数控机床主轴系统故障诊断与维修
2016-11-30 07:23:34蒋培军雷楠南
三门峡职业技术学院学报 2016年3期
◎蒋培军 雷楠南
(三门峡职业技术学院 机电工程学院,河南 三门峡 472000)
数控机床主轴系统故障诊断与维修
◎蒋培军 雷楠南
(三门峡职业技术学院 机电工程学院,河南 三门峡 472000)
主要研究了FANUC0i mate MD系统模拟主轴及串行主轴控制方式,并根据不同的主轴控制方式介绍了主轴故障维修的流程及方法。列举了主轴常见故障及可能原因,针对每种故障原因提供了检查方法及故障排除措施。
模拟主轴;串行主轴;故障;维修
FANUC数控系统主轴控制方式主要有模拟量控制与串行控制两种。如经济型数控机床主轴控制通常采用变频调速控制;数控铣、加工中心主轴控制通常采用交流主轴驱动器来实现主轴串行控制。FANUC0i mate MD系统主轴串行控制通常配置专用的FANUC交流伺服驱动器及伺服电机来实现。数控机床主轴故障一般分为机械故障与电气故障两类。因为同一故障现象既有可能是电气故障引起又有可能是机械故障引起,所以在主轴故障分析时,首先要确定故障类别(机械故障或电气故障),然后再进一步查找故障点。本文主要研究由电气故障导致的主轴故障现象,不管主轴控制是采用变频器控制还是采用FANUC公司的专用主轴驱动器控制,对于主轴控制系统而言其维修均分为电路板级维修和芯片级维修。但在生产实践中,对最终用户而言,主要是进行电路板维修,也就是快速进行电路板故障诊断与维修处理[1]。
1 FANUC0i mate MD数控系统模拟主轴控制系统故障诊断与维修
1.1 通用变频器调速系统故障诊断与维修
FANUC0i mate MD系统主轴控制接口有JA40和JA41两个。其中,JA40接口用于模拟量控制,JA41接口用于串行主轴控制。在主轴采用模拟量控制时,最常用的是通过变频器控制三相异步电动机实现,所以又称为模拟主轴。模拟主轴控制系统在硬件连接方面主要是数控系统与变频器及三相异步电动机的接线,以配备FANUC0i mate MD系统的亚龙559数控装调实训设备为例来介绍,接线图如图1所示。模拟主轴的控制功能主要是实现主轴的速度及正反转控制。主轴的速度控制通过数控系统的模拟量输出电压实现,一般模拟量输出电压为0至10V。在系统参数设置正确情况下,主轴速度与模拟量输出电压成比例,速度可从0达到电机最高转速。正反转控制通过PMC程序来实现,可利用机床控制面板上的手动正反转按键或程序中的正反转指令来实现。
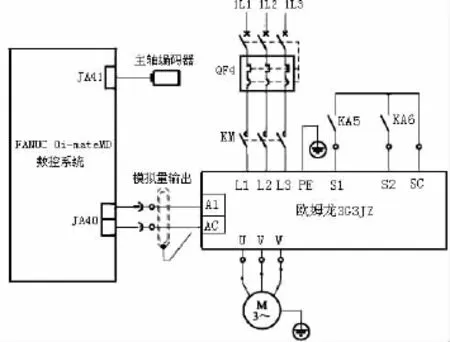
图1 变频器硬件接线图
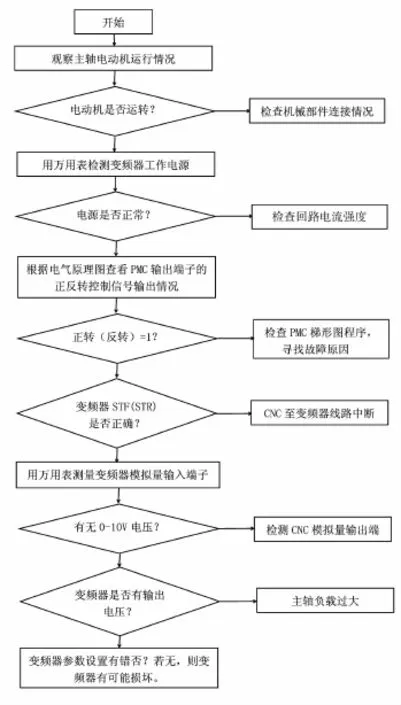
图2 主轴不转故障现象的维修流程
数控机床主轴故障现象比较多,对于模拟主轴而言,常见故障现象主要有:主轴不转、主轴转速慢、螺纹加工出现乱牙等[2]。从维修角度看,掌握主轴控制系统的硬件连接、控制原理是维修工作的基础。此处,以主轴不转故障现象为例,进行故障分析和维修。对模拟主轴不转故障分析,总结故障可能原因如表1所示。观察表1可知,当数控机床主轴出现故障时,导致故障的因素很多,在排故障时也有相应的处理方法。但是在排故障时如何逐步分析故障,进而确定故障点是比较困难的环节。只要确定了故障点,就可针对性地采用相应方法排除故障。为此特地设计出了针对主轴不转故障维修的流程图,如图2所示,以便维修人员参考操作。
主轴不转故障是最基本的故障,在生产实践中还会出现更为复杂的故障如主轴转速慢故障。主轴转速慢故障是因为主轴转速不符合生产实际需要,但是它仍然具备了数控机床主轴控制的基本功能,因此排除故障点难度相对较大。表2列举了主轴转速慢故障可能产生的原因及检查方法,在排除故障时可采用相应的方法。
1.2 主轴驱动器调速系统故障诊断与维修
FANUC数控系统模拟主轴除了采用通用变频器进行调速控制,在很多经济型数控机床上也采用主轴驱动器配套同步电机进行控制。典型的硬件配置如FANUC0i mate MD系统驱动CTB主轴驱动器及同步电机,硬件连接图如图3所示[3]。采用主轴驱动器进行主轴控制时,故障维修方法与前述的通用变频调速主轴系统类似,但又有所不同。以主轴不能运转的故障现象为例进行说明。因为数控系统、主轴驱动器都提供了故障报警信息,所示在维修过程中要充分利用好这些报警信息帮助故障分析、排除。例如一台XK7146数控铣床,开机后在MDI方式下运行机床主轴,发现主轴仅仅有一个微量的转动动作,便停止运转。观察数控系统显示屏,发现无报警信息,但机床操作面板上报警指示灯亮。为了进一步确定故障点,打开机床电气控制柜,观察发现CTB主轴驱动器显示有报警信息。但是在查阅CTB驱动器使用手册的故障代码时,发现报警代码在手册中找不到。
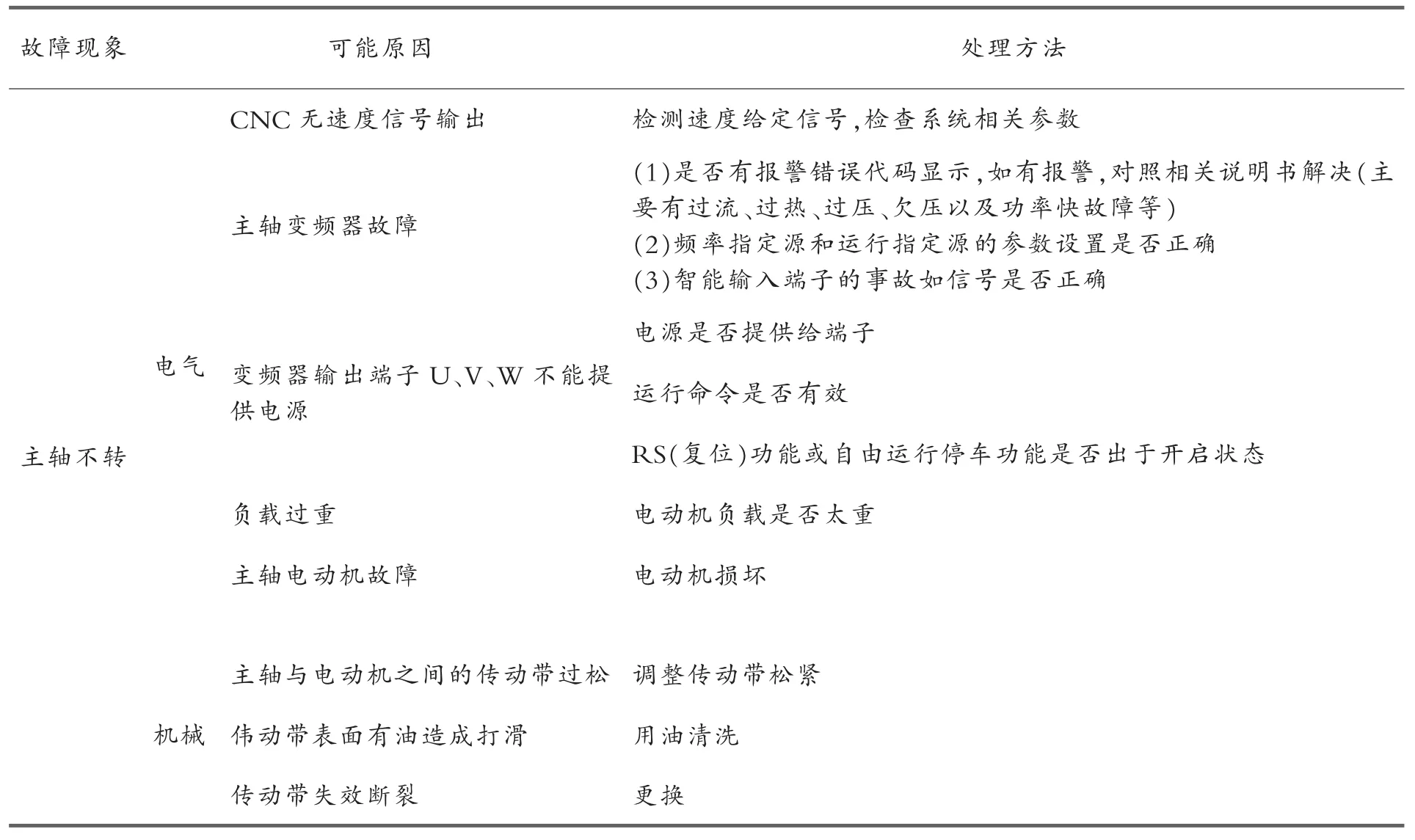
表1 主轴不转故障原因

表2 主轴转速慢故障原因
经过咨询厂家维修技术人员,在故障排除时逐一做了如下工作。第一步,将数控系统关机并断开主电路,然后对系统重新上电;第二步,打开机床电气控制柜,观察CTB主轴驱动器的显示信息,发现驱动器显示F.0,可以判断驱动器上电后正常;第三步,在MDI方式下运行机床主轴,发现主轴微量转动后停止,系统显示屏无报警。再观察主轴驱动器发现有报警提示,但报警代码无法在CTB手册中找到。第四步,从系统中找到PMC梯形图程序,观察正转G70.4(或反转G70.5)信号有无输出,发现系统能正常输出。由此可初步判断系统无故障;第五步,分析驱动器及主轴电机故障。因为主轴有编码器进行速度反馈,所以通过手动转动主轴并观察系统显示屏发现无速度显示。由此先判断编码器及编码器电缆有无故障。利用万用表检测编码器电路发现电缆导通良好,更换了一个新的编码器后,在MDI方式下运行机床主轴时,故障现象如前。经过该步操作,可初步判断编码器及电缆无故障。经过上面一系列操作步骤,最后确定故障点可能在驱动器。因为机床是在使用过程中突然出现的故障,所以不存在参数设置等问题。为了确定驱动器故障点,将驱动器发送到驱动器生产厂家进行检测,发现驱动器主板损坏。经厂家维修,重新安装后主轴能够正常运转。
2 FANUC0i mate MD数控系统串行主轴控制系统故障诊断与维修
FANUC串行主轴控制系统选用的主轴驱动器与伺服电机都是FANUC公司的专业产品,CNC与主轴驱动器之间通过串行总线进行数据交换。串行主轴控制系统的硬件连接如图4所示。对于串行主轴控制而言,主轴驱动器是作为硬件芯片集成度很高的控制部件,既有硬件电路又有软件算法,因此利用普通的仪器、仪表无法对其进行故障检测。在主轴放大器维修过程中,必须借助于厂家提供的维修手册来判断故障点位置,从而有针对性地排故障。
2.1 通过数控系统主轴监控页面报警信息排除故障
FANUC数控系统串行主轴为了维护维修方便,提供了多方面的维护和维修手段。常用的技术手段是通过主轴监控页面进行故障诊断。主轴监控页面可通过按下数控系统功能键[SYSTEM]后,再按下数控系统显示器下方的扩展软键,找到并按下 [SP设定]软键后即可出现如图5所示界面。
主轴报警信息栏提供了当主轴报警时即时显示的主轴及主轴电机等的报警信息。在串行主轴维修过程中,通过主轴监控页面,可以直观地了解主轴驱动器、主轴电机、主轴编码器反馈等相关故障诊断信息,然后通过查阅维修手册有针对性的排除故障。
2.2 通过数控系统诊断页面信息排除故障
FANUC数控系统除了提供的主轴报警信息外,还在系统诊断页面提供了主轴故障诊断信息。在系统诊断页面相关的诊断号具体指出了主轴实际运行数据情况,包括主轴转速、主轴负载显示、在线主轴位置、编码器信息等,还显示了错误和报警代码及原因等。涉及主轴报警的系统诊断号从400开始,当主轴发生错误和故障时,可以根据CNC提供的具体诊断信息进行综合分析故障原因,以便维修。故障诊断页面的进入方法:在MDI方式下,按下[SYSTEM]软键数次,出现[诊断]软键后,再按下[诊断]软键即可进入诊断页面。为了快速查找主轴故障诊断信息,可根据提示输入400,再单击[搜索]软键即可快速找到400号诊断页面信息,而后可依次检查其他诊断号。
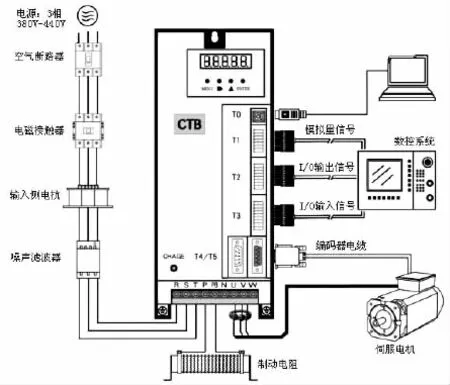
图3 主轴驱动器硬件接线图

图4 数控装置与伺服放大器的连接
2.3 通过主轴驱动器上的主轴报警和错误代码排除故障
FANUC公司在主轴驱动器上利用七段LED数码管和指示灯来反映主轴驱动器及主轴电机运行情况和故障状态等信息。因此,在主轴故障排除过程中要充分利用主轴驱动器本体上提供的报警和错误信息,帮助排除故障。主轴驱动器不管是哪种系列类别,一般在放大器上都有主轴报警和错误代码显示信息,因此当主轴出现故障时也可借助于驱动器上的报警信息和错误代码信息查阅驱动器手册,利用手册中提供的故障分析处理方法进行故障排除。
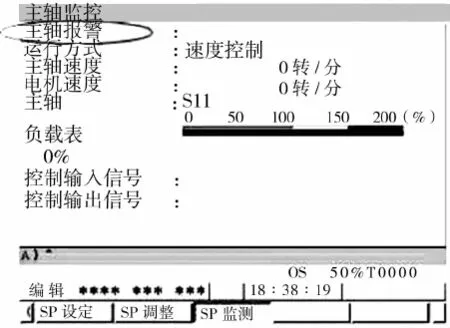
图5 主轴监控画面
3 结论
文中针对FANUC数控系统模拟主轴控制与串行主轴控制方式分别介绍了数控机床主轴故障分析与维修的方法。在生产实践中,数控机床主轴故障现象可能是唯一的,但是引起同一故障现象的因素却是多种的,甚至很多故障现象在维修手册中也找不到,这就要求维修人员必须掌握主轴控制方式的硬件连接及系统控制原理。文中系统地介绍了FANUC数控系统主轴故障分析与维修的方法,可有效地服务于广大数控机床维修维护人员。
[1]李宏胜.FANUC数控系统维护与维修[M].北京:高等教育出版社,2011.
[2]关薇.数控机床装调与维修[M].北京:北京交通大学出版社,2013.
[3]交流伺服主轴驱动器说明书[Z].北京:北京超同步科技有限公司,2012.
(责任编辑 卞建宁)
Faultdiagnosisandmaintenanceof CNCspindlesystem
JIANG Peijun LEI Nannan
(Mechanical and Electrical engineering department,Sanmenxia Polytechnic,Sanmenxia 472000,China)
The control modes of analog spindle and serial spindle with the FANUC Oi system have been researched mainly in this paper and the maintenance process and methods of the spindle fault were introduced according to different spindle control methods.The common faults and the possible reasons of the spindle are enumerated,and the checking methods and the trouble shooting measures are provided for each fault.
Analog spindle;Serial spindle;Fault;Maintenance
TG659
B
1671-9123(2016)03-0144-05
2016-05-26
蒋培军(1981-),男,河南荥阳人,三门峡职业技术学院机电工程学院教师。
猜你喜欢
电脑爱好者(2020年6期)2020-05-26 09:27:33
电子测试(2018年22期)2018-12-19 05:12:22
制造技术与机床(2017年5期)2018-01-19 02:49:16
制造技术与机床(2017年6期)2018-01-19 02:41:14
制造技术与机床(2017年7期)2018-01-19 02:30:01
制造技术与机床(2017年9期)2017-11-27 02:14:31
知识窗·教师版(2017年3期)2017-06-20 02:16:03
中国科技博览(2016年27期)2017-01-23 02:16:24
光学精密工程(2016年5期)2016-11-07 09:06:04
数字技术与应用(2015年2期)2015-06-18 21:37:26