小湾机组转子一点接地问题分析与处理
2016-11-11 07:12杨国庆岳建峰
水电站机电技术 2016年7期
杨国庆,李 云,岳建峰
(华能澜沧江水电股份有限公司检修分公司,云南 昆明 650024)
小湾机组转子一点接地问题分析与处理
杨国庆,李 云,岳建峰
(华能澜沧江水电股份有限公司检修分公司,云南 昆明 650024)
主要介绍了小湾多台机组出现的转子一点接地问题的原因分析及采取的应对处理措施,为水电厂同类型问题的分析处理提供借鉴经验。
小湾;转子;一点接地
1 概述
小湾电厂共安装6台机组,单机容量为700MW,装机总容量4 200 MW。发电机转子主要由转轴、中心体、转子支臂、磁轭、磁极等部分组成。磁轭与转子支架采用径向、切向复合键连接结构,径向键为凸键,用垫片调节热打键紧量,保证正常运行时的磁轭圆度,并有效地传递扭矩。磁极圆度通过垫片及链条键调整。
2 问题发现
2014年04月16日08:24,4号机组监控频报:“4号机组转子一点接地保护报警”、“4号机组转子一点接地保护报警复归”故障信息。值班人员检查全厂负荷稳定,潮流分布正常,4号机组有功、无功正常,转子电压、电流正常无波动,机组各部位振动、摆度正常,轴电流正常。现地检查4号机组灭磁开关柜内转子一点接地保护装置为A套主用,装置显示屏上显示接地电阻值在300 kΩ(正常状态值)至0 kΩ之间跳变,转子一点接地报警、复归频繁出现。切换至B柜发电机一点接地保护装置主用,告警信号一致。2014年04月16日09:09~09:21,经申请,将机组有功由621MW降至600MW,无功由78Mvar降至0 Mvar后,报警信号频次降低。
3 检查处理
因电厂当时负荷较高,决定利用机组夜间停机机会,对发电机相关部位进行排查和试验。
(1)机组运行过程中,用万用表对发电机转子电压进行实际测量,测量值与转子一点接地保护装置采样一致;经保护专业人员对保护告警信号分析,4号机组励磁回路发生一点接地,发电机一点接地保护装置检测到对地绝缘电阻小于门槛值20 kΩ,装置报警。同时,根据报警规律判断,转子一点接地现象与机组有功和无功大小相关,有功和无功较小时无接地现象,有功和无功增大后转子会有不稳定的接地点。
(2)对励磁设备(包括功率柜、灭磁开关、正负极母排)进行检查,各连接部位紧固,无接地和放电情况;对功率柜内直流母排进行绝缘测试,其绝缘电阻为310 MΩ,绝缘合格。
(3)对励磁交流电缆、励磁变低压侧及浪涌保护器进行绝缘测试,绝缘电阻为58 MΩ,绝缘合格;检查励磁变、低压侧电缆及浪涌保护器均正常。
(4)对励磁直流电缆进行绝缘测试,绝缘电阻为499 MΩ,绝缘合格。
(5)对4号机组转子进行绝缘电阻测试,测得4号机转子绝缘电阻为680 MΩ,试验测值正常;测试过程中用紫外成像仪对磁极及连接部位、转子磁极引下线进行紫外成像均未发现异常;拆除发电机下档风板,检查磁极与定子下部空间无异常。
(6)对机组全部碳刷、滑环进行了检查、清洁;对磁极引下线及其固定螺栓进行了拆除检查,对螺栓绝缘套管进行了清洁;对磁极引线与其他金属部件间隙进行检查;对磁极间软连接固定螺杆绝缘套管进行检查,均未发现异常。判断转子本体在停机的情况下没有接地情况。
(7)4月18日通过磁极上盖板与磁轭2~4 mm的缝隙发现7号磁极上端背面有金属反光,拆除后发现7号磁极圆度调整垫片过长,将过长部分进行了切除。由于受开机时间的限制未进行开盖检查。机组恢复运行后,转子一点接地报警仅出现5次。
(8)4月19日停机后拆除所有磁极上档板,检查所有转子磁极圆度调整垫片,发现9号磁极圆度调整垫片过长且磁极内侧红漆有损伤痕迹。现场模拟磁极圆度调整垫片接触该损伤点,磁极与大轴导通;同时磁极圆度调整垫片受磁力吸引,印证了大负荷高无功(大励磁电流形成更强的)情况下,才出现转子一点接地的现象。
(9)切除过长的9号磁极调整垫片,并对9号磁极内侧红漆刮伤点进行补漆;机组恢复运行后,转子一点接地报警消失,转子运行正常。

图1 上浮过长垫片及刮伤点
对故障原因初步分析认为:磁极垫片在运行过程中上移,过长的磁极圆度调整垫片在转子转动离心力和磁力作用下贴在磁极内侧形成动态接地。
4 相同问题发现
2014年7月14日7:48,小湾1号机组出现同样问题,经检查,情况与4号机组问题相同,采取了相同的处理方式。此外,在2015年8月份2、4号机组检修期间,检查发现:
2号机组40个磁极中36个磁极4种垫片(C1、C2、D1、D2垫片)均有不同程度的上移现象(其中最大上移量为1号磁极C2垫片,上移量25 mm);除28号磁极D1、D2垫片未进行折边处理外,其余发生上移的垫片均在折边(未点焊)的基础上发生上移;26号磁极D1垫片折边处上翘。
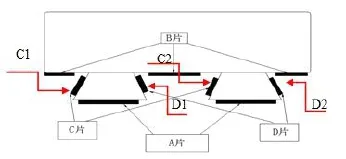
图2 垫片分布示意图
4号机组40个磁极中26个磁极垫片有上移现象。垫片上移20 mm以下的磁极有16个;垫片上移20~120 mm的磁极有10个。
在对其他机组检查时亦发现类似问题。
5 原因分析及措施方案
为彻底解决磁极垫片上浮引起的转子一点接地问题,在2014-2015年度1号机组大修期间,相关各方经过讨论研究,对原因进行了分析,制定措施并进行了处理。
5.1 原因分析
垫片上浮的原因主要为磁极铁心鸽尾和磁轭鸽尾槽均存在一定的直线度,安装后,磁极使用的链条键刚度不足,使得磁极垫片未能完全压紧,存在虚接触,机组长期运转及过速试验,造成磁极垫片上移。上移的垫片在离心力的作用下刮伤磁极线圈,并与磁极线圈形成动态接地,造成转子一点接地事件发生。
5.2 解决方案
(1)磁极垫片安装时,厚垫片放在磁轭侧,薄垫片放在磁极鸽尾侧。安装垫片时,按磁极与磁轭之间的间隙,选择合适的垫片,应先选用厚垫片,通过薄垫片调整间隙。在垫片回装时用回填胶与磁极进行粘贴。
(2)磁极垫片C1、C2、D1、D2在磁极铁芯的鸽尾两端(驱动端和非驱动端)分别留出20~30 mm,如图3进行折弯。
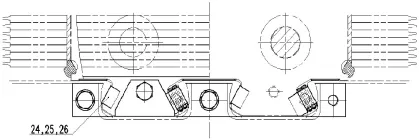
图3 磁极垫片折弯示意图
(3)垫片折弯后,在垫片上面增加一个挡块,挡块尺寸与垫片折弯部分尺寸相同,挡块与磁轭鸽尾或磁极键靠紧后,将垫片与挡块同时焊接在磁极鸽尾上。
6 结语
按照方案处理完成后,机组经过近1年的运行,再未出现过垫片上浮引起的转子一点接地问题。究其原因主要是链条键的形式选择不当,虽采取了处理措施,但对后续机组再次大修增加了不少困难,建议彻底处理方式还是要从设计上解决磁极键选型问题。
TV738
B
1672-5387(2016)07-0059-02
10.13599/j.cnki.11-5130.2016.07.019
2016-05-04
杨国庆(1968-),男,工程师,从事水电站设备检修、维护及技术管理工作。
猜你喜欢
防爆电机(2022年4期)2022-08-17
疯狂英语·新读写(2022年1期)2022-01-28
装备制造技术(2021年4期)2021-08-05
防爆电机(2021年4期)2021-07-28
大电机技术(2021年2期)2021-07-21
制造技术与机床(2019年11期)2019-12-04
水电与抽水蓄能(2018年1期)2018-03-07
电子测试(2015年18期)2016-01-14
振动、测试与诊断(2014年1期)2014-03-01
华北水利水电大学学报(自然科学版)(2014年4期)2014-02-27