气伺服点焊枪离线测试检修设备功能设计
2016-11-19 06:34:47沈玉勇王砚宁
工业技术创新 2016年5期
沈玉勇,王砚宁
气伺服点焊枪离线测试检修设备功能设计
沈玉勇,王砚宁
(上汽大众汽车有限公司南京分公司车身车间,江苏南京,211100)
气伺服点焊枪是车身生产中的核心设备之一,对车身焊点质量起着至关重要的作用。为保证现场气伺服点焊枪可靠运行,从硬件设计、PLC硬件组态、软件编程、人机界面等方面研究设计了一套气伺服点焊枪离线测试检修设备,不仅实现了点焊枪的基本动作测试,同时也能够实现点焊枪带电流焊接测试,从而在现场可高效开展气伺服点焊枪检测修理工作,保证焊点质量及车身强度。
气伺服;点焊枪;离线测试;可编程逻辑控制器;焊接控制器
引言
新型气伺服点焊枪(以下简称点焊枪或焊枪)集气伺服控制器、气路管道、通讯控制器于一体,由焊枪电极运动伺服控制系统和焊枪平衡控制系统组成,两者通过Interbus-S总线形式实现通讯。焊枪的运动及参数均由上位机(机器人或PLC)控制和设置。
为缩短点焊枪故障处理时间,降低停线风险,急需一套焊枪离线测试检修设备。由于焊枪为新型进口产品,国内无配套测试设备,因此本文利用PLC(S7 317F)及Phoenix公司的Proxy等设备自行研究设计了一套点焊枪离线测试检修设备。为实现人机交互和焊接功能,该设备还使用了西门子公司的MP277触摸屏和BOSCH中频焊机控制器,它们通过Interbus-S总线连接到PLC系统中。
1 气伺服点焊枪简介
1.1工作原理
点焊枪依靠伺服气缸,将焊接板材压紧在两电极之间,并利用低电压、大电流、在短时间内利用电阻热熔化电极加压部位母材金属,形成熔核焊点[1]。
1.2基本结构
点焊枪结构主要包括:静臂电极、动臂电极、伺服气缸、伺服控制模块、平衡缸、伺服传感器等,如图1所示[2]。伺服控制模块为点焊枪的大脑,控制着点焊枪所有动作,包括电极大开、电极中开、电极闭合、重力平衡系统以及紧急停止等[3]。

图1 自动伺服点焊枪
2 离线测试检修设备设计
2.1硬件设计
在本设计方案中,PLC作为上位机控制着整个测试系统中的设备,包括点焊枪、BOSCH焊接控制器、MP277触摸屏、Proxy网关等。由于PLC自身不具备Interbus通信功能,因此Proxy的主要作用是将Profinet协议转换成Interbus协议,从而实现点焊枪伺服模块、BOSCH焊接控制器与PLC的通讯。测试设备硬件设计方案如图2所示。
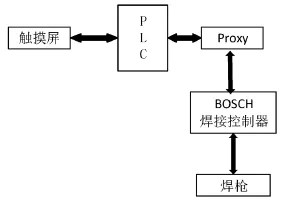
图2 测试设备硬件设计方案
2.2PLC硬件组态
按照硬件设计方案图铺设好网络线后,需在PLC硬件组态中将现场网络实现通信功能。可按照下面八个步骤进行[4]:
(1)添加一台机架RACK 300;
(2)在RACK 300机架的2号槽中插入CPU 317F-2 PN/DP;
(3)添加一条DP总线,并设置其波特率为1.5 M;
(4)添加一条PN总线,并设置其IP地址为192.168.0.2;
(5)在模块窗口中找到FL NP PND-4TX IB-LK V2.0模块并双击,将Proxy网关挂接到PN总线中;
(6)在Proxy的第3插槽内添加一个3Words DI/DO模块,该模块为BOSCH中频焊机;
(7)在Proxy的第4插槽内添加一个IBS RL 24 DIO 8/8/8-LK模块,该模块为过渡模块,无IO交换;
(8)在Proxy的第5插槽内添加一个5Words DI/DO模块,该模块为点焊枪的SMC模块。
至此,PLC硬件组态配置完成。点焊枪测试平台硬件组态如图3所示。
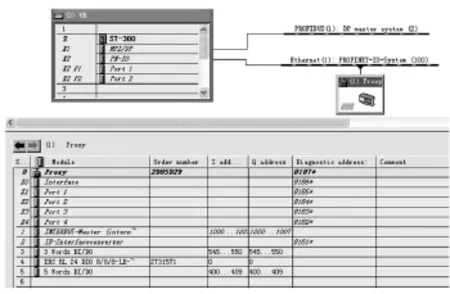
图3 PLC硬件组态
2.3软件编程
2.3.1伺服控制模块I/0
为了能够利用PLC实现控制点焊枪功能,首先该了解伺服模块的通讯字的含义,也即其与PLC通讯的80位中各位的含义。伺服模块的主要通讯字含义如表1所示[5]。

表1 伺服模块主要通讯字含义
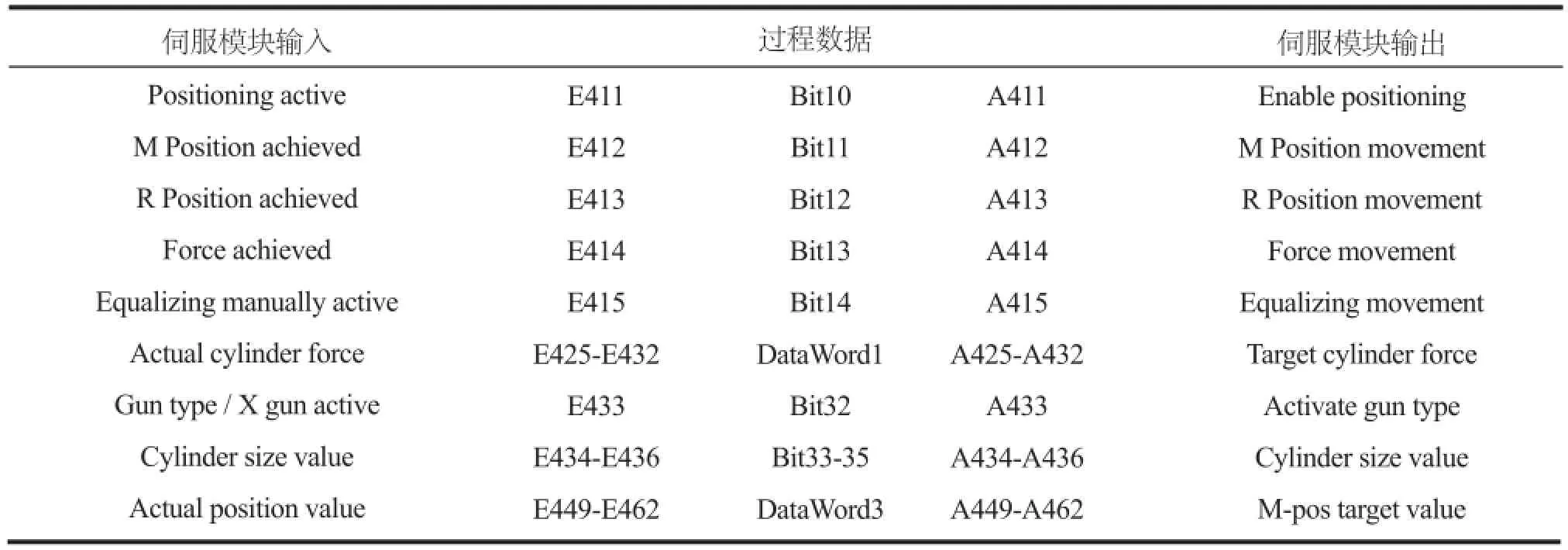
接表1
2.3.2PLC程序编写
根据点焊枪动作功能,将软件程序结构分为四个功能块,分别为:R位动作控制功能块、M位动作控制功能块、V位动作控制功能块和焊接控制功能块。按照点焊枪动作分块编程,结构清晰,便于阅读。程序流程如图4所示。

图4 程序流程结构图
2.4人机界面
现场使用的点焊枪气缸缸径、焊枪类型、最大压力、最大开口以及焊枪速度都不同,需要根据点焊枪型号将上述参数手动输入到PLC系统中。为方便测试人员操作,以西门子公司的MP277触摸屏作为人机界面(Human Machine Interface,HMI),大大降低了测试人员的操作难度,提高了便利性。点焊枪基本参数设置界面如图5所示。五个基本参数是:
(1)焊枪类型——现场点焊枪有C型和X型两种;
(2)缸径——现场有直径为80 mm、90 mm、100 mm、125 mm、140 mm、160 mm等不同缸径的点焊枪。需要根据被测试点焊枪的类型将缸径输入到PLC程序中;
(3)最大压力——每把点焊枪能够承受的最大压力都不同。为了保护被测试点焊枪,需要限制输出压力,避免损坏;
(4)最大开口——为动臂与静臂之间的距离,每把点焊枪的最大开口都不同;
(5)焊枪速度——SMC伺服模块可以控制点焊枪速度,调节范围为0~15(其中0对应 100%,15对应20%,按5%依次递减)。显而易见,当此参数设置为0时,点焊枪运动速度最快;反之则最慢。
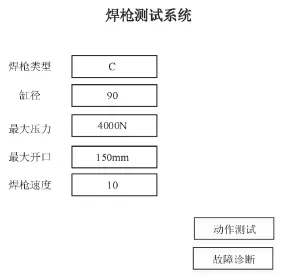
图5 基本参数设置
3 结束语
在点焊枪离线测试检修设备功能设计中,通过Interbus协议将PLC、BOSCH焊接控制器、点焊枪等设备连通,从而利用PLC控制实现了点焊枪测试功能,解决了之前点焊枪维修需要3~4名维修工到生产线上进行在线检测的问题,克服了费时费力、生产风险性大等难题,有效降低了生产线停线风险,大幅提高了劳动生产率。
[1]付先平. 浅谈伺服焊枪在车身焊接中的应用[J]. 科技经济导报, 2015(13): 33-35.
[2]李靖. 点焊机器人焊钳的设计[J]. 汽车工艺与材料, 2001(8): 25-28.
[3]唐海勇. 汽车车身制造焊钳的设计研究[J]. 企业科技与发展, 2009(2): 36-37.
[4]姜建芳. 西门子S7-300/400 PLC工程应用技术[M]. 北京: 机械工业出版社, 2012.
[5]SMC Corporation.SMC伺服模块说明书[Z]. 2010.

沈玉勇(1988-),男,江苏盐城人,本科,上汽大众汽车有限公司四厂车身电气工程师,主要从事电气维修工作。
E-mail: shenyuyong@csvw.com

王砚宁(1975-),男,江苏南京人,本科,上汽大众汽车有限公司四厂车身电气工程师,主要从事电气维修工作。
E-mail: wangyanning@csvw.com
Functional Design of Offline Test and Maintenance Device for Pneumatic Servo Spot Welding Gun
SHEN Yu-yong, WANG Yan-ning
(Body Shop of Nanjing Branch, SAIC Volkswagen Co., Ltd., Nanjing, Jiangsu, 211100, China)
Spot welding is one of the most important processes in the body shop of a car factory, which is related to the overall strength of a car. In order to keep the pneumatic servo spot welding gun in a good state, our factory designs a set of offline test and maintenance device with four aspects including hardware design, PLC hardware configuration, software programming, and Human Machine Interface, which not only can realize its basic actuation tests, but also realize welding tests with current, so that the maintenance personnel can do the repair work with pneumatic servo spot welding gun efficiently, and ensure the welding quality and the strength of car body.
Pneumatic Servo; Spot Welding Gun; Offline Test; Programmable Logic Controller (PLC); Welding Controller
TP23
A
2095-8412 (2016) 05-979-04工业技术创新 URL: http://www.china-iti.com
10.14103/j.issn.2095-8412.2016.05.041
猜你喜欢
现代农机(2022年3期)2022-07-11 11:42:12
防爆电机(2021年4期)2021-07-28 07:42:46
中国特种设备安全(2021年11期)2021-05-05 06:13:18
装备制造技术(2020年9期)2021-01-26 00:14:42
河北农机(2020年10期)2020-12-14 03:13:42
铁道通信信号(2020年6期)2020-09-21 09:23:34
中成药(2018年2期)2018-05-09 07:20:09
凿岩机械气动工具(2017年2期)2017-07-19 10:21:13
工业设计(2016年11期)2016-04-16 02:49:22
焊接(2016年6期)2016-02-27 13:04:57