35CrMo材质传动轴焊接工艺
2016-11-25 09:17陈恒峰郭辉盛会刘宇贾凯
农业科技与装备 2016年7期
陈恒峰 郭辉 盛会 刘宇 贾凯


摘要:针对35CrMo合金钢材料的焊接工艺特点,研究该材料焊接热影响区的组织转变规律及不同焊接工艺参数对焊接性能的影响。试验结果表明:35CrMo合金钢有较大地淬硬倾向,焊接过程中应该采取防护措施,防止焊接冷裂纹的产生;预热温度必须大于120 ℃,并选用合理的焊接工艺。
关键词:35CrMo;焊接工艺;传动轴;焊接参数
中图分类号:S220.31 文献标识码:A 文章编号:1674-1161(2016)07-0022-03
随着农业自动化生产水平的不断提高,大型农用机械的需求量不断加大,对农业机械重要传动受力部件所使用钢材的综合机械性能提出了新要求,常用的普通碳素结构钢已无法满足要求。中碳合金钢具有优良的塑性、韧性及综合机械性能,可满足传动受力部件的综合机械性能要求。但中碳合金钢的含碳量偏高,且含有各种不同的微量元素,导致其焊接性能不理想。为保证传动受力部件焊接工艺,同时降低生产成本,对中碳合金钢中的35CrMo焊接性能进行研究分析,总结焊接参数,优化焊接工艺。
1 焊接材料及试验方法
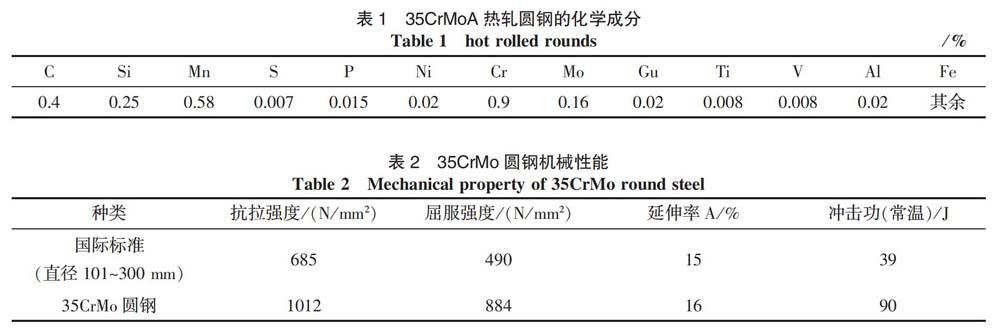
焊接试验用材料为中国山东莱钢生产的35CrMoA热轧圆钢,交货状态为调质。圆钢直径140 mm,其化学成分见表1,机械性能见表2。
国际焊接协会的碳当量计算公式为:Ceq=C+1/6Mn+1/5(Cr+Mo+V)+1/15(Ni+Cu)。当Ceq>0.60%时,钢材的硬倾向较强,可焊接性能较差,焊接过程中容易出现冷裂纹现象,需采取焊前高温预热和严格的焊接工艺措施。
根据公式计算得出,35CrMo钢材的碳当量值Ceq=0.713%,焊接性能十分差,特别是在调质状态下焊接时,热影响区的冷裂纹倾向表现更为突出,所以要选择合适的焊接材料、优化的焊接参数、合理可行的焊接工艺。
焊接材料为大西洋焊材公司CHE857Cr(J857Cr)低氢钠型药皮的低合金钢高强度焊条焊条,其化学成分及机械性能分别见表3和表4。圆钢对接焊的接头加工形式及焊缝焊接顺序见图1。
焊接前,对接头处进行煤油清理,保证焊接处无污染物,同时进行轴向固定,防止焊接变形。焊条直径为3.2 mm,采用ZX7-315直流手工焊机,根据不同温度下35CrMo的机械性能(图2)与不同预热温度条件下35CrMo焊接裂纹试验结果(表5),确定焊接母材预热温度达到120 ℃以上时,其抗拉强度可以达到实际产品值,同时焊接焊缝处表面与断裂处无裂纹。按照焊接工艺优化试验参数要求(表6)进行施工。 2 结果与分析
按照国家焊接标准CB2650-2655-89规定,分别对焊接式样进行冲击、弯曲、抗拉机械性能试验,焊缝的机械性能如表7所示。对比国家标准焊接母材的抗拉、屈服、焊缝冲击参数均满足技术要求,且在弯头直径3倍样本厚度,弯曲角度大于120°完好无损。
由表7中的数据可知,热输入量与层间温度提升,焊缝的延伸率显著提升;根据材料马氏体与贝氏体相互转换原理,贝氏体在焊缝中的比例增大时可以提高产品韧性;综合考虑焊接的抗拉、屈服、焊缝冲击整体参数,选择序号3,4,7,8的焊接工艺参数对产品进行标准化生产。
实践及试验结果表明,此焊接方法可用于大型农用机械的35CrMo材质传动轴焊接,满足农业机械重要传动受力部件所用钢材的综合机械性能指标,降低生产成本与采购成本,加快中国农业自动化的发展速度。
3 结论
35CrMo含碳当量过高,焊接时热影响区易出现冷热裂纹,焊接硬倾向性较大。为避免冷裂纹的产生,预热温度必须大于120 ℃。随着35CrMo热输入量与层间温度的提升,焊缝延伸率显著提升,其原因为贝氏体在焊缝中比例增大。研究确定优化的焊接工艺参数,有利于保证产品的焊接质量,提升商品的品牌知名度。
参考文献
[1] 肖德政,段世新,权建军.轧机联轴器主传动轴的装配焊接工艺研究[J].电焊机,2013(6):59-61.
[2] 黄继华.焊接冶金原理[M].北京:机械工业出版社,2015.
[3] 文秀海 陈文平.新型汽车传动轴专用焊接设备的研制[J].焊接技术,2014(11):54-56.
猜你喜欢
辽河(2022年1期)2022-02-14
西部交通科技(2021年9期)2021-01-11
人民长江(2019年7期)2019-09-10
扬子江(2019年1期)2019-03-08
农民致富之友(2018年1期)2018-02-26
中国高新技术企业(2016年34期)2017-02-10
中小企业管理与科技·中旬刊(2016年2期)2016-03-18
科技与创新(2015年22期)2015-12-02
科技与创新(2015年15期)2015-08-04
哈尔滨理工大学学报(2015年1期)2015-06-23