元坝气田多相流计量橇控制系统设计
2016-11-16 09:27冯栩迟
甘肃科技 2016年20期
杨 帆,徐 镇,冯栩迟
(甘肃蓝科石化高新装备股份有限公司,甘肃 兰州 730070)
元坝气田多相流计量橇控制系统设计
杨帆,徐镇,冯栩迟
(甘肃蓝科石化高新装备股份有限公司,甘肃 兰州730070)
文章通过分析多相流计量橇的实际工作要求,提出了简单实用的流量自动控制模型。应用计算机数据采集、控制模块、流量测量及控制部件,实现了各相流量的自动控制过程。该自动控制系统调节精度高、速度快、实用性高、可靠性好、整体造价低,在实际应用中取得了良好的效果。
自动控制系统;多相流计量橇;PID控制;报警系统;流量监测
元坝气田为超深高含硫气田,含硫天然气是有毒气体,故在日常的生产作业中,应尽量避免现场操作,因此元坝气田多相流计量橇的自动控制系统是一项关键技术,要求自动化程度和可靠性都比较高。我们通过分析实际要求,设计了切实可行的控制系统,确定了测量部件和调节部件[1],达到了最终的使用效果。
1 工艺系统介绍
多相流计量橇包括一台多相流分离器、信号采集变送器、信号处理执行器、流量计等。入口介质经过设备处理后,通过气相出口和液相出口外输,达到了多相流计量的效果。如图1所示。

图1 多相流计量橇工艺系统
2 控制要求
2.1PID控制回路
系统总共有两个PID控制回路:
根据压力变送器PIT测量的压力控制阀门PV(压力控制阀)的开度,以保持多相流计量橇块内的压力恒定。PID值要求可在控制柜和SCADA系统上手动输入。根据液位变送器LIT测量的液位控制阀门LV(液位控制阀)的开度,以保持多相流计量橇块内的液位恒定。PID值要求可在控制柜和SCADA系统上手动输入。系统分为手动和自动两种模式。手动模式下控制柜和SCADA均可对控制阀手动调节。自动模式下控制阀进行PID自动控制。PV和LV的手动、自动模式切换独立。系统要达到自动和手动模式的无扰切换。
2.2连锁
当液位变送器LIT测量值小于300mm时,LV全部关闭,以便回升液位,当回升至正常液位(500mm)时解除连锁,进行PID自动调节。此连锁手动自动均存在。当压力变送器PIT测量值高于8.0Mpag时,PV全部打开,以便减低压力,当减低到正常压力时解除连锁,进行PID自动调节。此连锁手动自动均存在。
2.3报警
压力有高 (8.0Mpag)、高高 (8.6Mpag)和低(6.0Mpag)、低低(5.8Mpag)报警;液位有高(850mm)、高高(900mm)和低(350mm)、低低(300mm)报警;温度有高、低温度报警。
3 控制系统组成
如图2所示,控制系统采用SCADA系统+现场监控计算机+PLC三级控制模式,即现场PLC自动采集设备运行状态和各种在线仪表的参数,并对数据进行处理和储存,通过MODBUS协议供现场监控计算机和SCADA系统调用。SCADA系统和现场监控计算机则随时跟踪接收PLC的数据信号,并对各种类型模拟量及运行状态进行巡回检测,对各种类型的报警进行故障判断处理。SCADA系统、现场监控计算机、PLC、触摸屏、电气控制柜、现场仪表等共同组成了整个控制系统。这样的配置使整个控制系统结构简洁、合理、可靠性和自动化程度更高[2]。

图2 控制系统组成
4 控制系统设计
多相流计量橇控制系统设计包括系统硬件设计和系统软件设计。
4.1系统硬件设计
根据系统的要求,配置好整个系统的硬件,才能实现多相流计量橇简易、高效、低能耗的过程自动化控制[3]。此次采用的是性价比较高,且跟SCADA系统配套的ABB品牌PLC,配以ABB品牌的数字量输入输出模块、模拟量输入输出模块、触摸屏。根据系统逻辑与时序控制的需要,建立I/O清单,搭建硬件,最终实现自动控制[4]。
4.2系统软件设计
软件设计包括过程控制及组态监控两部分,软件中的程序部分主要是根据整个控制系统的操作程序、功能要求、硬件部分的配置情况和PLC总I/ O分配情况进行设计。根据多相流分离器的操作程序以及控制要求,设计出系统的控制流程图[5],如图3所示。

图3 系统控制流程图
PLC组态监控设计是基于PLC控制系统流程实现的,系统软件设计具有以下特点,如图4所示。
1)可实现人机对话,可实时显示现场模拟量仪表的状态。
2)可根据需要设置调节阀的开度,液位、压力的设定点等参数。
3)具有永久储存程序参数的功能,直至重新更新改新的参数。
4)为了能使系统可靠运行,软件设置了故障报警、现场控制参数高低报警,当PLC接收到的模拟量参数高于或低于设定报警值时,控制系统自动启动蜂鸣器并同时在触摸屏上显示报警画面。
5)系统配置了PLC与现场SCADA系统的通讯,由现场PLC通过MODBUS协议实时传送现场情况来实现远程监控整个系统的运行状态。
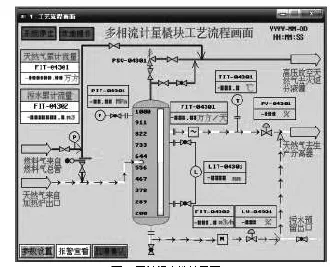
图4 系统组态监控界面
5 结束语
元坝气田多相流计量橇自动控制系统是在简单实用的自动控制模型基础上,从实际应用角度出发,采用可靠性高,抗干扰能力强的可编程逻辑控制器[6],实现了橇块的全自动控制,自投入使用以来,运行良好,显示出简洁、实用、稳定、可靠等优点,受到了业主的好评[7]。
[1] 杨亚枫,王国涛.流量自动控制的设计与实现[J].石油仪
器,2002,16(3):9~11.
[2] 王建,黄显德.三相分离器自动控制系统的设计[J].甘肃科技,2013.
[3] 王新,翁玉武.PLC控制系统用于原油脱水[J].油气田地面工程,2004,10.
[4] 胡静.船舶油水分离器控制系统的研究[J].宁波:公安海警学院学报,2015.
[5] 王晓莉.GLCC多相流计量装置[J].测量与设备,2005(4).
[6] 薛国民,沈毅.螺旋管气液分离器结构与控制系统设计[M].电机与控制学报,2009.
[7] 贾梅英,元爱红.多相流分离计量技术的应用研究[J].INDUSTRIAL MEASUREMENT,2006VOL.16NO.4.
TB93
猜你喜欢
石油工业技术监督(2022年7期)2022-08-18
河北农机(2020年10期)2020-01-08
电子制作(2018年12期)2018-08-01
小学生导刊(2017年17期)2017-05-17
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
世界汽车(2016年8期)2016-09-28
汽车维护与修理(2015年2期)2015-02-28
自动化博览(2014年12期)2014-02-28
自动化博览(2014年12期)2014-02-28