JSR 668型192锭粗纱机长车应用实践
2016-11-28 03:20张月平许小平顾学军
纺织报告 2016年10期
张月平,许小平,顾学军
(卓郎(金坛)纺织机械有限公司,江苏常州 213200)
JSR 668型192锭粗纱机长车应用实践
张月平,许小平,顾学军
(卓郎(金坛)纺织机械有限公司,江苏常州 213200)
依据棉纺企业生产实践,探讨JSR668型192锭粗纱机在生产实践中的应用情况。经过跟踪实验,发现该型号粗纱机生产效率高,机器稳定可靠,机物料消耗少,纺纱质量可达到乌斯特2007公报5%~25%水平。
粗纱机;捻度;棉纺;环锭纺;纱线质量
近年来,电子信息等智能技术在纺织领域应用广泛,多种纤维混纺纱、差别化纱线等产品的市场需求不断增大,同时为了降低用工成本成本的要求,使现代化棉纺企业生产经营由传统技术向高效智能化技术发展已成为必然趋势[1-3]。棉纺环锭纺细纱机长车的批量化使用以及赛络纺纱线的生产,使得粗纱机的配台使用量增加,传统的粗纱机锭数已经不能满足现代棉纺生产的需求,而锭数更长的粗纱长车能更好地匹配细纱长车的生产需求,能够发挥场地分布合理、节约资源与消耗、减少占地等优势[4-6]。本文就JSR 668型192锭粗纱机的实际使用情况做了介绍。
1 主要性能特点
(1) 领先的传动系统。JSR668型192锭长车粗纱机在工业控制计算机内建立四轴多电机分组同步输出速度和纺纱张力的数学模型,用先进的电子齿轮替代了传统机械结构采用的锥轮及其控制、成型装置、张力微调、差速箱等;锭翼和筒管是由多电机通过同步带直接驱动,每24/32个锭翼和筒管组成的一个组节由一台电机驱动,用户可根据需要选配锭数配置;龙筋升降系统采用变频减速电机直接换向,取消了传统的换向机构,换向准确,无需平衡系统,使机构大大简化,方便了工艺调整和维修,减少了容易出现故障的相关部分,大大提高了设备的可靠性。
(2)恒离心力纺纱。由离心力公式F=mrω2可知,当纱线质量m确定后离心力F与筒管角速度ω的平方成正比,与粗纱卷装半径r呈正比;若使离心力不变,随卷装直径增大只要将锭速慢下来即可。可避免不同纱支随纱径增大离心力超过纱线强度而爆纱,又可以充分发挥高速、高效率的特点。
(3)自动生头功能。一落纱之后的粗纱机启动和粗纱头与空筒管的缠绕是自动运行的,操作人员的工作只是取下满管粗纱和放上空管。自动生头替代了人工生头,大大降低了挡车工的劳动强度,提高了生产效率。
(4)优异的电气系统。JSR668型192锭长车粗纱机是机电一体化程度非常高的新型电脑粗纱机。它的电气系统是由一台PCC作为上位机通过CAN总线与I/O模块、变频驱动器组成非常简单的一个数字化控制系统。这个系统的核心是带触摸屏的可编程计算机控制器(简称PCC),它以粗纱机特有的纺纱数学模型来控制粗纱成形,从而取代了繁杂的上下铁炮和成形机构机械传动机构。而且通过它的触摸显示屏可以非常容易地进行粗纱机各种参数的设定和修改等操作。CPU中的应用程序通过CAN总线与I/ O功能模块及变频器实现通讯,并可靠地对粗纱机的各种运行条件进行分析并直接或间接地去控制四台变频器间的同步及纺纱时的张力控制。
2 设备主要规格
192锭JSR 668型粗纱机主要规格:适纺棉纤维长度 22~38毫米,适纺化学纤维长度 63毫米以下,适纺支数 0.5Nm~5Nm(Tex 2222—200 Tex),适纺捻度10~100捻/米(可无级输入),总牵伸倍数 3~15.8倍;采用悬锭锭翼形式,锭翼转速范围机械速度为1500转/分;有三罗拉长短皮圈和四罗拉双短皮圈两种牵伸形式,三罗拉直径30mm×25.5mm×30mm,四罗拉直径30mm×30mm×25.5mm×30mm。
3 生产实践
2012年11月至2013年7月在江苏金虹纺织有限公司的12# JSR668粗纱机上生产试验,经机械调整,工艺摸索,品种选纺,在同等FA425纺J14.5tex的条件下的熟条纺J14.5tex纱,经数月的跟踪测试,各项技术质量指标,均获得用户的认可。
3.1 试验方案及工艺流程
试验品种为J14.5tex精梳纯棉,JSR668粗纱机在1200r/min锭速下进行纺纱试验。
工艺流程:FA008B抓棉机→FA102C单轴流→FA025多仓混棉机→FA111E精开棉机→FA172E棉箱→JFA226梳棉机→FA306并条机(预并)→E32条卷机→E62精梳机→FA306并条机→JSR668粗纱机→DTM129细纱机。
3.2 原料情况(见表1)

表1 原料表
3.3 喂给熟条质量
喂入熟条质量指标: 定量17.45g/5m;萨氏条干不匀率12.9%;条干CV%2.93;重量不匀率0.82%。
3.4 上车工艺参数配置(见表2)
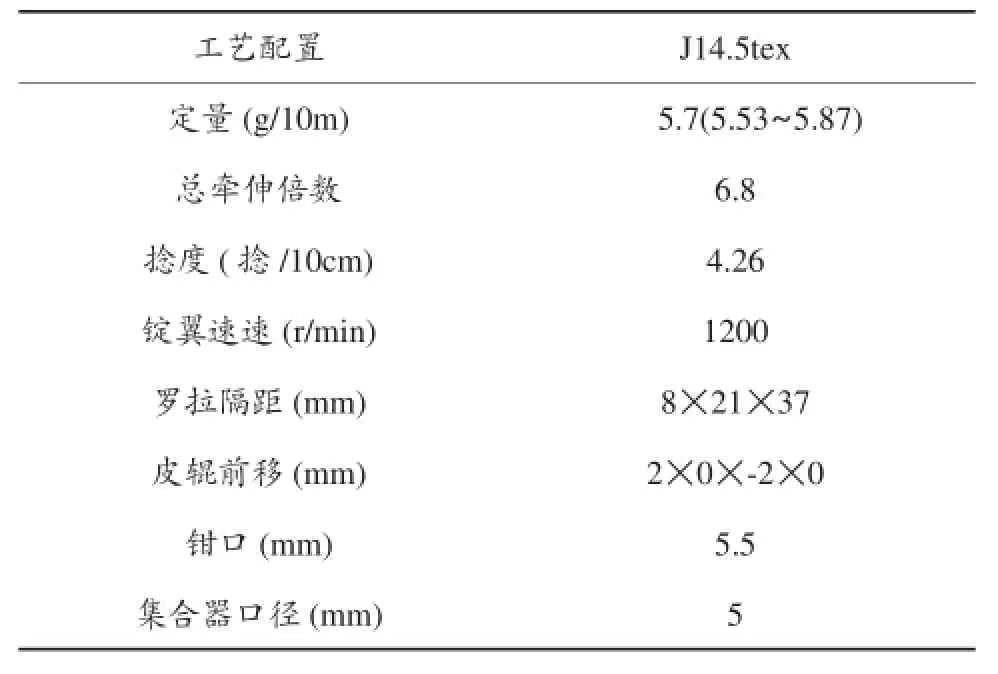
表2 工艺参数表
3.5 粗纱主要技术指标的跟踪测试
(1)经过连续几个月对粗纱质量指标的跟踪测试,平均定量为5.68 g/10m在5.53~5.87 g/10m范围内,符合产品工艺定量标准要求。
(2)捻度平均为4.24捻/10cm在4.13~4.39捻/10cm范围内,符合产品捻度的工艺标准要求。
(3)Uster条干CV%跟踪测试平均值可达Uster2007的5%的水平,具体数据如图1统计。
(4)大面积测试数据
在熟条质量相对稳定的条件下,投入正常生产并按试验室的常规测试进行大面积数据测试,各项指标见表3。

表3 大面积数据测试值
(5)粗纱伸长率测试
由于系统采用先进的电子纺纱工艺,以达到恒张力纺纱效果,并且前后排实现等导纱角纺纱,以减少前后排粗纱的张力差异。在生产运转过程中,分别对前后排固定纱锭的大纱、中纱、小纱三种卷装的粗纱伸长率进行了测试,测试周期为每周测试两次,测试结果都较为理想,说明粗纱在一落纱的纺纱过程中张力相对稳定。结果见表4。
(6)粗纱断头率测试
粗纱断头率是粗纱机提高生产率的关键指标,从连续分别对粗纱的大、中、小纱卷装时的粗纱百锭断头根数进行测试,平均均小于3以内,数据见表5。
JSR668型192锭长车粗纱机的常用速度为1200r/min,最高速度可达1500r/min。由于张力恒定,纺纱更为精确,降低了断头,提高了纺纱质量和设备运转效率。若以1300r/min为例,则比普通粗纱机提高44.4%,则产量可提高近50%,万锭细纱配台由4台减为2.5台。用工将减少50%,即万锭细纱的粗纱用工由2人减为1人,人工费用节省了一半。
4 小结
经过实践试验的数据证明,JSR668型192锭长车粗纱机生产率高,机器稳定可靠,机物料消耗少,纺纱质量可达到乌斯特2007公报5%~25%水平。实践证明,该粗纱机是棉纺企业的较佳选择。
[1] 徐小敏.现代棉纺生产线应用现状与发展趋势[J].棉纺织技术,2012,40(2):90-94.
[2] 位迎光,庞家璐.棉纺机械的技术发展与展望[J].纺织导报,2010,8:40-46.
[3] 章友鹤,邵伟华.国内外棉纺织设备近期技术进展[J].棉纺织技术,2010,38(12):28-32.
[4] 刘荣清.棉纺粗纱机的发展和展望[J].纺织导报,2014, 2:32-35.
[5] 秦贞俊.精梳机粗纱机及环锭细纱机的发展[J].棉纺织技术,2011,38(1):61-64.
[6] 邵伟华.环锭纺自动化生产线投资效益与用工分析[J].棉纺织技术,2010,38(1):39-42.
JSR668-192 spindles Roving Frame Application
ZHANG Yue-ping, XU Xiao-ping, GU Xue-jun
(Saurer Jintan Textile Mchinery Co.,Ltd.Jiangsu Changzhou 213200 ,China)
According to the production practices of cotton mills, it is discussed on the application of JSR668-192 roving frame in the production practice. By tracking experiments, it is showed that found that JSR668-192 roving frame has high production efficiency, high reliability and less consumption. And the yarn quality can reach Uster 2007 level of 5%~25%. Key words roving frame;twist;cotton spinning;ring spinning;yarn quality
TS103.1
B
投稿日期:2016-9-29
张月平(1970-),男,机电一体化专业,高级工程师,研究方向:智能纺纱设备的研究与开发。
猜你喜欢
纺织学报(2022年6期)2022-07-16
少儿科技(2022年4期)2022-04-14
丝绸(2021年8期)2021-09-06
纺织科学研究(2021年6期)2021-07-15
马克思主义哲学研究(2021年2期)2021-06-05
棉纺织技术(2021年1期)2021-01-15
学生天地(2020年31期)2020-06-01
中华诗词(2018年4期)2018-08-17
纺织科技进展(2016年3期)2016-11-29
纺织器材(2016年1期)2016-09-14