
新疆机采棉与手采棉纺纱质量对比
2016-11-17 03:05周衡书唐晓丽
纺织器材 2016年4期
熊 伟,周衡书,唐晓丽
(1.新疆沃普农业发展有限公司,乌鲁木齐 830011;2.湖南工程学院 纺织服装学院,湖南 湘潭 411104)
•综合述评
新疆机采棉与手采棉纺纱质量对比
熊伟1,周衡书2,唐晓丽2
(1.新疆沃普农业发展有限公司,乌鲁木齐830011;2.湖南工程学院 纺织服装学院,湖南 湘潭411104)
对比分析了新疆机采棉与手采棉的质量差异,以及二者在清梳联、梳棉、精梳及成纱中存在的质量控制指标差异;指出:新疆机采棉虽然采摘成本降低,但是异性纤维多,短绒率高,在相同的工艺条件下无论是生产普梳纱还是精梳纱,其质量都远远落后于手采棉;进一步弄清新疆机采棉在纺纱过程中与手采棉的差距,是改进新疆机采棉在实际纺纱生产中存在问题的主要手段,也是调整采棉工艺参数、优选纺纱器材专件的关键;在特殊纺织品面料生产时,合理制定纺纱工艺,充分发挥新疆机采棉特点,亦是指导新疆机采棉进行改进、发展的重要手段。
新疆机采棉;手采棉;清梳联;梳棉;精梳;危害性纤维;地膜性异性纤维
1 概述
棉花从轧花形式上可分为锯齿棉和皮辊棉,从纤维长度上可分为细绒棉和长绒棉[1]。20世纪中叶,随着发达国家工业的进一步发展,劳动力资源成本进一步上涨,开始利用机器采摘棉花,不仅大大提高了采摘效率,而且也大大降低了采摘成本;数据显示,中国新疆用机器采摘棉花的成本只占人工采摘的三分之一,大大降低棉花种植生产成本,也促使中国棉花市场价格进一步向世界棉花市场价格靠拢和接近[2]。
虽然新疆机采棉的生产成本比手采棉的成本降低3 000元/t~5 000元/t,但是,受新疆特殊环境的影响,新疆机采棉的质量在现阶段远远落后于新疆手采棉,甚至连机采棉应有的异性纤维少的特性也不具备,地膜性异性纤维数量很高,一般是当地手采棉的5~20倍,是新疆生产建设兵团手采棉异性纤维的10~50倍,有时甚至更高;新疆机采棉地膜性异性纤维数量多、易碎、颜色浅,在纺纱后工序无论是采用除杂、除短绒还是梳理、落物、除尘的方式都很难将其清除干净。另一个较大的危害,就是新疆机采棉含有大量的不成熟纤维,也含有带有不孕籽、软籽表皮和僵斑类破碎量大的杂质,短绒率高,给纺纱厂的开松、除杂、除短绒、梳理、落物的控制带来严重影响,导致用新疆机采棉生产的半制品、棉纱、面料易出现大量的危害性疵点。且新疆机采棉在纺纱过程中落物率剧增,导致纺纱成本增加,很多情况下生产成本比新疆手采棉增加20%~30%,且棉纱质量也无法得到保证;棉纱价格也要比新疆手采棉低3 000元/t~5 000元/t——表面上新疆机采棉降低了棉花的生产成本,但是从生产成棉纱和棉纱织造的过程来看,新疆机采棉相比新疆手采棉付出的代价高1~2倍,反映在最终的纺织品面料上,新疆机采棉生产的面料在市场上不受欢迎[3]。
未来应根据新疆的实际气候环境、种植模式、种植品种、采摘方式、加工方式,对机采棉控制标准进行修改,以提高新疆机采棉的质量等级。减少新疆机采棉的异性纤维数量,危害性短绒和危害性杂质数量是新疆机采棉质量改进突破的重点,也是新疆机采棉缩小与国外机采棉质量差距的关键;进一步弄清新疆机采棉在纺纱过程中与新疆手采棉的差距,是改进新疆机采棉在实际纺纱生产中存在问题的主要手段,也是寻求新疆机采棉合适工艺流程、工艺速度和优选纺纱工艺参数、调整纺纱器材、专件的关键,利于新疆机采棉在纺纱过程中半制品质量得到有效控制,是满足后工序棉纱质量控制和面料质量控制的必要手段。
大量数据说明,新疆机采棉与手采棉的质量目前并不处于同一水平线上,且新疆机采棉的质量在多个物理指标上与手采棉存在至少2个等级以上的质量差异,尤其是棉花短绒率、未成熟纤维含量、成熟度、杂质、异物率、危害性疵点数量差异巨大;同时新疆机采棉等级混杂明显,即使是一个标准的三级棉花,其中可能也存在有二级、三级、四级、五级棉花,甚至还有可能有六级、七级棉花出现,因此未来机采棉关注的重点还必须回到重视籽棉的分等分级上来,否则由新疆机采棉进行棉纱生产,棉层棉絮、棉条、棉纱的质量波动在所难免;根据新疆机采棉本身具有的特性进行棉纱生产环节控制,是分析、了解、解决新疆机采棉生产过程中质量控制的重点[4]。
2 清梳联工序棉层质量比较
清梳联的主要功能是对棉花进行开松、除杂、混合,除短绒、除异物、预梳理;清梳联的流程不同,作用的效果也就不同;另外,采用不同的抓棉形式、打手形式、多仓结构也会造成不同的效果。
新疆机采棉轧花过程中,在过度打击的情况下,清梳联工序的柔性打击是防止新疆机采棉短绒率、疵点再增加、陡然增加、增加幅度过大的重要手段,而对于新疆手采棉无论是采用什么样的清梳联流程和什么样的打击形式,短绒率、危害性疵点的增加量都会相对较少,因为新疆手采棉具有严格的早中晚期之分和严格的等级之分,纤维本身的等级一致性较好,清梳联的速度、工艺本身不会对纤维层棉絮造成明显的影响,对于混和的要求相对较低,对清梳联工序的温湿度要求也没有新疆机采棉的要求严格;新疆手采棉本身的洁净度很高,同样对清梳联工序的除尘也没有新疆机采棉要求苛刻。由于新疆手采棉与机采棉含有的异性纤维数量、形式、形状均不同,清梳联工序异性纤维清除机对其的清除效果也明显不同,具体见表1。
表1试验数据说明:清梳联从抓棉、开棉、混棉到清棉,由于开松打击,无论是新疆机采棉还是手采棉的棉结、带纤维籽屑疵点含量、短绒率含量都在增加,异性纤维数量、异物率、杂质在下降,成熟度在增加,未成熟纤维在降低,杂质和短绒的清除主要发生在开棉、清棉工序,新疆机采棉被清除的力度比手采棉的力度大,危害性纤维能被有效控制。
3 梳棉工序棉条质量比较
梳棉工序预分梳、梳理、除杂、除短绒的效果是决定新疆机采棉和手采棉纺纱质量成败的关键,而且梳棉机的梳理强度、梳理点、梳理质量在纺纱流程中最为显著,除杂、除短绒、除危害纤维、除有害疵点的效果也是纺纱流程中最突出的,仅刺辊预开松、预梳理能力就比整个清梳联要高出约10倍。附着在梳棉机锡林上的分梳元件对棉层的梳理,一方面可以清除棉层中的未成熟纤维和短绒,另一方面可以将具有一定面积、一定体积的危害性疵点清除。因此,即使新疆机采棉存在较为明显的混杂性短绒、危害性纤维、危害性疵点,只要梳棉机的梳理元件结构合理,梳理工艺稳定,新疆机采棉中绝大多数危害性纤维、危害性疵点、危害性地膜异性纤维都会被清除。由于新疆机采棉在采摘、加工过程中形成了很多细小的危害性疵点,混有危害性纤维、细小的地膜性异性纤维,依靠梳棉机的梳理、除杂、除短绒很难将其附着于棉层中而且带有纤维的危害性疵点彻底清除,同样地膜性细小异性纤维也会跟随纤维层的运动而大量流入梳棉条中,继而对下游工序棉层、棉条、棉纱质量形成危害。未来在梳棉机针布的形式、齿密、工作角、锋利度、针布形状、针布大小等多方面改良,将新疆机采棉的危害性疵点、危害性纤维、危害性地膜异性纤维彻底清除,以满足梳棉条质量,从梳理效率和梳理效果上稳定梳棉条质量,减少梳理本身对原料质量、清梳联各工序的依赖,是未来梳理器材发展的主要方向。
表1新疆机采棉与手采棉在清梳联各工序测试对比

项目抓棉开棉混棉清棉机采棉手采棉机采棉手采棉机采棉手采棉机采棉手采棉棉结/(个·g⁃1)356152379173397199469234带纤维籽屑/(个·g⁃1)10232893491317130杂质/(个·g⁃1)1234110236100359628异物率/%0.20.10.50.20.40.10.30.1短绒率/%15.68.915.99.115.89.316.49.6成熟度/%8487848885888588未成熟纤维含量/%9.15.69.05.69.05.58.75.2纤维线密度/mtex151163152164152164154167异性纤维/(g·t⁃1)0.60.20.50.20.40.20.20.1除杂率/%0.200.030.700.200.200.102.300.90除短绒率/%000.50.3004.82.7
根据新疆机采棉现有的质量特性对梳棉机的梳理工序彻底攻关,完全可以用好新疆机采棉。表2是新疆机采棉与手采棉梳棉条质量对比。
表2试验数据说明:由于新疆机采棉本身的疵点、危害性纤维、异性纤维较多,通过梳棉机梳理后相对于手采棉的疵点、危害性纤维、异性纤维要多,而且在梳理过程中产生较大的落棉率,相对质量改善并不明显;新疆机采棉梳棉条中的短绒率、未成熟纤维含量说明棉条中还有大量的对纺纱具有危害性的纤维,因此在梳棉工序新疆机采棉和手采棉生产棉纱时采取不同的工艺设置是必要的。
表2新疆机采棉与手采棉梳棉条质量对比

项目机采棉手采棉棉结/(个·g⁃1)6741带纤维籽屑/(个·g⁃1)4311杂质/(个·g⁃1)5612异物率/%0.60.1短绒率/%15.88.6成熟度/%8588未成熟纤维含量/%8.15.1纤维线密度/mtex156169异性纤维/(g·t⁃1)0.300.04除杂率/%1.20.3除短绒率/%10.65.5
4 精梳工序棉条质量比较
一直以来,纺纱厂技术管理人员对新疆机采棉的评价不高,认为它根本纺不出高质量的棉纱,其实新疆机采棉中也有部分三级棉比手采三级棉的内在质量和外观质量要好,异性纤维甚至还优于手采棉,差别在于机采棉的短绒率相对偏高;与美国M级、澳大利亚M级机采棉的质量也无很大差异,大多情况下新疆机采棉三级还优于巴西机采棉M级——这就说明片面分析新疆机采棉不能生产高质量精梳棉纱的观念是错误的,对于新疆机采棉纺纱质量的要求,一定要从其采摘、加工的每一个细节进行分析,在部分新疆机采棉片区管理严格的团场,也有高质量低杂质、低短绒率、无异性纤维的棉花存在,所以新疆机采棉同样可以满足不同质量的精梳棉纱质量需要。在精梳工序采用相同的纺纱工艺,新疆机采棉与手采棉将会产生不同的质量效果,优化精梳工序的梳理器材及工艺,能促进新疆机采棉生产出高质量的精梳棉条。
根据不同质量的新疆机采棉确定精梳机的落棉率、梳理器材和纺纱工艺,是有效推进新疆机采棉未来发展的重要因素。表3是新疆机采棉与手采棉精梳条质量的对比分析。
表3新疆机采棉与手采棉精梳条质量对比

项目机采棉手采棉棉结/(个·g⁃1)1812带纤维籽屑/(个·g⁃1)20杂质/(个·g⁃1)20异物率/%0.020短绒率/%8.95.8成熟度/%8890未成熟纤维含量/%4.82.1纤维线密度/mtex171181异性纤维/(g·t⁃1)0.30.03除杂率/%1.10.5落棉率/%2213
表3试验数据说明:在精梳机采用相同的工艺参数条件下,新疆机采棉精梳条的危害性疵点、危害性纤维、异性纤维数量均比手采棉严重得多,精梳条纤维的成熟度相比也差,精梳落棉率比手采棉落棉率大40%~100%;同样,用国外机采棉生产精梳棉纱在相同工艺条件下也会比手采棉生产成本大20%~60%,即新疆机采棉生产高质量精梳棉纱不仅成本高,而且棉纱质量也很难有保证,选择机采棉生产高质量精梳棉纱时,一定要严格控制机采棉的主要物理指标,否则纺纱就会出现更多的问题。
5 成品棉纱质量比较
新疆机采棉由于籽棉本身没有严格的质量等级之分。标准的二级、三级新疆机采棉,也是高低等级质量混杂的二级、三级棉花,其中一定含有少量的四级或五级棉花,只是在机采棉中难以区分而已。采用地膜覆盖方式播种生产模式,无法杜绝地膜性异性纤维的存在,是新疆机采棉的又一大弊病。未来采用早熟品种减少霜后棉花在新疆机采棉的百分比,执行严格的分等分级,减少新疆机采棉的叶屑杂质,加工过程中减少使用低等级棉花少产生短绒率,是新疆机采棉发展的途径,也是其提高并稳定质量的重点。
就目前新疆机采棉与手采棉生产的棉纱质量,在多个质量指标方面都会存在差距,而且差距还很大,如何减少纤维的损伤损害,杜绝异性纤维是新疆机采棉需要解决的问题。相对而言,新疆机采棉生产精梳棉纱与手采棉相比差距要小,但是机采棉生产成本的用棉系数约高出0.3~0.8;生产普梳棉纱,二者的差距要大很多,尤其是棉纱的疵点、毛羽、强力、异性纤维差异最大,且机采棉生产普梳棉纱成本的用棉系数要比手采棉高0.1~0.2。因此,在未来新疆机采棉发展的过程中,好的机采棉与新疆手采棉和美国、澳大利亚机采棉M级相当的质量需要在短时间内实现,也是纺纱厂降低生产成本和提高棉纱质量的关键。表4是新疆机采棉与手采棉棉纱的质量对比分析。
表4新疆机采棉与手采棉棉纱质量对比
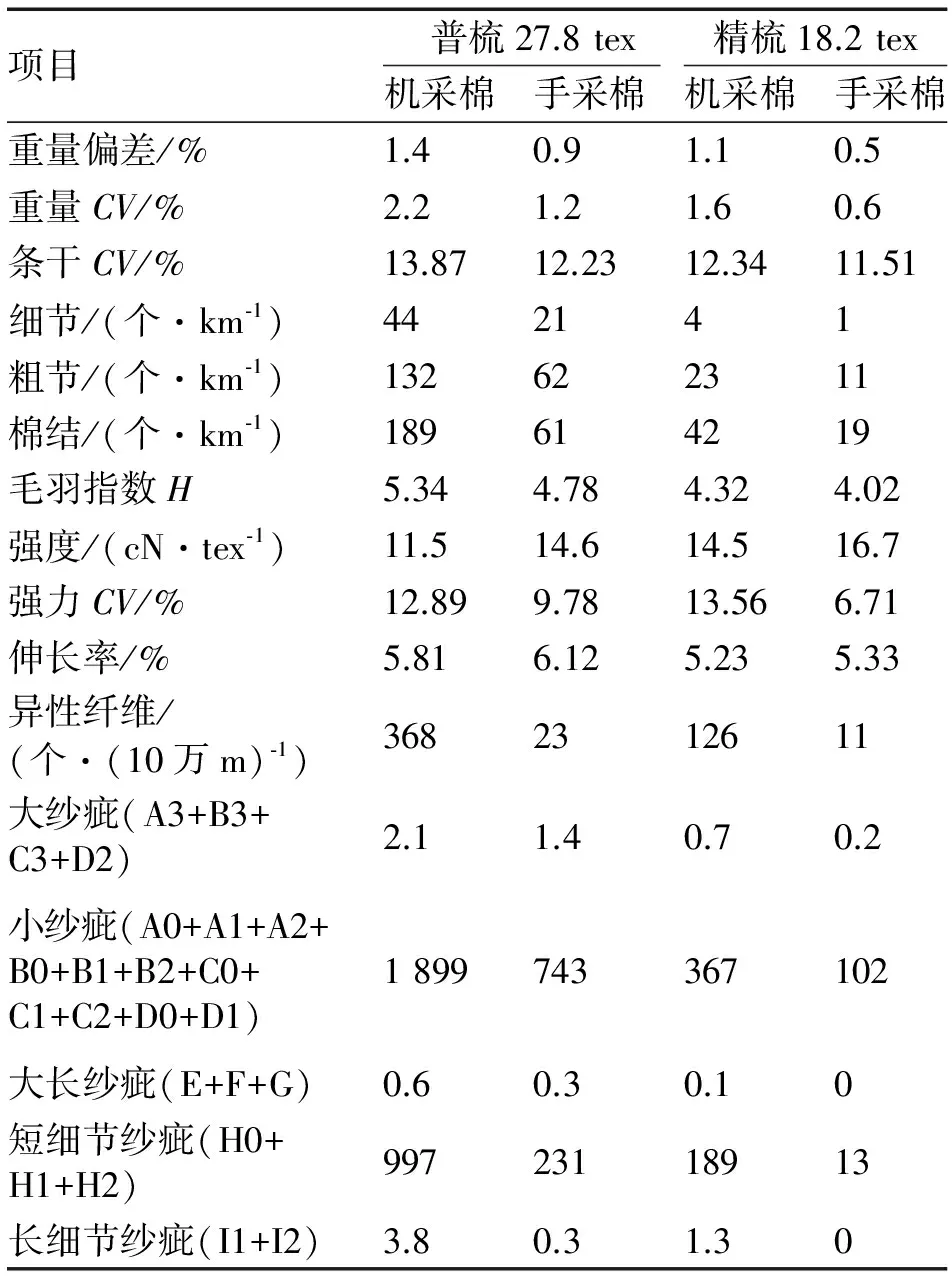
项目普梳27.8tex精梳18.2tex机采棉手采棉机采棉手采棉重量偏差/%1.40.91.10.5重量CV/%2.21.21.60.6条干CV/%13.8712.2312.3411.51细节/(个·km⁃1)442141粗节/(个·km⁃1)132622311棉结/(个·km⁃1)189614219毛羽指数H5.344.784.324.02强度/(cN·tex⁃1)11.514.614.516.7强力CV/%12.899.7813.566.71伸长率/%5.816.125.235.33异性纤维/(个·(10万m)⁃1)3682312611大纱疵(A3+B3+C3+D2)2.11.40.70.2小纱疵(A0+A1+A2+B0+B1+B2+C0+C1+C2+D0+D1)1899743367102大长纱疵(E+F+G)0.60.30.10短细节纱疵(H0+H1+H2)99723118913长细节纱疵(I1+I2)3.80.31.30
表4试验数据说明:无论是生产普梳棉纱还是精梳棉纱,新疆机采棉比手采棉生产的棉纱质量要差,不处于同一个等级,不适应生产高质量面料,特别是在棉纱的毛羽、各类纱疵、棉结、细节、粗节、异性纤维等方面。因此采用新疆机采棉进行普梳、精梳棉纱生产时,必须对纺纱质量的主要控制关键性工序进行工艺调整和优化,否则新疆机采棉生产的棉纱在后工序就会导致纺织品面料降等降级,可能会导致大量索赔。
6 结语
6.1新疆机采棉含有大量的危害性纤维、危害性杂质、危害性地膜类异性纤维,这是改进新疆机采棉质量的重点突破口,也是新疆机采棉缩小与国外机采棉质量差距的关键。
6.2在相同的工艺条件下新疆机采棉生产的棉纱无论是普梳纱还是精梳纱,质量都远远落后于手采棉生产的棉纱;且在清梳联、梳棉、精梳工序的质量指标与手采棉相比也存在极为明显的差距,进一步弄清新疆机采棉在纺纱过程中与手采棉的差距,是改进新疆机采棉在实际纺纱生产中存在问题的主要手段,也是调整新疆机采棉工艺参数、优选纺纱器材专件的关键。
6.3改变新疆机采棉在清梳联、梳棉、精梳工序的工艺流程、参数和梳理器材,可以在一定条件下促使机采棉生产出符合质量的普梳棉纱、精梳棉纱;在一些特殊纺织品面料生产时,合理制定纺纱工艺,充分发挥新疆机采棉的特点,也是指导新疆机采棉进行改进发展的重要手段。
[1] 赵琦.轧花工艺对机采棉和手采棉性能影响的探究[D].新疆大学,2007.
[2] 王志坚,徐红.新疆机采棉的调研与发展建议[J].中国棉花,2011(6):12-16.
[3] 熊伟,周献珠,张野.机采棉的特点及对成纱质量的影响[J].棉纺织技术,2005,31(7):58-59.
[4] 熊伟,周献珠.有机长绒棉性能及纺纱效果[C]//“五爱·潜阳杯”2014’纺织器材制造、应用及新技术交流研讨会论文集.咸阳:全国纺织器材科技信息中心,2014.
Spinning Quality Comparison of Xinjiang Machine-picked Cotton and Hand-picked Cotton
XIONG Wei1,ZHOU Hengshu2,TANG Xiaoli2
(1.Xinjiang Good Harvest Agriculture Development Co.,Ltd.,Urumqi 830011,China;2.School of Textile and Clothing Hunan Polytechnic Engineering University,Xiangtan 411104,China)
Quality comparative analysis is done of the differences in Xinjiang machine-picked cotton and hand-picked cotton,as well as the index difference in quality control in the processes of clear-carding combination,carding,combing and the resultant yarn.It is pointed out that the Xinjiang machine-picked cotton is of low cost in harvest,but there are varieties of foreign fibers with high rate of staple fiber.Under the same conditions,production of either carded yarn or combed yarn prove that the Xinjiang machine-picked cotton is far inferior to the hand-picked cotton in yarn quality.Making clear the difference in-between is the key to the solution of the problems existing in the yarn production practice.It is also important in regulating the index of cotton picking and the optimization of textile accessories.Another important means guiding modification and development of Xinjiang machine-picked cotton lies in proper deciding spinning process and making full play of Xinjiang machine-picked cotton in production of special textile materials.
Xinjiang machine-picked cotton;hand-picked cotton;clear-carding combination;carding;combing;harmful fiber;anisotropic fiber film
2015-12-10
熊伟(1967—),男(白族),湖南张家界人,高级工程师,主要从事纺纱与棉纤维研究。
TS111.9
A
1001-9634(2016)04-0059-04
猜你喜欢
纺织器材(2021年3期)2021-07-27
国际纺织导报(2021年8期)2021-03-17
纺织器材(2020年2期)2020-06-05
现代纺织技术(2019年2期)2019-09-10
纺织科学研究(2019年1期)2019-01-17
新型工业化(2018年12期)2018-04-24
棉花科学(2017年1期)2017-03-10
中国棉花加工(2015年4期)2015-12-19
湖北农业科学(2015年16期)2015-10-28
中国纤检(2015年11期)2015-06-26
