MTO反再系统由完全再生转贫氧再生控制要点
2016-11-25 03:53:30张莹青海大美煤业股份有限公司烯烃厂青海西宁810000
化工管理 2016年22期
张莹(青海大美煤业股份有限公司烯烃厂, 青海 西宁 810000)
MTO反再系统由完全再生转贫氧再生控制要点
张莹(青海大美煤业股份有限公司烯烃厂, 青海 西宁 810000)
MTO反再系统工艺操作主要有完全再生模式和贫氧再生模式两种,通过对两种操作模式的分析比较,提出由完全再生转换贫氧再生操作的控制要点,从而保证装置的高效、平稳运行。
MTO工艺技术;反再系统;完全再生;贫氧再生;分析比较;控制要点
0 引言
MTO反再系统的工艺操作模式分为完全再生和贫氧再生两种,装置开车初期催化剂活性高,积碳快,为尽可能的降低操作风险,避免催化剂碳堆积,采用完全再生的操作模式,伴随装置稳定运行后,为更好的稳定双烯收率,能量综合利用回收,采用贫氧再生模式,因此,如何快速、高效、安全的操作转换,在装置今后的开车和安全平稳生产中具有重要意义。
1 MTO反再系统工艺介绍
MTO(甲醇制烯烃)工艺技术,属于煤化工项目的新突破,在石油资源日益紧缺的条件下,利用煤基生产甲醇原料,进一步转化制取烯烃渐显优势。目前国内工业化项目应用主要有,大连化学物理研究所和中国石化洛阳工程有限公司共同开发的D-MTO工艺,中石化自主研发S-MTO工艺,以及国外UOP工艺技术。三种工艺技术在反再系统都采用循环流化床技术,在操作上有很多相似之处。
MTO反再系统主要由反应器和再生器两部分组成。反应主要是在反应器中进行,来自甲醇预热单元的气态原料甲醇与来自再生器再生斜管来的再生催化剂发生反应,生产品气从反应器顶部旋风分离器出口排出,进入产品气急冷单元。甲醇转化过程中会在催化剂上形成积炭,为保持高烯烃选择性和转化率,需要稳定控制催化剂积炭量。将反应后的待生催化剂通过待生催化剂斜管后送至再生器。在再生器中,焦炭燃烧生成的烟气从再生器顶部旋风分离器出口排出,进入三级旋风分离器。焦炭燃烧产生的热量通过再生器外取热器发生蒸汽。调整取热器流化风量来控制其取热负荷,从而控制再生温度,烧焦后的再生催化剂通过再生斜管返回到反应器。
2 完全再生模式和贫氧再生模式控制指标分析比较
MTO反再系统操作模式主要有完全再生和贫氧再生两种工艺操作模式。其主要区别在于通过控制进入再生器中的主风量和氮气量,改变再生催化剂定碳量,更好的控制催化剂与甲醇反应过程,提高选择性,稳定双烯收率。
(1)完全再生模式。完全再生通过过量的主风量中氧气与来自反应器的待生催化剂积碳烧焦反应,在氧含量过剩情况下,烧焦至催化剂积碳为零,通过再生斜管进入反应器循环。
完全再生模式运行优点:操作控制相对简单易控,碳堆积现象发生率低;缺点:双烯收率波动偏大,余热锅炉热量回收少,利用率低。
(2)贫氧再生模式。贫氧再生通过减少进入再生器的主风量,补充氮气量,在氧气不足的情况下烧焦,保留催化剂带有一部分积碳,同样通过再生斜管进入反应器循环。
贫氧再生模式运行优点:双烯收率相对稳定,余热锅炉热量回收充分;缺点:操作控制相对精细,对定碳量、DME控制要求高。
以下为在实际装置中操作控制指标、双烯收率分析比较。
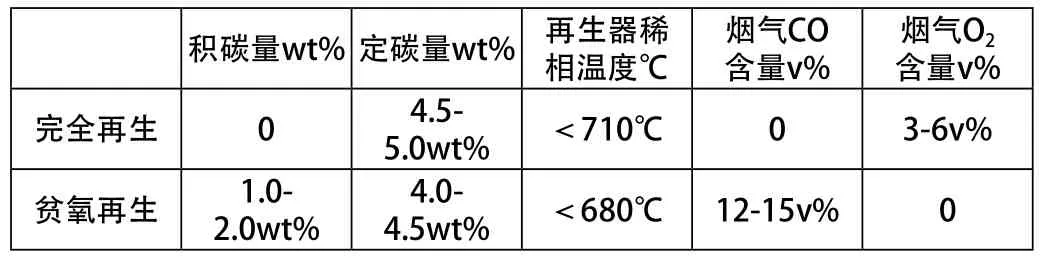
烟气O2含量v%完全再生 0 4.5-5.0wt% <710℃ 0 3-6v%贫氧再生 1.0-2.0wt%积碳量wt%定碳量wt% 再生器稀相温度℃烟气CO含量v% 4.0-4.5wt% <680℃ 12-15v% 0
3 操作转换控制要点
(1)由完全再生模式转换贫氧再生模式前,催化剂须经过完全烧焦24小时。转换过程中通过主风量和氮气量切换,逐渐降低主风机负荷,缓慢增加氮气量,同时观察再生器烟气中氧含量下降速度,CO含量升高情况,操作切换要慢。
(2)观察再生器烟气中氧含量由3-6v%降至0时,减主风速度要快,并密切关注主风机防喘振曲线,保证主风机平稳运行,当烟气中CO浓度升高12-15v%,同时注意余热锅炉操作尽量保证余锅温度平缓上升,通过调整鼓风机风量控制余锅温度,并相应调整蒸汽管网。
(3)转换过程中每隔1小时取再生剂、待生剂样,根据分析再生剂定碳量,调节再生、待生滑阀开度,通过控制两器循环量,最终实现再生剂定碳1.0-2.0wt%,待生剂定碳4.0-5.0wt%的控制目标。
(4)切换过程根据再生器烧焦程度可相应提高操作负荷,提量过程必须及时与分离单元联系好,控制好产品气压缩机入口压力,也即反应压力。同时注意观察包括反应再生压力、反应再生温度、蒸汽管网等。
4 结语
MTO反再系统工艺模式,在装置运行过程中需要不定期切换,在切换过程中需要确保减少装置波动,在最短的时间内,高效稳定的转换,同时转换过程也必须理论联系实际,根据不同MTO工艺特点灵活掌握操作要点,为装置安稳长满优运行提供安全保障。
[1]姜瑞文.中国石化S-MTO技术开发与工业化应用[J].齐鲁石油化工,2013,41(3):176-179.
猜你喜欢
能源化工(2021年2期)2021-12-30 18:31:06
石油炼制与化工(2020年9期)2020-09-10 09:38:34
广西电力(2016年1期)2016-07-18 11:00:35
广东石油化工学院学报(2016年6期)2016-05-17 05:17:25
河南冶金(2015年2期)2015-12-22 06:21:08
山西煤炭(2015年4期)2015-12-20 11:36:16
合成化学(2015年5期)2015-03-26 06:02:22
石油化工应用(2014年2期)2014-03-11 17:38:59
中国设备工程(2014年1期)2014-02-28 13:43:28
机电信息(2014年27期)2014-02-27 15:53:53