
焊接工艺仿真训练系统中焊点数据的建立方法
2016-11-14 01:23许崇良董云杰
电子技术与软件工程 2016年18期
许崇良++董云杰
摘 要
采用现有焊机的外形、控制按钮(开关)与现有焊钳高度相似的焊钳及线缆,利用计算机技术,形成的一种有实物参入的手弧焊仿真训练系统。本文主要介绍仿真系统中焊点数据的架构及建立方法。
【关键词】数据 焊点图形 焊钳 焊道 手工电弧焊
1 引言
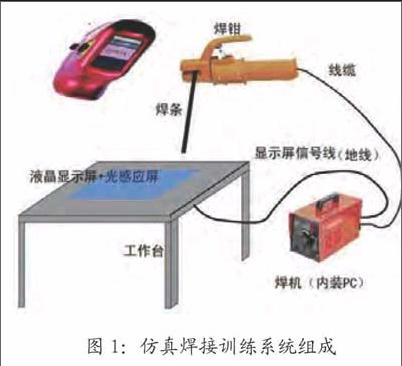
利用计算机控制技术,在专门的驱动控制电路及专用驱动控制软件支持下,形成一种有实物介入的手弧焊高仿真训练系统。如图1所示。
在实施仿真焊接时,通过测量仿真焊钳与焊件(液晶显示屏)距离(电弧的长度)换算而成仿真焊机的工作电流。根据测得的电流、仿真焊钳移动速度以及预设的焊条直径等参数,从PC数据库中读取相应的图像,并按一定规则显示在液晶显示屏上,形成焊道(焊点)图像。并调用防护面罩上液晶显示屏控制驱动电路中弧光显示程序,并在防护面罩的液晶显示屏上显示模拟弧光。因此需要建立各种工况下的焊点数据。本文主要介绍焊点数据的建立方法。
2 焊点数据库建立
2.1 数据建立的基本原理是
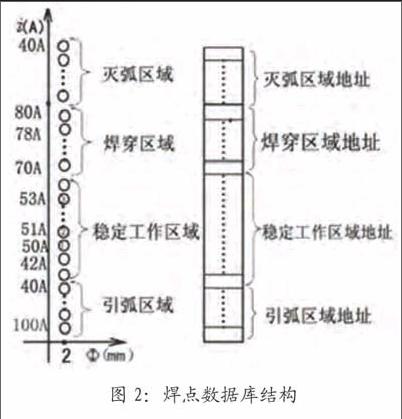
焊条直径一旦确定,则焊点数据与电流成对应关系。因此可按焊条材料,建立不同焊条直径的各种电流下的焊点图形数据库。数据库地址编码规则,可以采用焊条直径代码+寻址监测电流代码方式,也可以可以采用焊条直径代码和寻址监测电流代码进行与运算方式。焊点图形通过实验的方法取得。同一直径的焊条焊点数据库分为引弧、稳定工作、焊穿、灭弧(熄弧)四个区域。如图2所示。例如,选择焊条直径为2mm ,电流为50A时对应①位置,51A对应②位置,53A对应③位置。
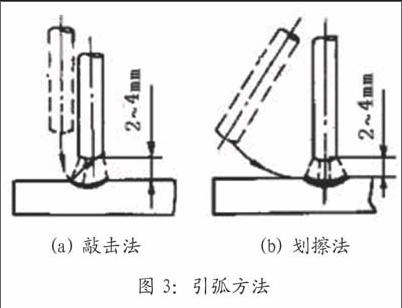
引弧区域与手工电弧焊引弧过程相对应。常用的引弧方法有划擦法和敲击法两种,如图3所示。焊接时将焊条端部与焊件表面通过划擦或轻敲接触,形成短路,然后迅速将焊条提起2~4mm距离,电弧即被引燃。若焊条提起距离太高,则电弧立即熄灭。
在本系统中可通过软件判断仿真焊钳,从接触屏幕(工件)到使电弧稳定燃烧时的距离及所用的时间来确定。
稳定工作区域是指焊接过程中能使电弧稳定燃烧所对应的焊接电流区域,即手工焊焊条的操作运动阶段。此阶段焊条应向前倾斜 70~80?, 合理的电弧长度约等于焊条直径,合适的焊接速度应使所得焊道的熔宽约等于焊条直径的两倍,焊速太高时焊道窄而高,波纹粗糙,熔合不良,焊速太低时,熔宽过大,焊件容易被烧穿。
焊穿区域是指当电流过大或移动速度过小时,将工件焊穿的工况。可通过软件判断仿真焊钳与屏幕的距离、单位时间内仿真焊钳与焊缝的基点(定位参照点)位移变化来确定电弧长度及焊速。
灭弧(熄弧)区域与电弧的熄灭操作过程相对应。在焊接过程中,电弧的熄灭是不可避免的。灭弧操作方法有多种。常用的方法有两种,一 是将焊条运条至接头的尾部,焊成稍薄的熔敷金属,将焊条运条方向反过来,然后将焊条拉起来灭弧;二是将焊条握住不动一定时间,填好弧坑然后拉起来灭弧。 在本系统中可通过软件判断仿真焊钳距屏幕(工件)距离来确定。
2.2 数据库图形采集基本方法
数据库焊点图形通过实验的方法取得。
2.2.1 实验主要器材
交流弧焊机、焊钳、铁板(2mm)、焊条等常用焊接设备;高精度电流表、电压表,高精度电流传感器、电压传感器及电流电压实时存储记录设备;三台高速高清数字摄像机及高清数字图像采编存储计算机。高精度电流传感器、电压传感器及用于采集焊接时实时电流、电压数据的存储记录设。一架摄像机主要用于采集焊接时焊道(熔池)形成图像,另一架摄像机主要用于采集焊接时焊弧长度,第三架摄像机主要用于采集焊接时焊条移动速度、运条及引弧、灭弧图像。
2.2.2 实验方法
首先给3台摄像机配备滤光片,并调至50帧/秒高速高清录像格式,将设备连接并调试至运行状态,由熟练手工电弧焊技师按照规范操作。按焊点数据库要求同步采集记录引弧、稳定工作、焊穿、灭弧四个过程的电流、电压数据、焊道(熔池)形成、焊弧长度、焊条移动速度、运条图像。对电流、电压数据、焊弧长度、焊条移动速度图像进行分析,找出焊接电流与焊弧长度、焊条移动速度的对应关系。确定当保持焊弧长度不变,焊条移动速度过快或过慢对电流影响,及对焊道(熔池)形成图像的影响,找出电流与焊道(熔池)形成图像的对应关系。用专用软件将录像分成帧,将与检测电流对应的效果好的帧图像进行修正制作,形成焊点图像。焊点图像分别存放在相应的位置,形成焊点数据库。实验时焊接电流级数取得越小,数据焊点图像制作越精致,则数据库越精确。
2.2.3 引弧数据库焊点图形采集
引弧是手工电弧焊最基本的操作,对初学者十分重要。如上所述,手弧焊主要有两种引弧方法,但引弧机理相同,即将焊条端部与焊件表面接触,形成短路,然后迅速将焊条提起2~4mm距离,电弧即被引燃。
分析实验中引弧过程数据,找出两种不同引弧方法的瞬间短路及电弧稳定燃烧时电流数值,以及电流变化规律。确定引弧过程电流与焊点成像对应规律。以此为基础建立引弧数据库。用同样方法采集灭弧数据。
2.2.4 稳定工作(运条)数据库焊点图形采集
运条是手弧焊使焊过程,焊弧长度、焊条的移动速度、焊条运动形式影响焊接质量。运条数据需采集:
(1)采用合理的焊弧长度、焊条移动速度、焊条运动形式焊接过程中电流数据及电流与焊点成像对应规律;
(2)当焊条移动速度、焊条运动形式保持不变,焊弧长度变化时电流数据及电流与焊点成像对应规律;
(3)当焊弧长度不变,焊条移动速度、焊条运动形式变化时电流数据及电流与焊点成像对应规律;
(4)当焊弧长度不变,焊条移动速度过慢,出现焊穿现象时电流数据及电流与焊点成像对应规律;
(5)当焊弧长度不变,焊条移动速度过快,出现断火现象时电流数据及电流与焊点成像对应规律;
(6)当焊条移动速度不变,焊弧长度增加,出现断火现象时电流数据及电流与焊点成像对应规律;
(7)当焊条移动速度不变,焊弧长度减小,出现焊穿现象时电流数据及电流与焊点成像对应规律。
3 结语
分析实验中引弧、运条过程数据,找出焊接电流与焊弧长度、焊条移动速度的对应关系。确定引弧过程电流与焊点成像对应规律。以此为基础建立引弧数据库。对电流、电压数据、焊弧长度、焊条移动速度图像进行分析,确定当保持焊弧长度不变,焊条移动速度过快或过慢对电流影响,及对焊道(熔池)形成图像的影响,找出电流与焊道(熔池)形成图像的对应关系。
参考文献
[1]梁森,王侃夫,黄杭美等主编.自动检测与转换技术[M].北京:机械工业出版社,2006(02).
[2]陈志恒,胡宁等主编.汽车电控技术[M].高等教育出版社,2008(04).
[3]伍广主编.焊接工艺[M].北京:化学工业出版社,2009(04).
[4]黄石生主编.电弧电源及其数字化控制[M].北京:机械工业出版社,2007(01).
猜你喜欢
湘潮(上半月)(2023年5期)2023-06-14
装备制造技术(2022年5期)2022-09-06
汽车实用技术(2019年3期)2019-03-05
设备管理与维修(2018年21期)2018-12-11
教育界·下旬(2016年8期)2016-12-14
价值工程(2016年30期)2016-11-24
电脑知识与技术(2016年24期)2016-11-14
文艺生活·中旬刊(2016年10期)2016-11-04
科学与财富(2016年28期)2016-10-14
焊接(2015年10期)2015-07-18
电子技术与软件工程2016年18期