
开口度可调式液压剪在铝板带生产线的设计与应用论述
2016-11-16 02:29北京瀚川鑫冶工程技术有限公司张建国
资源再生 2016年8期
文 / 北京瀚川鑫冶工程技术有限公司 张建国
开口度可调式液压剪在铝板带生产线的设计与应用论述
文 / 北京瀚川鑫冶工程技术有限公司 张建国
本文简单概述了铝板带热轧生产线常规液压剪发生的一些问题,针对问题提出了本设计的改进方式,对本开口度可调式液压剪的设计结构、工作原理和功能特点进行了较为详细的阐述;并通过实际案例表明其运行平稳可靠、效果良好,可以大力推广应用。
开口度 液压剪 调整装置 锁紧机构
一、概述
直刃单斜式液压重型剪切机一般用于铝板带热轧生产线,位于粗轧机之后、精轧机之前,其剪切范围大(30~120mm),对于软态铝最大剪切厚度可达150mm。主要用于剪切粗轧阶段铝板头尾张嘴部分的板坯,如配置定尺标尺还可对板料进行定尺剪切,剪切后的板料做为中厚板成品下线。
由于重型液压剪剪切厚度大,所以剪切力相对较大,为减小剪切力,剪刃一般都设计为斜刃剪切,一般为下刀刃平直设置,上刀刃单斜设置,倾斜角度一般为3~5°。
由于重型液压剪是单斜式液压剪,当剪切板料较宽时,剪切行程就较大,这样被剪切板料随着下刀架的抬升高度就大。由于下刀刃是平直刃、而上刀刃是斜直刃,所以在剪切过程中,板料除受到刀刃的剪切力之外,还会受到上下刀刃对板料的压扭作用力的作用,再加上板料的自重,当剪切过程中,板料抬升过高且板料相对较薄、较宽时,就会在临近剪切完毕板料提前撕裂而断,造成切口不整齐,甚至有可能由于切口缺陷造成板料报废。
本新型结构设计,设置有开口度调整装置,可根据不同的待剪切板料进行开口度的二次调整,该调整装置安装于液压剪上部连接横梁处,通过开口度调整装置的偏心轴和上刀架的升降连杆机构相连接,再通过升降连杆机构带动上刀架进行开口度的调整。
二、本液压剪的基本结构设计说明
本技术设计的特点是:开口度调整机构简单、控制运行可靠,可根据不同的剪切板料进行开口度的二次调整,开口度的调整量由偏心轴的偏心距和旋转角度决定,调整装置还设置有偏心轴的锁紧装置,保证在剪切过程中上刀架的连杆机构的稳固。设备设计结构简图如图-1所示,其由机架装配、上剪切装置、下剪切装置、剪刃开口度调整装置、以及液压介质、润滑等管路及电气检测元件等组成。
1.本液压剪的机架装配主要由液压剪机架立柱(15)、液压剪底座(16)、液压剪连接横梁(03)组成。四个机架立柱通过螺栓和底座相连接,四个机架立柱和液压剪连接横梁通过键和螺栓相连接。板料压紧装置(06)安装在上刀架上,剪切时压紧板坯以利于顺利剪切。其由压紧液压缸(17)、导向杆(21)、压紧压板(20)等组成。
2.上剪切装置主要由上刀架升降缸(02)、上刀架升降连杆机构(04)、上刀架(05)、压紧装置(06)、上剪切刀(07)组成。上刀架升降缸(02)安装于液压剪连接横梁(03)上,其通过销轴和上刀架升降连杆机构(04)的摆杆一(22)相连接;上刀架升降连杆机构的摆杆一(22)和摆杆二(23)连接于开口度调整装置的偏心轴(18)上,偏心轴固定于液压剪连接横梁(03)上,与液压剪连接横梁间隙配合,可旋转;上刀架升降连杆机构的另一端和上刀架(05)通过销轴相连接;而升降连杆机构和液压剪连接横梁、上刀架组成双平行四边形结构,通过上刀架升降缸的推出和缩回推动双平行四边形的摆动,从而带动上刀架升降。
上刀架的两端侧面和机架立柱内侧面的耐磨衬板间采取间隙配合,保证上刀架可自由上下滑动,且耐磨衬板和上刀架间的间隙可调整,保证耐磨衬板磨损后的间隙一定。
3.下剪切装置主要由下剪切刀(09)、下刀架(10)、主剪切柱塞缸(11)、下刀架同步装置(12)、主剪切活塞缸(14)组成。下刀架(10)由左右两个主剪切柱塞缸(11)支撑于其两端,主剪切柱塞缸安装于液压剪底座上;在下刀架中部还设置有主剪切活塞缸(14),其头部铰接于下刀架上,尾部通过耳轴安装于液压剪底座上,剪切厚板时,主要由主剪切柱塞缸和活塞缸共同驱动完成剪切,剪切后在主剪切活塞缸拉动下刀架回位;剪切薄板时,主要由主剪切柱塞缸驱动完成剪切,然后由活塞缸拉动下刀架完成下刀架的回位。
下刀架的两端侧面和机架立柱内侧面的耐磨衬板间采取间隙配合,保证下刀架可自由上下滑动,且耐磨衬板和下刀架间的间隙可调整,保证耐磨衬板磨损后的间隙一定。
4.该液压剪开口度调整装置的设计结构简图如图-2所示,其主要由调整装置偏心轴(18)、减速电机(24)、偏心轴锁紧滑块(25)、锁紧液压缸(26)、锁紧滑块导轨(27)组成。
调整装置偏心轴(18)与液压剪升降连杆机构(04)的摆杆一(22)和摆杆二(23)连接,偏心轴与液压剪连接横梁(03)滑动配合连接安装;偏心轴一端和减速电机(25)连接,另一端设计成外花键结构并与内花键结构设计的偏心轴锁紧滑块(26)相配合,从而实现偏心轴的锁紧与分离;偏心轴锁紧滑块安装于锁紧滑块导轨(27)上,导轨和滑块的配合处设计为燕尾槽结构,保证锁紧滑块只能前后往复滑行,不能翻转;锁紧液压缸(26)采用中间铰接式液压缸,其头部连接于锁紧滑块上,液压缸推出,推动锁紧滑块前移而锁紧偏心轴,液压缸缩回,拉动锁紧滑块后退而松开偏心轴。
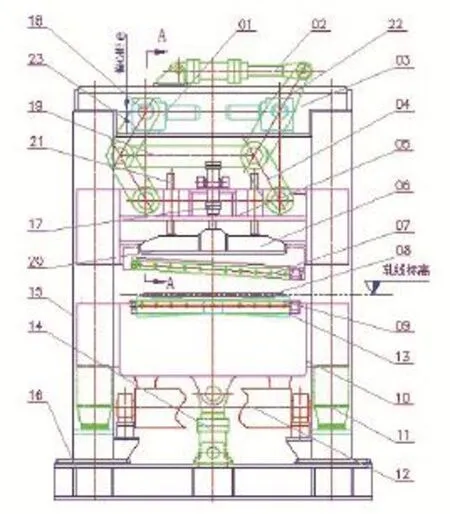
图-1 液压剪基本结构简图
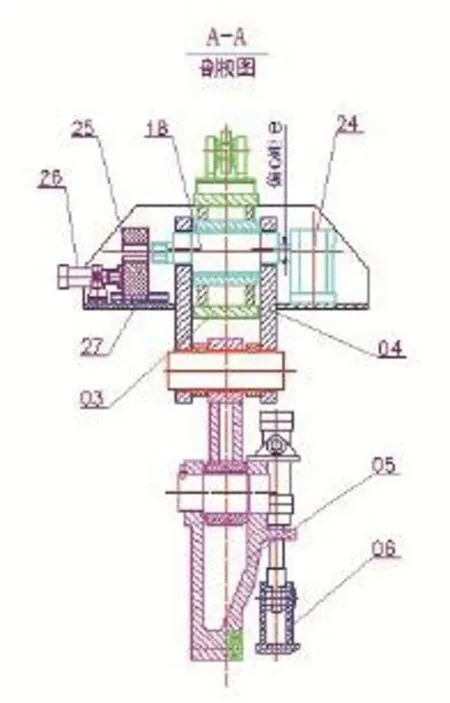
图-2 调整装置结构简图(图-1中A-A剖)
三、本液压剪的工作原理
1. 如图-1、图-2所示,液压剪剪切时,上刀架(05)由升降液压缸(02)通过升降连杆机构(4)带动上刀架至第一行程剪切位置,然后根据板厚由开口度调整装置的减速电机驱动偏心轴并带动升降连杆机构及上刀架至合适的剪切位置。
2. 上刀架行程分为两级,第一级行程主要由升降缸驱动升降连杆机构实现,第二级行程由开口度调整装置的减速电机驱动偏心轴实现。当剪切板料厚度>50mm时,板料进入到剪切位置后,上刀架才可进行第一级行程下降,这样可避免板料的翘曲而撞击到刀刃,剪切完毕再次提升刀架,等待第二块板料的剪切;当剪切板料厚度≤50mm时,上刀架可先进行第一级行程下降,剪切完毕不用提升刀架,继续等待剪切下一块板料,这样可提高剪切效率。
3. 当第一级行程下降到位,待剪切板料也进入到剪切位时,开口度调整装置的偏心轴在减速电机驱动下,开始由偏心最高位向最低位旋转,驱动升降连杆机构及上刀架继续下降,从而使剪切开口度进一步减小。二级行程的下降量,也就是剪切开口度的调整量是由开口度调整装置的偏心轴的偏心距e和偏转角度决定,偏心距e的设计取值保证剪切最厚板和最薄板时,上刀口距板面的距离既不过大也不过小,基本在20~40mm的范围;而偏心轴的旋转角度也是根据剪切板料的厚度确定,其确定原则也是尽量保证上刀口距板面的距离既不过大也不过小,基本在20~40mm的范围。
在剪切最厚板料时,偏心轴的偏心位在最高点,剪切最薄料时,偏心轴的偏心位旋转到最低点,也即偏心轴旋转180°。
4.剪切50mm以上厚板坯时,活塞缸和柱塞缸共同作用驱动下刀座向上运动,实现剪切;剪切50mm以下薄板坯时,柱塞缸单独驱动下刀座向上运动,实现剪切,左右柱塞缸采用机械连杆同步装置。
5.当待剪切板料进入液压剪剪切位后,上刀架升降缸开始快速拉动,带动升降连杆机构(04)及其上刀架(05)快速下降,下降到位后,开口度调整装置的减速电机开始工作,驱动偏心轴由最高位向低位进行旋转,从而带动升降连杆机构(04)及其上刀架(05)继续下降,剪切开口度进一步减小。偏心轴的旋转角度根据待剪切板料的厚度由控制系统自动确定,偏心轴旋转到确定位后,开口度调整装置的锁紧液压缸推动锁紧滑块向前,滑块内花键嵌入偏心轴端的外花键,从而锁死偏心轴,避免在剪切过程中偏心轴的转动影响剪切的平稳性。
6.在调整装置的偏心轴旋转的同时,设置于上刀架上的压紧装置(06)的压紧液压缸(17)也开始向下推出,带动压紧装置的压紧压板(20)向下压向待剪切板料,在偏心轴旋转到位后,压紧板紧随其后也压紧到位。此时下剪切装置的下刀架(10)带动下剪切刀(09)在主剪切柱塞缸(11)和主剪切活塞缸(14)的共同作用下,向上运动,和上剪切刀对板料形成斜向剪切,实现剪切。
7.剪切完毕,下刀架在活塞缸的拉动下,向下运动,同时柱塞缸泄压,实现下刀架的回位;同时上刀架升降缸推出,通过连杆机构带动上刀架上升回位,同时偏心轴旋转回位,压紧液压缸缩回带动压紧压板提升回位,完成一次剪切。
8.当待剪切板料小于50mm时,完成一次剪切后,上刀架无需要提起回位,只进行偏心轴旋转回位,压紧液压缸缩回带动压紧压板提升回位,等待下一块板料入位剪切即可。
四、本液压剪的技术特点及应用
本液压剪开口度调整装置偏心距e的确定原则是:根据剪切板料的厚度范围确定,保证剪切任何厚度的板料,上剪刃刀口的最低点距板料上表面的距离基本一致,约20~40mm。

图-3 本液压剪在实际应用现场
本技术设计液压剪具有以下特点:开口度调整机构简单、控制运行可靠、故障率低、成本低廉;可实现根据不同的剪切板料自动进行开口度的调整;开口度可调整装置设置有偏心轴的锁紧装置,保证上刀架的连杆机构不发生摆动,保证剪切平稳。
本液压剪在镇江某铝板厂的热轧线设备改造中得到实际应用,其运行平稳可靠、效果良好,得到用户的首肯,可以大力推广应用。随着铝加工业向特大、特宽、特厚方向的发展,中厚板铝热轧生产线改扩建项目的增多,这种新型的剪切范围宽广的可调整开口度液压剪的需求相应也会同步增长。
[1] 刘家辉等. 热轧机组钢卷检查线液压剪切机 [J].一重技术,2011,(4)∶43~45
[2] 张景进. 宽厚板生产 [M].北京∶业绩工业出版社 2005
[3] 东国元等. 引进的铝热连轧生产线的特点 [J].轻合金加工技术,2010,(1)∶37~40
Discourse of the opening adjustable hydraulic shears' design and application in aluminum strip production line
猜你喜欢
机械研究与应用(2022年1期)2022-03-14
模具制造(2021年8期)2021-10-20
汽车工艺与材料(2021年5期)2021-05-17
科学技术创新(2021年5期)2021-03-17
设备管理与维修(2020年23期)2021-01-04
科教新报(2019年27期)2019-09-10
中小企业管理与科技(2019年22期)2019-09-09
快乐语文(2018年7期)2018-05-25
制造技术与机床(2017年3期)2017-06-23
小说月刊(2015年9期)2015-04-23
