
蒸发系统U型管平衡过汁的生产实践
2016-11-16 09:20:40黄文略刘胜杰何华柱韦生勇郑慧琳冯永茂谢绍锐
广西糖业 2016年4期
黄文略,刘胜杰,何华柱,赵 强,韦生勇,郑慧琳,冯永茂,梁 裕,谢绍锐
(广西永鑫华糖集团有限公司,广西 南宁 530021)
蒸发系统U型管平衡过汁的生产实践
黄文略,刘胜杰,何华柱,赵 强,韦生勇,郑慧琳,冯永茂,梁 裕,谢绍锐
(广西永鑫华糖集团有限公司,广西 南宁 530021)
分析了糖厂多效蒸发系统U型管在生产中对平衡过汁、稳定蒸发操作和减少糖分损失等方面的原理、作用和效果,介绍了广西都安永鑫糖业有限公司在使用蒸发系统U型管平衡过汁的实践,并与传统蒸发系统的生产进行了对比。
蒸发系统;U型管;平衡过汁
0 引言
国内亚硫酸法糖厂的蒸发系统多采用手动方式控制蒸发液位。部分糖厂使用自动方式控制蒸发系统,但液位的测量往往不够准确,只能用鼠标操作气动阀来控制液位,自动控制蒸发液位较难实现。手动控制蒸发系统的缺点有以下几个方面:一是蒸发各效液位不稳定。蒸发汽压的变化,抽汽量的变化,入料的不稳定等因素都会造成蒸发液位的变化,手动控制阀门跟不上这些变化,从而使蒸发液位控制不稳定。二是糖浆锤度控制不稳定。由于蒸发液位不稳定,流量调节频繁,糖浆锤度也就跟着波动。三是糖分损失大。手动控制蒸发系统,糖汁在蒸发罐内的停留时间较长。当糖汁停留时间越长,蒸发过程的pH下降越大,糖分转化损失越多。
本文以广西都安永鑫糖业有限公司的生产数据为依据,通过对比分析两个榨季蒸发系统的运行情况,阐述U型管过汁在蒸发系统中的作用和效果。
1 蒸发系统U型管平衡过汁的工作原理
根据生产实际,查找历年生产记录,核算出蒸发罐各罐汁室的压力差,由压力差来确定U型管的总高度。每个蒸发罐出汁进入U型管之前制作一个小平衡箱,每个小平衡箱顶部接一根平衡管,每个蒸发罐制作U型过汁管路,糖汁由压力差实现自动过汁,并且液位保持稳定。
2 蒸发系统U型过汁管的技改实践
广西都安永鑫糖业有限公司在2014年对蒸发系统进行了技改,加入了U型管平衡过汁系统,技改内容如下。
一是每个蒸发罐制作U型过汁管路(见图3)。
二是每个蒸发罐出汁进入U型管之前制作一个小平衡箱,小平衡箱内隔板的最高水平位置在该蒸发罐加热管总长三分之一的水平位置。
三是在U形管顶部增加一条小平衡管(见图1)。
四是2#~6#罐将原自动控制调节阀改到入汁管上安装。
五是U形管底部接一条管到糖浆平衡罐(见图2),转停罐时利用真空可将U形管里积料排清。
六是为便于日常转罐管理,前三个罐出汁高度取值相同,后三个罐出汁高度取值相同。
3 U型平衡过汁管使用效果
3.1 物料均衡过汁
经过2014/2015年榨季生产实践,蒸发U型管平衡过汁系统运行良好,过汁阀调好开度后除了转罐和榨量调整,基本不用再动作,物料过罐相比之前平稳;而传统的蒸发操作是人工手动调节过汁阀门,阀门动作频繁,平衡过汁的调节滞后,往往出现高液面的情况。

图1 小平衡箱和平衡管

图2 U型管的排底管
3.2 能均衡的抽取汁汽
经过生产实践,蒸发各效在保持低液面运行下,未出现较大液面波动及干锅现象,在I效汽鼓蒸汽压力稳定下,蒸发各效产生的汁汽较为稳定,从而进一步确保了物料加热及煮糖低一级抽取汁汽的稳定性。在较好的生产前提条件下,末效蒸发糖浆锤度均在生产工艺要求的指标范围内(58~65°Bx),为下一工段创造良好的工艺条件。
3.3 经济效益分析
应用U型管平衡过汁,蒸发系统的各个罐都能够保持以最低的液面过汁,减少了糖汁在蒸发罐里的停留时间,从而减少了糖分在蒸发罐里的转化损失。在广西都安永鑫糖业有限公司,由于山区、光照时间短,甘蔗纯度低等原因,蔗汁在蒸发过程pH下降比较大。广西大学刘慧霞教授等认为蔗汁pH值降低的程度与入罐清汁的纯度有一定的关系。一般情况下入罐清汁的纯度较低,其还原糖、酰胺等含量较高,蒸发过程的pH下降就较大。
以2014/2015年榨季广西永鑫华糖集团各公司
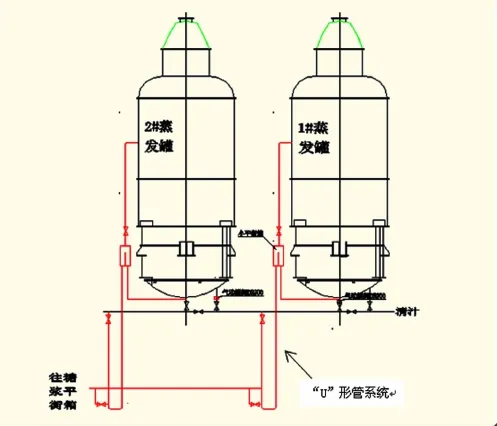
图3 U型管结构示意图
数据对比,见表1。

表1 2014/2015年榨季广西永鑫华糖集团甘蔗及糖汁数据
表1可知,都安永鑫糖业有限公司的甘蔗夹杂率、混合汁还原糖与蔗比是最高的,而物料纯度正好相反是最低的,因而在物料蒸发过程中pH值下降幅度较大是必然的。
在蒸发系统糖汁pH降幅大的情况下,降低糖汁的停留时间变得重要,停留时间减少,就可以达到减少糖分损失的目的。
永鑫华糖集团各公司2014/2015年榨季和2013/ 2014年榨季的蒸发工段的生产指标分别见表2、表3。
从表2、表3可知,2014/2015年榨季都安永鑫糖业物料经过蒸发系统后纯度上升是最多的,其中清糖浆比初压汁简纯度上升0.97个百分点,同比提高0.74个百分点。以上数据说明了蒸发U形管平衡过汁系统在生产过程中,减少了蔗糖转化。经核算,此榨季蒸发系统减少蔗糖损失约257吨,按当时的糖价可折算为128.6万元。


表2 2014/2015年榨季永鑫华糖集团各公司蒸发系统指标(2014年12月1日~2015年3月23日)
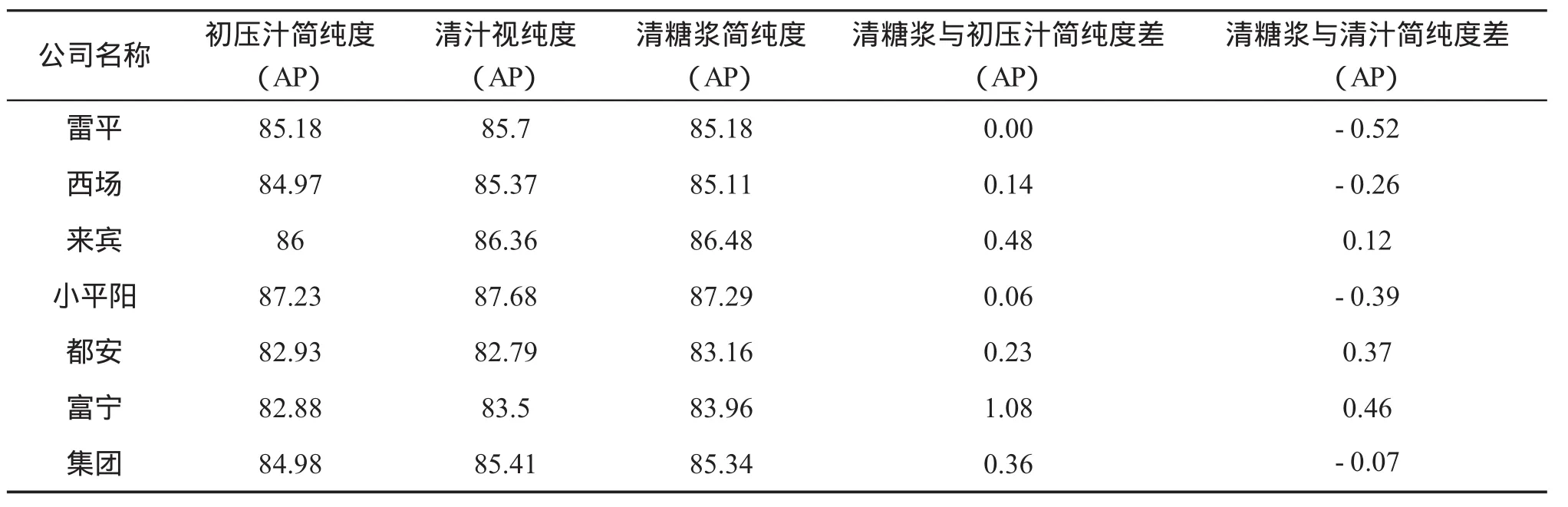
表3 2013/2014年榨季永鑫华糖集团各公司蒸发系统指标(2013年12月1日~2014年3月23日)
式中,T为2014/2015年榨季入榨甘蔗量;S为甘蔗蔗糖分;E为压榨抽出率;R为煮炼收回率;A为使用U型过汁管后减少的蔗糖损失;U为白砂糖单价。数据来自都安永鑫糖业的生产报表。从以上计算可以看出,蒸发系统采用了U型管平衡过汁后,在总榨量不变情况下,每个榨季可以为公司增加一百多万元的经济效益。
4 结语
首先U型管的高度应根据各个企业的历年生产实际和生产指标来确定;要求蒸发系统的抽汽情况稳定,不应有大的抽汽波动和长时间的波动。
其次采用U型管平衡过汁代替传统的手工调节阀门过汁,具有明显的优势,不仅降低了工人的劳动强度,更重要的是减少了蔗糖在蒸发过程的损失,是挖掘提高企业效益的一个有效途径。
[1] 霍汉镇.现代制糖化工与工艺学[M].北京化工出版社,2008.
[2] 霍汉镇.制糖工艺与装备的新概念与新实践,全国甘蔗糖业信息中心,2002.
[3] 陈维钧,许斯欣,林福兰,等.甘蔗制糖原理与技术(第三分册),北京:中国轻工业出版社,2001:169.
[4] 刘慧霞,陆登俊等.甘蔗氨基酸含量变化及其对蔗汁品质的影响,甘蔗糖业,2003.08.25.
[5] 王绩平,唐海燕,廖宝抚,等.蒸发糖汁pH下降原因分析及应对措施,甘蔗糖业,2009.
TS243.3
B
2095-820X(2016)04-04
2016-04-05
猜你喜欢
中国调味品(2024年4期)2024-05-29 13:47:00
广西糖业(2022年3期)2022-07-16 08:08:40
广西糖业(2022年1期)2022-03-31 08:42:38
化工管理(2021年7期)2021-05-13 00:46:04
广西糖业(2021年1期)2021-05-08 07:03:28
烟台大学学报(自然科学与工程版)(2021年1期)2021-03-19 08:39:10
中国调味品(2020年3期)2020-03-20 08:40:52
国际呼吸杂志(2019年20期)2019-11-23 08:46:06
中国调味品(2019年11期)2019-11-14 08:13:00
