基于加速度前馈积分分离PID的铝箔纸供料系统
2016-11-29 12:03:22周奇峰
中国设备工程 2016年5期
周奇峰
(山东中烟济南卷烟厂,山东 济南 250104)
基于加速度前馈积分分离PID的铝箔纸供料系统
周奇峰
(山东中烟济南卷烟厂,山东 济南 250104)
阐述PID控制方法在FO CKE包装机张力控制中的应用研究,以“FO CKE350S”包装机铝箔纸供料系统为背景,研制和开发了加速度和卷径补偿的分离PID控制算法与PLC技术相结合的铝箔纸供料控制系统。
FO CKE350S包装机;速度前馈;分离积分PID;张力控制;PLC
FOCKE350S包装机是德国FOCKE公司于上世纪80年代设计制造的一款生产速度为400包/min的硬盒包装机。其铝箔纸放料的控制系统是FOCKE公司委托西门子公司专门设计的集成于S5-PLC系统的一台张力控制器。在对FOCKE包装机组电气升级改造过程中,原控制器难以集成于S7-PLC系统,而且委托设计成本太高。为此设计了基于速度前馈积分分离PID的铝箔纸张力控制系统,通过改进S7-PLC中内置的软件PID函数实现积分分离PID算法,控制效果良好。
一、铝箔纸供料控制系统结构
铝箔纸供料控制系统结构如图1所示。
控制过程为:当包装机启动时,主电机转动,带动牵引辊,使卷材拉伸,铝箔纸上产生张力FT。此时张力作用在传感器上,张力检测器将检测到的卷材的张力信号送入PLC控制器,然后微处理器进行处理,综合给定张力和反馈张力,输出控制信号,经过开关电路控制电磁制动器的驱动电流,从而控制与制动器相连接的辊轴,形成张力闭环系统。
二、铝箔纸供料过程动力学分析
在系统运行过程中,铝箔纸受到牵引辊的拉力Ft、系统中各转向辊的摩擦力Ff和电磁制动器产生的制动力Fb综合作用。依据质点系动量矩定理,建立定轴转动微分方程:

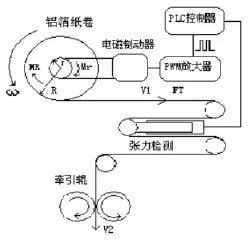
图1 钼箔纸供料系统结构图
式中:J——铝箔纸卷辊的整体转动惯量;
ω——铝箔纸卷辊的角速度;
Ft——铝箔纸的张力;
MR——作用在铝箔纸卷辊上的等效制动力矩;
Mf——摩擦力作用在铝箔纸卷辊上的等效力矩。
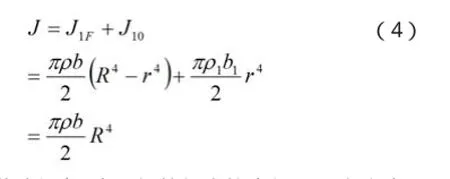
铝箔纸卷材的转动惯量:

式中:
R——铝箔纸卷的直径;
r——卷芯的直径;
ρ——铝箔纸密度;
b——铝箔纸宽度。
铝箔纸卷芯的转动惯量:

式中:
r——卷芯的直径;
ρ1——卷芯密度;
b1——卷芯宽度。
由于卷芯的平均密度与铝箔纸卷相近,并且卷芯宽度等于铝箔纸的宽度,所以铝箔纸卷辊的整体转动惯量可近似表示为:
在供送过程中,由于铝箔纸卷的半径R逐渐变小,

将公式(4)、(5)、(6)代入公式(1)得:
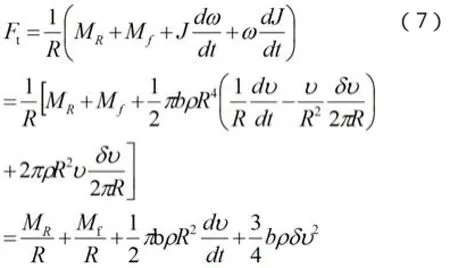
由此得出:铝箔纸的张力受到卷绕线速度和卷径以及系统各机构摩擦力的影响,而且影响程度远高于张力对它们的反作用。如果将线速度和卷径看作是张力控制系统中的两个干扰量,则在设计张力控制系统时应着重考虑这两个干扰量对系统产生的作用,要使系统不仅对速度的冲击具有较强的抵抗能力,同时对卷径的变化也要具有较强的鲁棒性。采用加速度前馈的积分分离PID控制恰好能满足这种要求。
三、加速度前馈积分分离PID控制器
1.积分分离PID控制器的基本原理
常规PID控制器是一种线性控制器,它根据给定值,r(t)与控制器输出值y(t)构成控制偏差,将偏差按比例,积分和微分通过线性组合构成控制量,对被控对象进行控制,故称为PID控制器。其控制规律为:

式中:e(t)=y(t)-r(t);
Kp——比例系数;
Ti——积分时间常数;
Td——微分时间常数。
基于PLC的PID控制是一种采样控制,它只能根据采样时刻的偏差值计算控制量。因此,连续PID控制算法不能直接使用,需要采用离散化方法。离散PID表达式:
式中:
Kp——比例系数;
Ti——积分时间常数;Td——微分时间常数;
e(k-1)——第(k-1)次采样时刻输入的偏差值;
e(k)——第k次采样时刻的偏差值;
u(k)——第k次采样时刻的PLC输出值;
T——采样周期。
在普通PID控制中,引入积分环节的目的是为了消除静差提高控制精度。但在过程的启动、结束或者大幅度增减设定值时,在短时间内系统的输出有很大的偏差,造成PID运算的积分积累,导致控制量超过允许的最大动作范围对应的极限控制量,引起系统的较大超调,甚至引起系统的震荡,这在生产过程中是不允许的。
为了解决该问题,可根据系统的工作状态来决定积分环节是否参与控制。当系统处于启动、结束、静止时,将积分环节从控制系统中切出。为了避免由于积分环节退出控制对控制系统的扰动,可将退出条件满足时刻的积分控制量保存在一积分作用记忆变量中,继续在控制结果中起作用。这种改进的基于PID控制器的算法,称其为积分分离式PID控制。其作用原理可用公式(10)来表达:


EI-1——积分参与控制条件为非时积分环节的控制量。
2.加速度前馈的基本原理
分析铝箔纸供料系统张力,除了系统的摩擦力、电磁制动器产生的制动力之外,铝箔纸受到牵引辊的拉力是主要来源。运行速度变化会改变牵引辊的拉力从而引起张力的改变,对控制系统产生很强的扰动。尤其是在系统快速启动、紧急停止、突然变速等情况发生时。这种扰动的强度与系统的加速度具有近似线性正相关性。如果在PID控制之前,引入加速度前馈环节,尽量消除或减小加速度产生的扰动,必然能够提高控制系统的调节速度和控制性能。
由于没有安装加速度传感器用来直接测得系统的加速度,可通过单位时间内速度的变化来计算系统的加速度。原理如下式:

τ——速度采样周期;vn——实时速度;
vn-1——上次采样速度。
加速度前馈的控制作用表达式

将公式(11)代入公式(12)得:

式中:
Kα——加速度前馈系数;
A——前馈偏移量。
四、加速度前馈积分分离PID算法在PLC上实现
现代控制系统中的积分分离PID能方便地解决工业领域中常见的非线性、时变、大滞后、强耦合、变结构、结束条件苛刻等复杂问题。可编程控制器以其高可靠性、编程方便、耐恶劣环境、功能强大等特性很好地解决了工业控制领域普遍关心的可靠、安全、灵活、方便、经济等问题。
1.程序流程设计
在程序中,首先将控制参数存入变量表中,调用加速度测量程序,根据加速度的大小,输出前馈量。将张力传感器测得的张力信号通过PLC的模拟量输入通道采集到PLC中,然后调用PLC中内置的离散型PID功能块,检测积分分离条件是否满足,决定积分环节的切入与切出。将PID输出的控制量与前馈控制量合成系统控制输出,从而构成反馈控制系统。
2.加速度前馈积分分离PID算法PLC编程
PLC是近年来发展迅速、应用极广的一类工业装置,将PID控制算法与PLC相结合,使常用的闭环控制系统变得非常方便、灵活。用PLC对模拟量进行PID控制大致有如下几种方法。
(1)使用PID过程控制模块。这种模块的PID控制程序是PLC厂家设计的,并集成于模块中,用户使用时只需要设置一些参数,使用起来非常方便。
(2)使用PID功能指令。它是用于PID控制的子程序,与模拟量输入/输出模块一起使用,可以得到类似于使用PID过程控制的效果,但价格便宜得多。
(3)用自编的程序实现PID闭环控制。在没有PID过程控制模块和功能函数的情况下,仍希望采用某种改进的PID控制算法,此时用户需要自己编制PID控制程序实现PID控制,而且此种实现方法的自由度较高,程序完善的情况下可以实现高精度的PID控制。
本文选择西门子S7-300PLC,利用其PID功能函数,通过编程其接口参数,来实现基于加速度前馈的积分分离PID算法,以达到稳定可靠控制铝箔纸张力的目的。部分主要功能程序如图2所示。
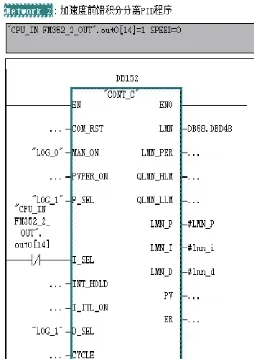
图2
五、结语
通过调整P、I、D参数,控制PID积分分离的条件以及合适的加速度前馈系数,可以得到性能可靠、张力控制精确、响应迅速的铝箔纸张力控制系统。经在FOCKES350包装机上实际应用,取得了满意的控制效果。
[1]胡寿松.自动控制原理[M].北京:国防工业出版社,1984.
[2]王春香,付云中,王永章等.基于神经网络的张力控制系统[J].中国机械工程,2001,12(8):873-875.
[3]孙智慧,岳亚东,刘晔.卷带包装材料连续供送恒张力控制系统的设计[J].农业机械学报,2006,37(8):208-210.
[4]侯和平,张海燕,赵庆海等.基于无轴试验平台的张力控制系统数学建模与仿真研究[J].包装工程,2006,27(4):122-124.
[5]孙华,肖志杰,甘朝晖.卷取张力控制系统仿真[J].计算机仿真,2004,21(10):182-184.
[6]谢新民,丁锋.自适应控制[M].北京:清华大学出版社,1999.
[7]尹征琦,朱劲.自适应张力控制[J].电气传动,2001(6):35-37.
TB33
B
1671-0711(2016)05-0050-03
猜你喜欢
轮胎工业(2022年10期)2022-12-30 17:57:45
娃娃乐园·综合智能(2022年2期)2022-04-19 13:00:42
装备制造技术(2021年1期)2021-05-21 07:54:50
设备管理与维修(2020年23期)2021-01-04 00:15:12
制造业自动化(2017年2期)2017-03-20 14:26:11
轮胎工业(2017年9期)2017-03-09 06:58:41
电子制作(2016年23期)2016-05-17 03:53:44
中国设备工程(2015年4期)2015-12-27 08:22:58
设备管理与维修(2015年8期)2015-01-06 07:47:36
原子能科学技术(2014年2期)2014-05-25 00:33:40