夹点技术在丙烯酸(酯)装置换热网络中的应用
2016-11-29 02:14:08陈浩
上海化工 2016年6期
陈浩
上海华谊集团技术研究院上海煤基多联产工程技术研究中心(上海 200241)
工作研究
夹点技术在丙烯酸(酯)装置换热网络中的应用
陈浩
上海华谊集团技术研究院上海煤基多联产工程技术研究中心(上海200241)
利用夹点技术,采用温度-焓(T-H)图解法分析某丙烯酸(酯)装置换热系统用能现状和换热网络情况,确定了现有装置换热网络中用能不合理的情况,提出了优化改进措施,并成功进行了装置改造,从而达到节能降耗的目的。
夹点T-H图解法丙烯酸(酯)装置换热网络节能
0 前言
夹点技术是20世纪70年代,由以Linnhoff等为首的英国帝国化学工业有限公司(ICI)的系统综合小组,在前人的研究成果基础上开发的一门过程能量综和技术方法学[1],是一种对过程能量系统进行优化设计和改造以降低能耗的技术;其以严格的热力学知识和数学理论作为基础,方法简单、灵活、实用,概念清晰,易于理解和掌握[2],国内外许多著名的大型化工公司和工程公司均采用这一先进技术,对过程工业的整个系统进行集成优化。经过30多年的不断进步,夹点技术现已成为过程工业应用最广泛、发展较为成熟的方法,特别是在进行换热网络优化方面,取得了显著的效果和经济效益。
本文利用夹点技术原理,采用温度-焓(T-H)图解法,通过收集整理装置中各换热器的运行参数,绘制出了国内某丙烯酸(酯)生产装置换热网络的冷热组合曲线,确定了冷、热夹点温度;根据夹点设计原则找出了用能不合理的设备,提出了改造方案,并成功完成装置改造,降低了装置能耗。
1 概述
1.1T-H图
冷热物流的热特性可以用T-H图表示,换热物流的能量传递可以用式(1)进行描述。

式中,dQ为物流的热量改变,kJ;W为物流的质量流量,kg/h;Cp为物流比热,kJ/(kg·℃);dT为温度的改变,℃。
对于一般物流,Cp随温度的变化不明显,因此,可将W·Cp看作常数,定义为热容流率CP,则式(1)可以表示为式(2)。

这样就可以将该物流的换热过程以H为横坐标、T为纵坐标的T-H图表示出来,见图1。
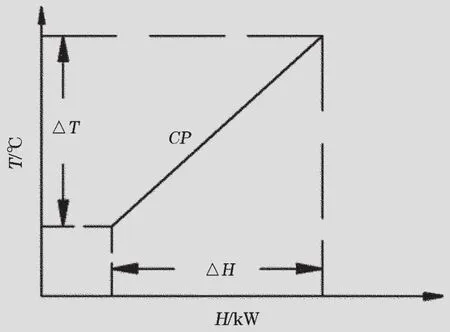
图1 T-H图
T-H图的特征为:
(1)其斜率为热容流率CP的倒数;
(2)沿H轴平行移动但是效果不变:热物流(需要被冷却的介质)线的走向是从高温到低温,冷物流(需要被加热的介质)线的走向是从低温到高温,物流的热量是用横坐标两点之间的距离ΔH表示,因此,物流线的左右平移并不会影响到物流的温位和热量[3]。
1.2组合曲线
在多股物流存在的情况下,根据T-H图的特征,可以将多个T-H图合并为一根组合曲线。组合曲线分为热物流组合曲线和冷物流组合曲线,热物流组合曲线位于冷物流组合曲线的上方。
1.3夹点
将冷热组合曲线表示在一张图(如文中图4所示)上时,热组合曲线位于左上方,冷组合曲线位于右下方。由于物流之间的热量交换需要一定的温差,当冷物流组合曲线沿H轴向左平移靠近热物流组合曲线时,各部分的传热温差ΔT逐渐减小,冷热物流之间的换热量逐渐增大,冷热公用工程负荷逐渐减小,最后某一部位的传热温差首先达到设定的最小传热温差ΔTmin(这是可能会达到的实际极限位置,即冷热物流间的换热量达到最大,而冷热公用工程的热负荷达到最小),此时冷热负荷曲线之间距离最小的位置称为“夹点”[4]。
夹点位置热物流的温度称为热夹点温度,冷物流的温度称为冷夹点温度,当最小传热温差ΔTmin=0时,系统内部的热量利用可以达到极限,冷热夹点温度重合。
在利用T-H图解法设计换热网络时,要先给定一个ΔTmin,这是进行换热网络设计的前提。根据经验,ΔTmin通常取10~20℃,本文丙烯酸(酯)装置夹点处的ΔTmin取10℃。
1.4夹点设计原则
冷热物流夹点的确定将整个换热网络分成了两个子系统:夹点之上的子系统和夹点之下的子系统。夹点之上的子系统只有外部加热和内部换热,没有任何热量流出,为“热阱”系统;夹点之下的子系统只有外部冷却和内部换热,没有任何热量流入,为“热源”系统,参见图4。
为使公用工程消耗最小,应用夹点技术设计换热网络的原则包括以下几点[5]:
(1)不存在跨越夹点的传热,即夹点处不能有热量穿过。
(2)不在夹点之上设置任何公用工程冷却器。如果在夹点之上的系统中设置冷却器,那么用冷公用工程移走的那部分热量,必然要由加热公用工程额外输入。
(3)不在夹点之下设置任何公用工程加热器。如果在夹点之下的系统中设置加热器,那么用热公用工程移走的那部分热量,必然要由冷却公用工程额外输入。
2 夹点技术在丙烯酸(酯)装置换热网络中的应用
2.1某丙烯酸(酯)装置的热、冷组合曲线
某丙烯酸(酯)生产装置中热、冷物流换热器操作参数分别如表1、表2所示。

表1 装置热物流换热器操作参数
根据该丙烯酸(酯)生产装置换热器操作参数,分别完成该装置热、冷组合曲线的绘制,见图2、3。2.2组合曲线和夹点温度分析
在ΔTmin取10℃的情况下,将图2和图3中的冷、热组合曲线沿H轴平移,得出冷、热组合曲线及夹点温度图,如图4所示。
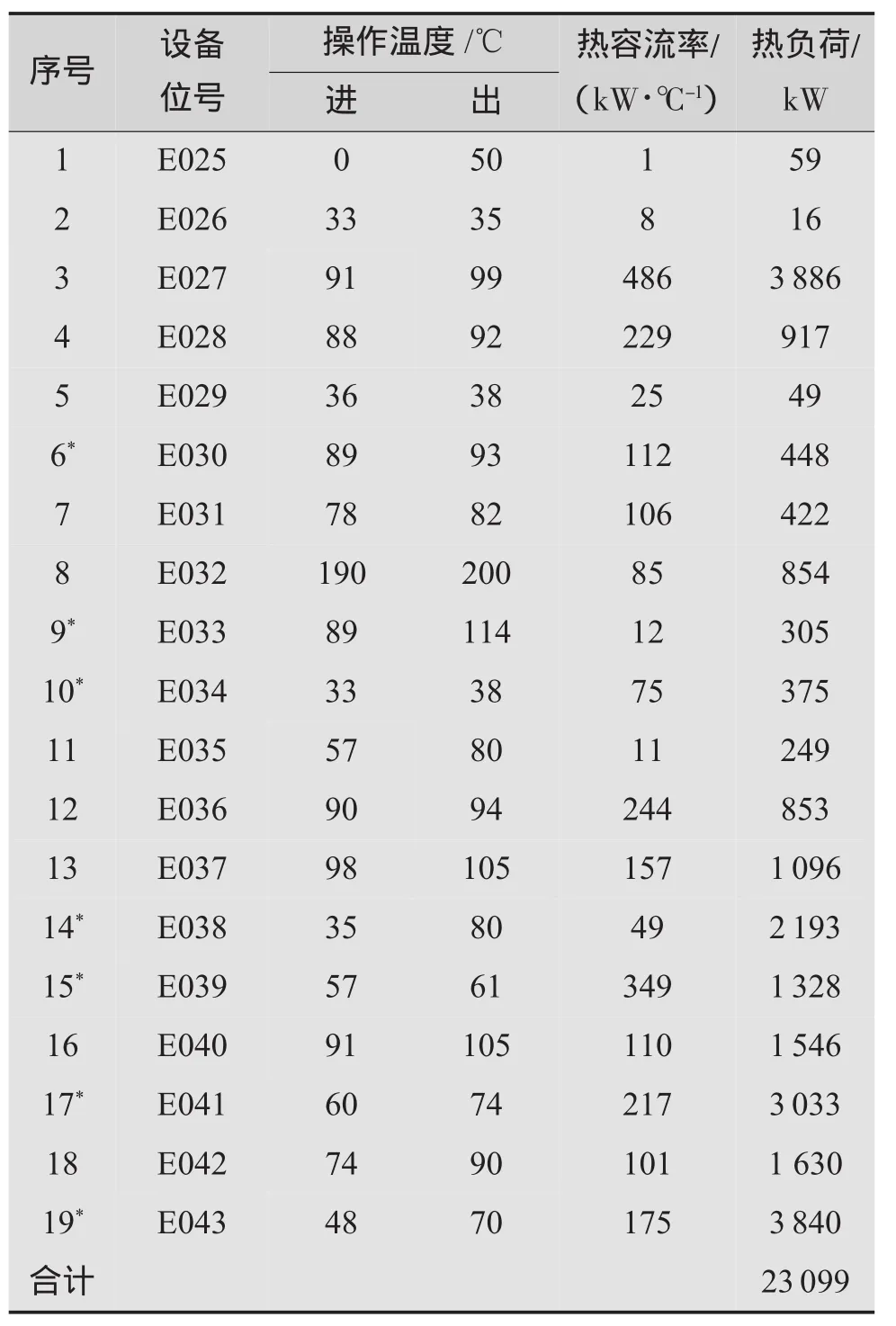
表2 装置冷物流换热器操作参数

图2 装置热组合曲线
根据夹点理论,从图4可以看出:该系统热夹点温度为55℃,冷夹点温度为45℃,温度高于55℃的热物流的热量可全部被回收,并用于加热温度高于45℃、低于55℃的冷物料;温度低于45℃的冷物流可全部用于冷却温度低于55℃、高于45℃的热物料。

图3 装置冷组合曲线

图4 冷热组合曲线及夹点温度图
该换热网络包含43台换热器,根据表1、表2和图4,结合该装置实际运行情况可得出:最大可利用热负荷为11522 kW,共包含13台可以考虑利用冷热物流进行互相换热的换热器(表1、表2中*部分),6台为热物流换热器(E001、E004、E008、E018、E020、E024),7台为冷物流换热器(E030、E033、E034、E038、E039、E041、E043);在其余的30台换热器中,有18台热物流换热器需利用冷公用工程进行撤热,最少消耗冷公用工程负荷10510 kW,有12台冷物流换热器需利用热公用工程进行加热,最少消耗热公用工程负荷11577 kW。
2.3不合理用能换热器分析
根据该装置实际运行情况,在理论上可应用夹点技术的6台热物流换热器和7台冷物流换热器中:对于E004、E018、E038、E039,已经考虑到了冷、热物流相互换热时热量回收的情况;对于E001、E008、E020、E030、E034、E039、E041,考虑到物料特性和装置操作稳定性等的要求,不适合应用夹点理论对上述换热器进行改造。
综上所述,除了已经应用了夹点技术和不适宜进行改造的换热器外,最终筛选出可以应用夹点技术进行改造的换热器:E024(蒸汽凝水罐放空冷却器)和E043(热水加热器)。这两台换热器相互紧邻且改造后不影响装置的稳定运行,符合利用夹点技术进行流程改造的条件。
3 夹点技术实施方案
3.1E024和E043用能分析
E024和E043为独立运行的两台换热器,E024为蒸汽冷凝器,用于冷凝蒸汽凝水罐的放空蒸汽,将放空蒸汽由100℃冷凝到90℃;E043为热水加热器,将热水进水由48℃加热到70℃。这两台换热器均位于热阱系统,不存在跨越夹点的传热,其基础参数见表3,改造前流程见图5。

表3 E024和E043基础参数表

图5 E024和E043改造前流程
根据夹点理论,E024放空蒸汽进口温度为100℃(在55℃以上),需全部应用装置中的冷物料而不是冷公用工程进行冷凝;E043为热水加热器,可与热物料进行换热,实现热水加热,剩余所需热量可由热公用工程提供。然而,在实际生产中,E024和E043却都用公用工程(低压蒸汽和循环水)进行了换热,造成了能量的过多损耗。
若对E024和E043的流程进行改造,使二者互相换热,则可以有效解决原流程用能不合理的问题:保留E043,取消E024,直接将蒸汽凝水罐的放空蒸汽与E043的热水进行换热,使E043壳程走放空蒸汽、管程走热水,两种物流互相换热,达到既节约蒸汽消耗量又节省循环水用量的目的。改造后的流程如图6所示。

图6 E024和E043改造后流程
3.2E024、E043改造后的经济核算
改造以后,E024的热量(Q=1550 kW)可以全部被回收,用于加热E043的热水,全年运行时间按t= 8 000 h、低压蒸汽潜热按ΔvapH=2 200 kJ/kg、低压蒸汽价格按照150元/吨计,根据式(1)进行计算,全年可节省E043低压蒸汽用量为:

节省蒸汽费用为:20291×150/10000=304万元;
若考虑节省下来的原E024的循环水成本,则还可节约更多费用,可见改造效益非常可观。
4 结语
利用夹点技术原理,结合某丙烯酸(酯)装置实际运行情况,采用T-H图解法,通过绘制该装置的冷、热组合曲线,得出该装置的冷夹点温度为45℃,热夹点温度为55℃;找出了装置实际运行中用能不合理的换热器E024和E043,并成功完成了换热网络技术改造,改造后仅蒸汽成本每年就可节省304万元。本研究充分说明,对于现有工业装置,在满足正常操作的条件下,利用夹点等过程集成技术,可从宏观的角度发现系统用能的“瓶颈”,并能够根据一定的原则进行“解瓶颈”,从而给企业带来较好的节能降耗效益。
[1]BODO Linnhoff,JOHN R Flower.Synthesis of heat exchanger networks:I.Systematic generation of energy optimal networks[J].American Institute of Chemical Journal Engineers 1978,24(4):633-642.
[2]张飞龙,申玲,李贵贤,等.基于热损失的换热网络夹点设计法[J].化学工程,2012,40(6):5-8,22.
[3]冯宵.化工节能原理与技术[M].2版.北京:化学工业出版社,2003:150-154.
[4]马可,孙铁,张素香.夹点技术在换热网络优化中的应用[J].化学工程师,2013(9):44-47.
[5]刘智勇,李志伟,霍磊.夹点理论及其在换热网络中的优化分析[J].节能技术,2012,30(3):273-277,285.
Application of Pinch Technology in the Heat Exchange Network of Acrylic Acid and Acrylate Plant
Chen Hao
The present operation and heat exchange network situations of an acrylic acid and acrylate plant were analyzed with T-H graphic method according to pinch technology,and the unreasonable energy consumption points in the plant were confirmed.Besides,the optimization and improvement methods were proposed,and the plant modification was implemented successfully,the purpose of energy saving and consumption reducing was achieved.
Pinch point;T-H graphic method;Acrylic acid and acrylate plant;Heat exchange network;Energy saving
TK123
陈浩男1982年生本科工程师主要从事化工设计及科研管理工作
2016年4月
猜你喜欢
郑州大学学报(工学版)(2023年1期)2023-03-07 04:38:56
阅读与作文(英语高中版)(2019年8期)2019-08-27 03:59:11
当代陕西(2019年6期)2019-04-17 05:04:08
石油化工技术与经济(2019年4期)2019-02-14 05:07:16
石油化工技术与经济(2019年4期)2019-02-14 05:07:16
电子制作(2017年17期)2017-12-18 06:40:45
中国卫生(2016年5期)2016-11-12 13:25:50
中国塑料(2015年2期)2015-10-14 05:34:31
中国校外教育(2014年23期)2014-11-30 11:17:08
清风(2014年10期)2014-09-08 13:11:04