
一种钩臂车后支撑架的焊接工装设计
2016-11-29 03:08蒋百权
企业技术开发·下旬刊 2016年10期
蒋百权
摘 要:钩臂车在拉箱、卸料和卸厢前,都必须将后部的支撑架放下,才能避免车辆翘头,所以,该工作装置的动作正常与否,是整个车辆运行的关键,一旦该部件出现异常,将会对车辆本身及驾驶员安全造成极大危险。而该后支撑在焊接和安装过程中,为了保证其安装的精度,必须设计焊接的工装,从而减少安装的尺寸误差,提高装置的工作安全系数,进而提高生产效率。
关键词:钩臂车;支撑架;支腿;定位;焊接平台
中图分类号:TD453 文献标识码:A 文章编号:1006-8937(2016)30-0001-0
1 概 述
后支撑架单纯依靠人工焊接,在拼焊中容易存在焊接变形误差、使装配过程较难调节、整套支撑结构受力不对称,稳定性较差。同时,由于焊接技师焊接水平不一,焊件的质量不一,造成产品返工率较高,在使用时配合拉臂车配合使用时一致性及稳定性较差,当油缸座和支腿焊接质量得不到保证时,支腿架容易出现松动和损坏的状况。在某些需要保证同轴度的位置,无定位焊接工装,将会使整个工件在装配过程非常困难。在后支撑架的拼焊中,零部件的焊接过程生产焊接所需要的工时较少,约占用1/3的时间,剩下的2/3的时间大多是用与备料,装配,划线及其他辅助的工作。所以,设计一套后支撑的焊接定位工装是非常必要的,可以从根本上解决生产精度和生产效率的问题。
2 工装设计方案
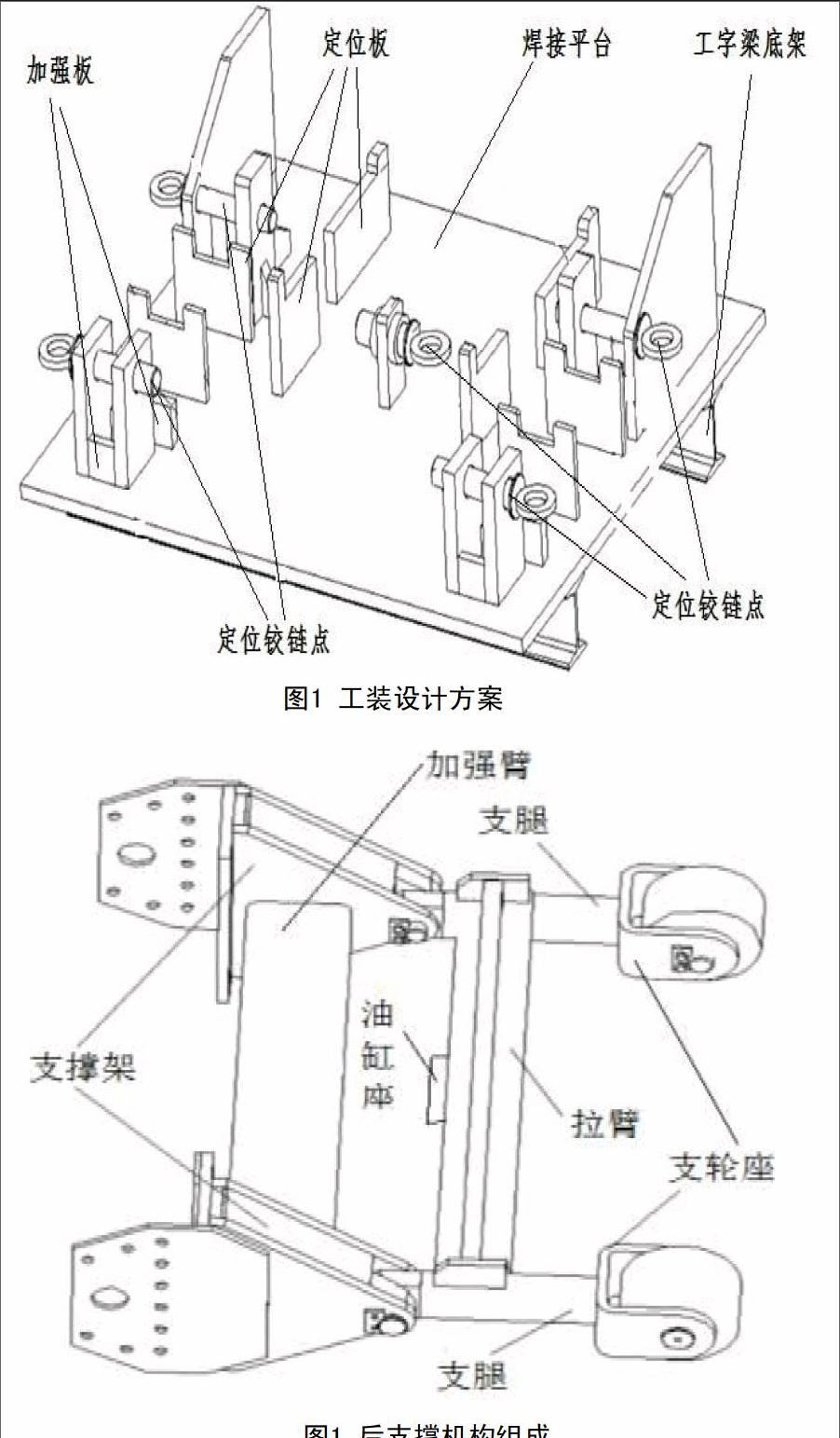
设计一工装水平底架,底架底部采用双工字梁H型结构焊接,使焊接平台与水平地面有一定的距离,以便于叉车搬运。整个底架应经过放样、校平,表面光洁度达到工装设计要求,工装的放置定位后应进行水平度测试、调整。
以水平底架上平面为基准,设置后支撑的各定位铰链点,以穿同心轴的固定方式来保证各个铰链点的相对位置尺寸。在铰链点的内侧,设置定位板,以保证焊件的左右位置尺寸。同时,在焊接平台中部,设置中间托架,使工件焊接时尽量处于水平状态,已保证焊缝的质量和焊接的效率。
在各个铰链点的定位板前后,设置前后加强板,以保证定位板有足够的刚度去抵消由于焊接变形产生的内应力,见图1所示。
3 工装结构功能
3.1 工装关键点分析
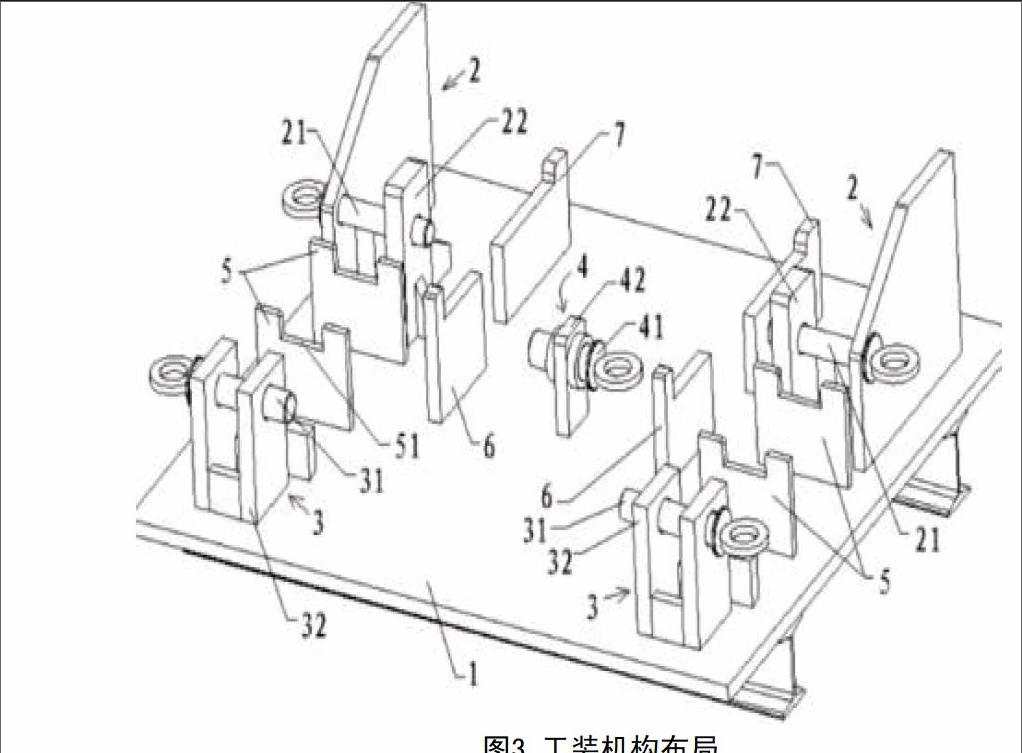
后支撑机构组成,如图2所示,后支撑装置主要由以下几个部件组成:支撑架、支腿、支轮座、拉臂、油缸座、加强臂。
①支撑架安装在车辆左右车架大梁的下部,作为支腿的支撑件,其刚度和左右铰链点的同轴度非常关键,必须保证的0.2的圆度内。所以在其左右支撑座间加焊加强臂,以提高其刚度。
②支撑腿与支撑架间主要通过销轴连接。由于支腿为2活动付的组件,所以其销轴的锁紧采用卡板式,给销轴有微量的转动位移,以减轻其表面的摩擦力矩。支撑腿由左右支腿和中部拉臂组焊而成。由于支撑腿的摆动动作都是由油缸的伸缩动作来实现,所以拉臂上的油缸座与支撑架的铰链点的平行度很重要,也须保证在0.2的圆度内。
③左右支腿下部的支轮座的滚轮同轴度也关键,须保证在在0.2的圆度内。以确保后支撑完全放下时,左右滚轮的离地高度是一致的。当重车拉箱时,车架大梁下沉一定的量后,后支撑也随之下沉,以至于支撑滚轮作用在水平地面,此时,支撑腿与支撑架间不能出现松动,一旦出现松动,将会出现车架大梁单边倾斜,有侧翻的风险。
基于以上几种可能出现的危险,确立工装设计的关键点,并围绕以上几个关键点进行工装设计。
3.2 工装结构布局及功能剖析
3.2.1 工装结构布局
工装布局,如图3所示。
后支撑焊接平台主要由以下零部件组成:
1-支撑底板;2-第一定位座;21-第一定位销轴;2-第一定位板;3-第二定位座;31-第二定位销轴32-第二定位板;4-第三定位座;41-第三定位销轴42-第三定位板;5-支腿垫板;6- 拉臂垫板;7-加强臂垫板。
3.2.2 工装结构功能
①在第一定位座2的内侧配焊第一定位板22,使其与后支撑的支撑架的一侧相抵,以对支撑架进行定位,而且在第一定位座2上设置第一定位销轴21,用于穿过支腿架的支撑架和支腿之间连接的铰接点以对该铰接点进行固定。该定位销轴能够从两侧进行拔插;
②在第二定位座3的内侧配焊第二定位板32,使其与支腿架的支轮座的一侧相抵,以对支轮座进行定位,而且在第二定位座3 上设有第二定位销轴31,用于穿过支腿架的支轮座的安装部以对该支轮座3a 进行固定。该定位销轴能够从两侧进行拔插;
③在第一定位座2对支腿架的支腿和支撑架进行定位后,位于支腿下方多个支腿垫板5对支腿进行再次支撑及定位。在支腿垫板5上还设计有与支腿架的支腿相对应的凹卡槽51,焊装时可将支腿放于凹卡槽51中,减少左右两侧的焊接变形量;
④在焊接平台的中部区域,设计有多个拉臂垫板6对支腿架的拉臂进行支撑及定位。该拉臂垫板6还设计有与支腿架的拉臂相对应的第二卡合部,使拉臂点焊定位更便捷;
⑤第三定位座4设计有与支腿架的油缸座一侧相抵的第三定位板42,相抵后即可对油缸座进行定位,并在第三定位座4 上设有第三定位销轴41,该定位销轴以能够插拔的方式设置,用于穿过支腿架的油缸座的安装孔进行固定;
⑥在焊接平台的中部区域,设计有多个加强臂垫板7,用于对支腿架的加强臂进行定位。在加强臂垫板7 设有与支腿架的加强臂相对应的第一卡合部,使加强臂点焊定位更迅速。
通过以上六点的结构布局,可将整个后支撑装置的关键位置进行定位,从而保证其产品的一致性,减少装配过程的偏差。
4 工装使用工序
通过对此工装的结构及功用进行分析,得出后支撑装置的焊接工序如下:
①将左右支撑架安装与第一定位座2上,再将左右支腿安装与第一定位座2、第二定位座3上,然后将第一定位销轴21、第二定位销轴31分别穿过其定位孔,然后采用夹紧装置对将两工件固定。
②先在左右支撑架的中部点焊加强臂,后分段实施焊接固定。后在左右支腿的中部焊接拉臂,加强整个后支腿的刚度。
③支撑架、支腿组件定位完毕,最后定位油缸座。由于油缸座是安装在支腿的拉臂横梁上,所以在定位油缸座前须先对拉臂进行满焊。将油缸座安装在第三定位座4上,通过第三定位销轴41、第三定位板42进行定位,保证了油缸座铰链点与支腿铰链点的平行度。
5 结 语
实践证明,该拉臂车的后支撑拼焊工装大大地提高了生产效率,减少了焊部件一次性调节时间,缩短了下料和划线工作时长。同时也减小了制品的尺寸偏差,提高了零件的精度,有效地防止和减轻了焊接变形。在使用拼焊工装后,工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低。所以,实用性的工装设计是非常必要的,在行业改革的浪潮中,只有把握质量的源头,才能在行业中长久立足。
参考文献:
[1] 黄卫国,臧华彬,李燕,等.用于拉臂车的支腿架的拼焊工装[P].2014205
67563.4,2015-01-07.
[2] 王海峰.一种新型后支撑装置[J].专用汽车,2012,07:88-89.
[3] 王远洪.一种轻型后卸式垃圾车后支撑装置的结构特性[J].专用汽车,
2010,09:54-55.
[4] 朱耀祥,浦林祥.现代夹具设计手册[M].北京:机械工业出版社,2009.2
猜你喜欢
橡塑技术与装备(2022年1期)2022-01-20
中国公路(2021年17期)2021-11-22
导航定位与授时(2020年5期)2020-09-23
铁道通信信号(2020年9期)2020-02-06
橡塑技术与装备(2018年18期)2018-09-22
知识经济·中国直销(2018年3期)2018-04-12
学习月刊(2015年1期)2015-07-11
汽车科技(2014年3期)2014-08-02
