fe、Cr、B等元素发生作用,形成低熔点的碳化物共晶组织,因熔池内高速对流会使这些共晶组织以游离态形式存在于熔池中而后冷却析出,进而影响堆焊层原有组织结构。
当添加WC质量分数为10%时,由图1(b)可看出堆焊层组织形态与Fe90合金组织存在较大差异,堆焊层中出现了深色的树枝状组织,涂层组织出现了较多的γ-Fe枝晶组织粗化,说明了WC的熔解使小部分W元素溶入了γ-Fe枝晶中。
图1(c)为碳化钨含量20%时的组织结构图。堆焊层组织主要仍为树枝晶,但出现了较多的枝间共晶组织。
而碳化钨含量增加到30%时,如图1(d)可看出堆焊层组织与先前组织又有所差异。图1(b)中的树枝状共晶组织消失,而出现了很多浅色块状组织,涂层中出现了更多并粗化的γ-Fe枝晶组织。
图1(e)为碳化钨质量分数为40%的堆焊层的组织形态。可看出涂层组织由树枝晶、枝晶间多元共晶组织以及初始WC颗粒组成,且堆焊层组织中γ-Fe进一步粗化、均匀,晶间分布碳化物共晶组织,共晶组织周围分布较多块状析出物。堆焊慢冷过程中,因W2C、C的熔解比重较大,会原位生成WC和W2C共晶析出相,如图(e)中出现的黄色沉淀相。处于过饱和状态的碳和钨与铁基合金中Si、Cr等元素相互作用,生成相当部分的初生相树枝晶Fe3W3C和Fe6W6C[8],为图中金黄色组织周围观察到长条状结构。
碳化钨含量增加到50%,图1(f)所示,堆焊涂层中布满块状共晶组织,为Fe3W3C等强化相及WC和W2C共晶析出相。
碳化钨的熔解势必降低其在堆焊层中的体积分数和颗粒完整性,削弱了颗粒的增强效果[9],但适度的熔解可以使棱角的碳化钨颗粒变得圆滑,减小应力集中。增强了涂层与基体的结合,减小涂层脱落的机会。碳化钨分解物析出相增强起到硬质颗粒作用,与其余元素结合形成共晶。

图1 不同碳化钨含量涂层金相组织Fig.1Coating microstructure of different tungsten content
2.2 堆焊涂层的显微硬度
图2为不同碳化钨含量的显微硬度变化曲线。如图,Fe90+10%WC堆焊层的显微硬度曲线,整体硬度平均值为388.21 HV。硬度值较Fe90合金的342.09 HV高。说明组织中的γ-Fe枝晶组织已起作用。Fe90+20%WC堆焊层的显微硬度曲线,整体硬度平均值为570.9 HV,硬度值增幅较大源于枝间共晶组织的形成。此时碳化钨含量的增加对提升涂层硬度值效果明显。Fe90+30%WC堆焊层的显微硬度曲线,由于碳化钨含量的增加,曲线达到硬度峰值陡度减小。说明碳化钨在涂层中的分解和弥散更均匀。Fe90+40%WC堆焊层的显微硬度曲线,硬度最高值达840.62 HV,为基体的4.41倍,WC及分解物所形成的硬质相已起主体作用。铁基-碳化钨涂层硬度峰值均出现在堆焊层中部区域,是因为碳化钨的聚集及Fe3W3C等强化相的形成。
3 田间耐磨性试验
对于实用价值较大的农机深松铲尖,验证其堆焊耐磨性理想方案是将其放在田间工况条件下进行实地试验,试验指标为铲尖抗耐磨性能,即铲尖在单位时间内所磨损重量越小其耐磨性能越佳。2014年10月份,在黑龙江农垦北安局龙镇农场进行田间试验,土壤相对含水率为60.7,属黏性土。土壤坚实度为250 Pa。由凯斯385拖拉机牵引凯斯730B型联合整地机进行试验。联合整地机作业参数:拖拉机行驶速度为10 km·h-1,730B型联合整地机幅宽:5.3 m。
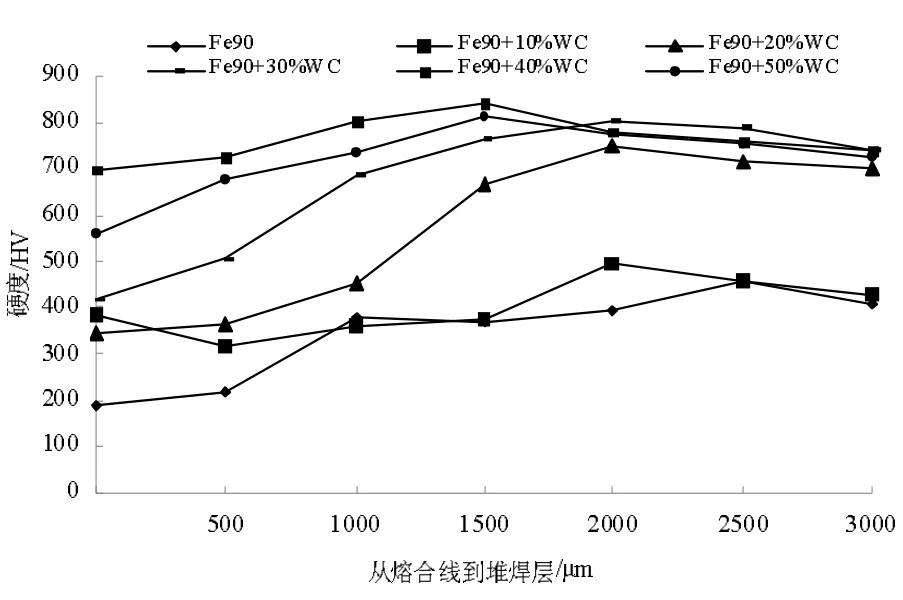
图2 混合粉末喷焊层硬度曲线Fig.2Hardness curve of mixed powder spray layer
单个铲尖作业公顷数公式:

因此,单个铲尖作业量公式:

在规定时间内将深松铲尖卸下用水清洗并逐一测量。下图为不同碳化钨含量的深松铲尖的磨损情况。如图,0~24 h为预磨损,预磨损是因为堆焊深松铲尖表面留有堆焊残渣及微小不牢靠处会影响测量结果。24 h后进入磨损常态。Fe90合金及Fe90+10% WC铲尖两条磨损曲线较为相近。Fe90合金磨损曲线,单位时间内铲尖磨损量峰值为13.4 g,平均磨损量为9.8 g,较Fe90+10%WC铲尖磨损量9.05 g大。由图可看出,Fe90+20%WC、Fe90+30%WC、Fe90+ 20%WC三条曲线,随着碳化钨含量的增加,铲尖磨损量逐渐减小。Fe90+40%WC磨损曲线,进入磨损常态,铲尖平均磨损量为5.41 g,磨损曲线值趋于平缓。Fe90+50%WC磨损曲线,磨损试验38 h,铲尖磨损量增加至50.9 g,出现此现象原因是铲尖前部涂层与基体成块搬落(图4),磨损后期仍有涂层脱落,铲体裸露在外,磨损增大。
磨损曲线愈平稳,说明涂层稳定性更强,耐磨性能得到提高。堆焊涂层深松铲尖整体外观完好,尤其当WC添加量为40%时,铲体及堆焊层共磨损63.1 g,按此计算,在涂层完全消磨之前,单个铲尖仍可使用100 hm2。
WC添加量为50%的深松铲尖,由于WC含量过高,复合材料之间的熔合质量下降,影响硬质相与基体的结合,磨粒的撞击和切削作用使硬质相被“连根拔起”,摩擦副间持续的接触压力和滑动速度导致剥落磨损[10]。
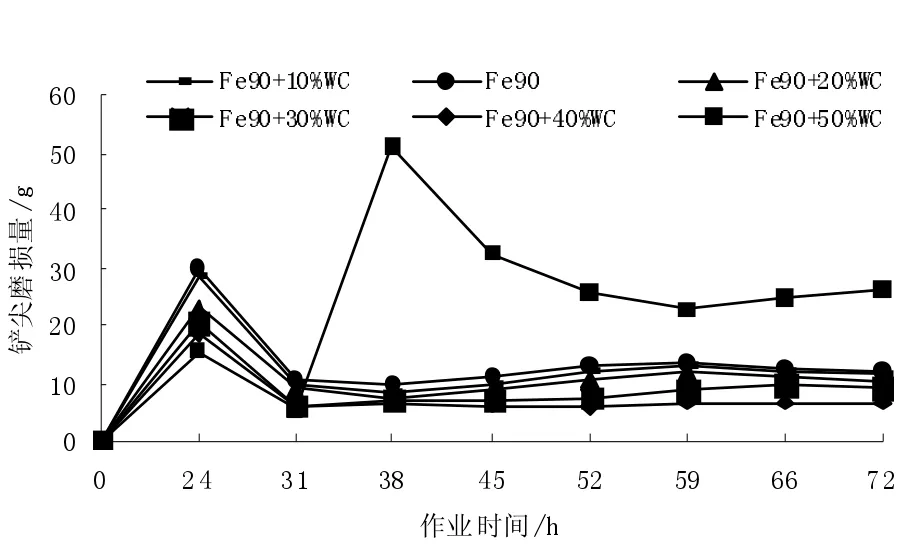
图3 深松铲尖磨损曲线Fig.3Wear curves of subsoiler tip

图450 %碳化钨含量深松铲尖磨损图Fig.4Wear map of 50%tungsten content subsoiler tip
4 结论
(1)在深松铲尖表面堆焊添加WC的铁基合金,有效强化深松铲尖表面强度,获得与基体呈冶金结合的堆焊层。
(2)堆焊添加WC铁基合金的铲尖耐磨性随着碳化钨含量的增加而增大。碳化钨添加量为40%铲尖耐磨性能最佳,是堆焊Fe90合金铲尖的1.8倍。碳化钨含量增至50%时,涂层硬度增大,但结合强度不佳,出现涂层与基体脱落问题。
(3)深松铲尖表面堆焊涂层硬度最高可达840.62 HV,高于基体硬度(190.52~218.47 HV)。
[1]张海林,高旺盛,陈阜,等.保护性耕作研究现状、发展趋势及对策[J].中国农业大学学报,2005,10(1):16-20.[2]邓德伟,陈蕊,张洪朝.等离子堆焊技术的现状及发展趋势[J].机械工程学报,2013,49(7):106-112.
[3]宇文利,刘秀丽,李伟华.等离子堆焊Ni基合金粉末熔覆层性能研究[J].金属热处理,2006,31(10):41-43.
[4]潘健生,胡明娟,朱祖昌,等.高氮奥氏体中特殊相变现象的研究[J].金属热处理,2000(6):19-22.
[5]汪瑞军,黄小鸥.等离子粉末堆焊技术在石化工业的应用[J].焊接学报,2003,26(1):24-26.
[6]赵敏海,刘爱国,郭面焕.WC颗粒增强耐磨材料的研究现状[J].焊接,2006,13(11):26-29.
[7]李祖来,蒋业华,叶小梅.WC在WC/灰铸铁复合材料基体中的溶解[J].复合材料学报,2007,24(2):13-17.
[8]卢金斌,弓金霞,彭竹琴,等.等离子熔覆添加碳化钨的铁基合金涂层的研究[J].表面技术,2009,38(4):4-6.
[9]蒋业华,李祖来,叶小梅,等.碳化钨颗粒在WC/Fe基复合材料基体中的断裂和熔解[J].铸造,2007,56(5):491-494.
[10]郭占斌,高松林.油润滑条件下几种金属材料摩擦磨损规律研究[J].黑龙江八一农垦大学学报,2013,25(1):19-23.
Structure and Properties of Surfacing Coatings Subsoiler Sharp Plasma
Dong Shengtao,Hu Jun,Li Qingda
(College of Engineering,Heilongjiang Bayi Agricultural University,Daqing 163319)
Wear is the main reason for a sharp subsoiler failure and results in huge loss of material.Plasma arc welding technology in subsoiler tip was obtained to increase wear resistance to extend the life.The different proportion WC of iron-based alloy powder,friction and wear performance in the field and influence of WC powder proportion of microstructure were studied.The results showed that the surfacing alloy layer thickness and had no cracks and other defects,and the coatings included dendrites and interdendritic eutectic diverse.In the same experimental conditions,the surfacing coating was significantly higher than normal wear sharp shovel and shovel with the sharp carbide,and wear of shovel increased with fraction of tungsten enhancing.When tungsten content 40%,the hardness and wear resistance of weld overlay was the strongest,and the interaction of tungsten carbide precipitation and melting between particles and formation of eutectic alloy elements organization/strip precipitate was reason to enhance the wear resistance.
plasma surfacing;Iron base-tungsten alloy;WC powder proportion;microstructure
S232.9
A
1002-2090(2016)04-0085-04
10.3969/j.issn.1002-2090.2016.04.019
2015-04-01
大规模优质水稻生产全程技术及装备研究与示范(2014BAD06B01);高等学校博士学科点专项科研基金(20122305120005);黑龙江省普通高等学校重点实验室开放课题(hljbyndgc2013010)。
董升涛(1989-),男,黑龙江八一农垦大学工程学院2012级硕士研究生。
胡军,男,副教授,硕士研究生导师,E-mail:gcxyhj@126.com。
猜你喜欢
材料保护(2022年10期)2022-12-07 09:39:16
天津大学学报(自然科学与工程技术版)(2019年8期)2019-06-11 03:27:42
模具制造(2019年3期)2019-06-06 02:11:04
无机盐工业(2018年12期)2018-12-14 08:35:46
含能材料(2017年1期)2017-03-04 15:46:20
含能材料(2017年7期)2017-03-04 11:16:26
上海金属(2016年3期)2016-11-23 05:19:43
当代化工研究(2016年6期)2016-03-20 16:21:48
焊接(2016年2期)2016-02-27 13:01:16
焊接(2015年9期)2015-07-18 11:03:53